


Гильзовка
Гильзовка. Стоимость в Центр МОТОР1. Гильзовка блока цилиндров или замена на новый двигатель («шорт-блок», блок цилиндров)?
«Двигатель «одноразовый», ремонтировать нельзя, только менять (двигатель в сборе, «шорт-блок» или блок цилиндров)…» – чаще всего такое можно услышать про алюминиевые блоки современных двигателей «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс»), «БМВ», особенно про блоки цилиндров с «никасилевым» покрытием («nicasil») или «алюсилевые» («alusil») (другое название: силумалевые – «silumal»).
Аргумент такой – гильзовка чугунными гильзами алюминиевого блоа цилиндров не предусмотрена заводом-изготовителем и поэтому такой блок работать не будет, гильзовка невозможна. Между тем, сами фирмы так не считают, например в «БМВ» совершенно спокойно перешли с никасилевого покрытия на двигателях серии M52 на чугунные залитые гильзы на двигателях серии M54 (и продолжают их использовать в дизельных двигателях серии N57), а на двигателях серии N52 применяют технологию заливки алюсилевого блока гильз в магниевый блок цилиндров, «Ауди», «Фольксваген» и «Хонда» также используют все эти варианты (в последнее время, кстати, все чаще применяются именно чугунные гильзы).
Причины отказа от гильзвки блока чугунными гильзами: снижение стоимости изготовления и уменьшение веса, простота переработки при утилизации. На то, что при этом уменьшается ресурс (двигатель с чугунными гильзами намного жестче и дольше сохраняет геометрию цилиндров), изготовитель редко обращает внимание (кстати, переход с никасилевого покрытия на двигателях серии М52 на чугунные гильзы в двигателях серии М54 у «БМВ» был вызван именно многочисленными нареканиями на малый ресурс).
Между прочим, стоит это иметь в виду при покупке контрактного двигателя б/у: прошло время чугунных «миллионников», сейчас уже хорошо, если двигатель с алюминиевым блоком выхаживает 200 тыс. километров. «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс») спокойно используют чугунные гильзы в алюминиевых блоках уже много лет, при этом для большинства двигателей расточка под ремонтные поршни не предусмотрена (многие даже разбирать нельзя – только замена «шорт-блока»).
2. Некоторые особенности гильзовки алюминиевых блоков цилиндров.
Гильзы с буртами или без?
Основная проблема при гильзовке алюминиевого блока цилиндров чугунными гильзами – разный коэффициент расширения алюминия и чугуна. Чтобы компенсировать ослабление посадки гильзы в блоке при нагреве двигателя до рабочих температур гильза изначально устанавливается в блок с большим натягом, а чтобы исключить возможность подвижности гильзы в цилиндре даже при больших перегревах гильза выполняется с буртом (с «шляпкой»), которая зажимается между блоком и головкой (см. рис.1).
Если устанавливать гильзу без бурта (см. рис.2), то гарантировать, что она не сдвинется после гильзовки, невозможно (кстати, такое часто случалось со старыми бензиновыми двигателями V-8 «Ленд-Ровер»).
Особенности гильзовки
А как с поршневыми кольцами – ведь материал цилиндра поменялся?
Теперь о том, что касается взаимозаменяемости поршневых колец для различных блоков. Есть простые правила:
Есть простые правила:
— кольца для «никасила» не подходят для чугунных гильз (слишком мягкие, быстро стираются), требуется подбор колец от двигателей с чугунными цилиндрами (возможно, с доработкой канавок под кольца на поршнях)
— кольца для «алюсила» вполне можно использовать для чугунных гильз.
А что такое вообще — «никасил» и «алюсил» («силумал»)?
Немножко подробнее о том, что такое «никасил» и «алюсил», а также общие мысли о расходе масла современными двигателями:
«никасил» — очень твердое и тонкое (0,2…0,3 мм толщиной) гальваническое покрытие на стенках цилиндра (внешне блестящее, с рисками от хонинговки – очень похоже на обычную чугунную гильзу). Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя. Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»).
«Алюсил» («силумал») — специальный алюминиевый сплав, из которого сделан цилиндр (внешне матовый и гладкий). Есть два варианта: весь блок цилиндров сделан из такого сплава или же блок из более дешевого (или более легкого (например, магниевого) – смотря какие цели ставятся) материала гильзуется гильзами из «алюсила».
Вся хитрость в том, что алюминий почти полностью химически удаляется с поверхности специальной пастой при окончательной обработке цилиндра, поршневые кольца скользят по микрочастичкам кремния, а в микропорах между ними задерживается масло, исключая сухое трение (в чугунных цилиндрах для этого на стенки при окончательной обработке наносят специальные риски – процесс хонингования). И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию.
Сейчас технологии шагнули далеко вперед, поэтому используется покрытие, подобное «тефлону» (да-да, как на сковородках!). И все бы хорошо, только современные двигатели очень любят кушать масло (расход в 1..1,5 л на 1000 км уже официально считается дилерами нормой). На это тоже есть свои причины: все производители очень озабочены снижением механических потерь, поэтому усилие разжима поршневых колец делают все меньше и меньше, кольца оставляют больше масла на стенках (кстати, постоянный долив масла позволяет дилерам еще и увеличить межсервисные интервалы до его замены).
Получается следующая цепочка: масло сгорает – образуется нагар – абразивные частицы нагара стирают покрытие на поршнях (так же, как стирается покрытие на сковородках) – происходит прихват поршня к стенкам цилиндра – задиры, разрушение. Например, этим страдают бензиновые двигатели 4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Гильзовка. Стоимость в Центр МОТОРГильзовка блока цилиндров двигателя ОКА
Гильзовка блока цилиндров двигателя ОКА в Нижнем Новгороде
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Гильзовка блока делается следующим образом:
- Для блоков цилиндров из чугуна используются чугунные гильзы
- Для алюминиевых блоков – мы также используем чугунные гильзы
Этапы работы по гильзовке блоков:
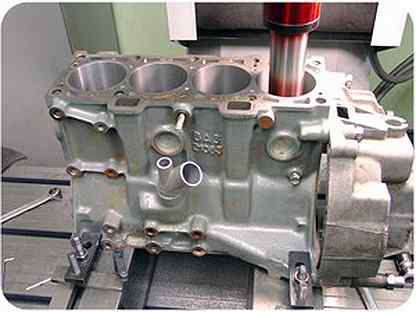
Сначала растачиваются цилиндры, эту работу должны проводить специалисты, так как должна быть четко соблюдена геометрия гнезд под гильзы. Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
При грамотном и правильном подходе после гильзования блока двигатель вашего авто прослужит еще многие годы.
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонГильзовка, капитальный ремонт двигателя Мерседес (Mercedes)
Часто встречающаяся неисправность на автомобилях Мерседес (Mercedes) — износ поверхности стенок цилиндров двигателя. Современные двигатели Мерседеса для снижения веса агрегата блок цилиндров производят из алюминийсодержащих сплавов, поршневая группа имеет один номинальный размер и двигатель по факту является неремонтопригодным, блок цилиндров приходиться менять на новый, что в свою очередь очень удорожает стоимость ремонта силового агрегата.
Современные двигатели Мерседеса для снижения веса агрегата блок цилиндров производят из алюминийсодержащих сплавов, поршневая группа имеет один номинальный размер и двигатель по факту является неремонтопригодным, блок цилиндров приходиться менять на новый, что в свою очередь очень удорожает стоимость ремонта силового агрегата.
Качественное обслуживание двигателя Мерседес — реальня экономия!
При качественном техническом обслуживании автомобиля ресурс двигателя Мерседес (Mercedes) составляет порядка 300 тысяч километров.
Повреждения могут возникнуть и на небольшом пробеге!
Повреждения могут возникнуть и на небольшом пробеге автомобиля по причине некачественного топлива. Разрушение поршневой группы происходит по причине:
- вышедшие из строя катализаторы, керамическая пыль которых раздувается продувкой;
- при перегазовке в блоке цилиндров и являясь абразивом разрушает стенки;
- перегрев двигателя, вследствие неэффективной работы системы охлаждения;
- выхода из строя термостата либо водяного насоса (помпы) либо течью охлаждающей жидкости;
- забитый радиатор охлаждения тоже зачастую становиться причиной поломки ДВС, вследствие плохой отдачи тепла, при длительных поездках в момент остановки двигателя поршни привариваются к стенкам цилиндров при запуске повторно потихоньку разрушая поверхность гильзы.

Повышенный расход масла?
Все вышеперечисленные повреждения двигателя Мерседес (Mercedes) приводят к значительному расходу масла и в последствии снижению компрессии в ДВС. При такой неисправность слышится, характерный стук при работе мотора, часто принимаемый за стук гидротолкателей (слышно на холостых оборотах, как правило на прогретом до рабочей температуры двигателе, бывают случаи , что никаких звуков нет, но обязательно большой расход масла).
Альтернатива дорогостоящему ремонту двигателя Мерседес.
Альтернативой дорогостоящей замены блока цилиндров является гильзовка двигателя, тоесть после механической обработки цилиндров запресовывают чугунные гильзы обрабатывают под нужный размер. Как показывает практика это ни как не сказывается на ресурсе агрегата, температурном режиме и Т.Д. и сроке его эксплуатации. Не обязательно разбирать полностью двигатель, задиры на стенках цилиндров очень хорошо видны при осмотре эндоскопом.
Наш автосервис «MasterMB» вот уже больше 13 лет занимается ремонтом и гильзовкой двигателей Mercedes, профилактическими и капитальным ремонтами.
Алюминиевый блок цилиндров — гильзовка или покрытие —
Как происходит гильзовка блока цилиндров? — сегодня мы попытаемся понять, что лучше гильзы или покрытия из Nikasil и Alusil.
Споры не утихают, что лучше алюминиевый блок или чугунный. Прогресс неизменная вещь в нашем мире, так на смену тяжелым чугунным двигателям пришли новые легкие и алюминиевые. Производители уверяют, что алюминиевые блоки по всем направлениям превосходят чугунные: они легче, не подвержены коррозии, теплопроводность в 4 раза выше чем у чугунного блока. Так ли все хорошо?
Чугунный блок
Большинство автопроизводителей идут по пути наименьшего сопротивления и с каждым годом стараются уменьшить вес производимых автомобилей. И замена чугунного двигателя, к слову, он в три раза тяжелее алюминиевого, не заставила себя долго ждать.
Чугунный блок является очень прочным элементом, отличается низким коэффициентом трения между стенками цилиндра и поверхностью поршня. Ремонтопригодность — это второе имя чугунного блока. Стенки цилиндра восстанавливаются при помощи расточки и установки поршней ремонтного размера
Алюминиевый блок
Алюминиевый блок обладает положительными моментами, но трение алюминиевого сплава поршней об алюминиевый блок недопустимо, поэтому производители пытаются оградить блок от поршня, для этого существует несколько вариаций:
- «Мокрая» чугунная гильзовка
- Тонкостенные покрытия (никасиловое или алюсиловое покрытие)
- «Сухая» чугунная гильзовка от производителя
«Сухая» гильзовка от производителя
Двигатели Gamma 1.4 л. и 1.6 л., устанавливаемые на Hyundai Solaris и Kia Rio, изготавливаются с помощью метода «сухой» гильзовки — чугунная гильза с неровными внешними краями заливается жидким алюминием. «Сухая» гильзовка вызывает трудности при ремонте блока, в отличии от «мокрой» где блок возможно разгильзовать, заменить гильзы и поршни.
Nikasil и Alusil
Тонкостенные покрытия (никасиловое или алюсиловое покрытие) в теории такой метод имел только положительные стороны, но на практике все оказалось куда плачевнее. Официальная версия производителей: «Сера, находящаяся в топливе, вступает в реакцию с покрытием и уничтожает его».
Скорее всего технология с покрытием Nikasil оказалась дорогостоящей и трудоемкой, с высоким процентом брака, который списали на высокосернистый бензин. Вторая теория гласит о том, что Nikasil и Alusil прочное, но тонкое покрытие, находящееся на алюминиевом сплаве блока и при высоких температурах просто-напросто вдавливается в алюминий.
Блок цилиндров с «мокрыми» гильзами
Мокрые гильзы контактируют с охлаждающей жидкостью. Жесткость и герметичность обеспечивает затяжка головки блока цилиндров. Производители начинают уходить от этой технологии, так как не получалось обеспечить достаточную жесткость блока, а главной проблемой являлось попадание охлаждающей жидкости в масло.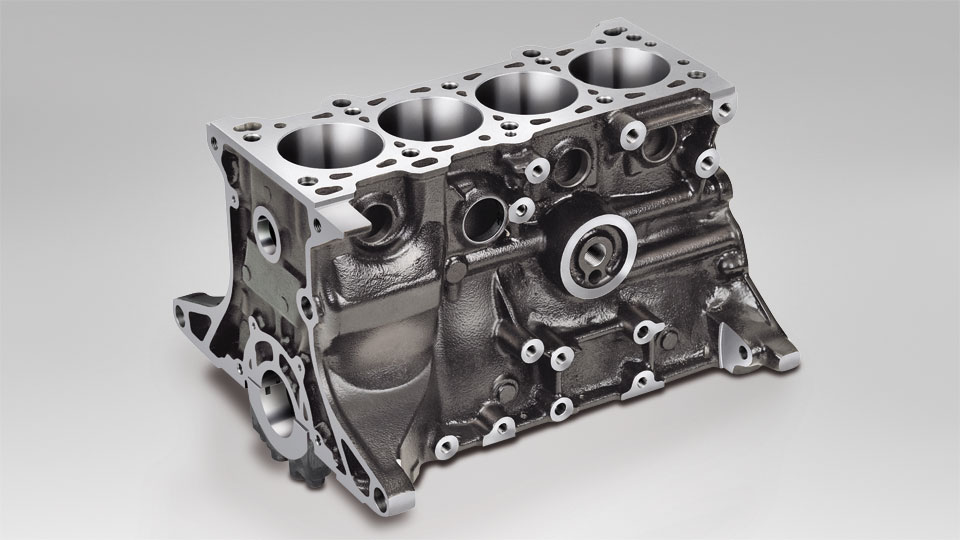
Заговор или нет?
В эру алюминиевых блоков средний пробег двигателя приравнивается к 200 тысячам километров, а о периоде чугунных «миллионников» уже никто и не вспомнит.
Пробег в 200 000 километров является оптимальным вариантом для первого владельца, а вот второй или третий собственник точно столкнется с проблемой алюминиевого блока.
Автопроизводители перестали уделять должное внимание к надежности автомобиля, тем самым подталкивая владельцев к покупке нового, а не подержанного авто.
Гильзовка V-образных алюминиевых блоков — motor-masters.ru
Большинство производителей не предусматривают ремонт изношенных блоков цилиндров на своих автомобилях, задумка в общем-то не плохая ресурс двигателя равен ресурсу автомобиля, но реалии российской действительности таковы, что двигатели автомобилей даже премиальных брендов выходят из строя намного раньше общего износа автомобиля. При отсутствии ремонтных размеров поршневой группы единственным выходом, за исключением замены двигателя, является установка чугунных гильз. На все распространенные модели двигателей гильзы всегда в наличии на складе компании по доступным ценам.
На все распространенные модели двигателей гильзы всегда в наличии на складе компании по доступным ценам.
Отличной альтернативой установки оригинальных поршней является приобретение поршневой группы производства Барнаул, при завидном качестве изготовления поршни имеют весьма демократичную цену.
Наиболее частые гости на участке гильзовки это Mercedes с двигателем семейства 272
LEXUS и TOYOTA с двигателями 1GR 2GR 3GR и недавно к ним присоединившийся 1VD-FTV от Lend-cruiser 200
Разнообразные Порше V-образные и оппозиты, турбовые и атмосферные.
и практически все BMW 4, 6, 8 и 12 цилиндров
В предварительно расточенный под гильзы алюминиевый блок от автомобиля Toyota устанавливаются охлажденные в жидком азоте гильзы. Только так можно обеспечить необходимый натяг 0.06 — 0.08 мм. После установки гильз и прогрева блока до комнатной температуры производится растачивание цилиндров с припуском на хонингование не менее 0.08 мм. Гильзовка алюминиевого блока Toyota Land Cruiser 1GR
Гильзы цилиндров для дизельных двигателей: преимущества и применение
Выбор и тщательное обслуживание компонентов двигателя может продлить срок службы машин, снизить затраты на техническое обслуживание и повысить производительность за счет сокращения времени поломки. В этой статье показано, как и почему гильзы цилиндров, также известные как гильзы цилиндров, могут внести ценный вклад.
В этой статье показано, как и почему гильзы цилиндров, также известные как гильзы цилиндров, могут внести ценный вклад.
Типы гильз цилиндров и их преимущества
Гильзы имеют цилиндрическую поверхность, удерживающую на внутренней поверхности тонкую пленку. .Вставленные в цилиндры блока цилиндров двигателя, они защищают его от износа и от скольжения поршней. Блоки двигателей промышленных машин, в отличие от менее требовательных приложений, обычно имеют гильзы цилиндров, а не позволяют поршням двигаться в прямом контакте со стенками блока цилиндров.
Существует два основных типа лайнера. Первый тип не имеет прямого контакта со стенкой цилиндра блока двигателя, а гильза омывается потоком охлаждающей жидкости . По этой причине они называются вкладышами « мокрый, », . Гильзы второго типа известны как вкладыши « сухие, » или « втулки, » и представляют собой тонкие втулки, установленные внутри Блок цилиндров с внешней стенкой в непосредственном контакте с цилиндром блока цилиндров .
По этой причине они называются вкладышами « мокрый, », . Гильзы второго типа известны как вкладыши « сухие, » или « втулки, » и представляют собой тонкие втулки, установленные внутри Блок цилиндров с внешней стенкой в непосредственном контакте с цилиндром блока цилиндров .
Производители двигателей используют цилиндры с футеровкой из-за преимуществ , которые предлагает эта система, основными причинами являются:
- Повышенное сопротивление .Изготовление гильз отдельно от блока цилиндров позволяет использовать специальные материалы с более высокими эксплуатационными характеристиками, чем те, которые использовались для конструкции самого блока. Гильзы обычно изготавливаются из специальных сплавов чугуна, содержащих элементы с естественными смазывающими свойствами, например графит. Добавляются другие компоненты, такие как хром, ванадий и молибден, чтобы обеспечить устойчивость к коррозии и износу, вызываемым высокими температурами.

- Более простое обслуживание . Когда гильзы изношены, их легче заменить, чем заменить весь блок цилиндров.
- Повышенная теплопроводность. При рабочих температурах гильзы нагреваются больше, чем цилиндры, и должны иметь возможность расширяться как по диаметру, так и по длине. Если бы они были отлиты вместе с цилиндрами, результирующая тепловая нагрузка была бы достаточно высокой, чтобы разрушить материалы.
- Меньше риска дефектов . Чем сложнее отливка, тем труднее получить идеально ровные поверхности с низкими остаточными напряжениями.
Какие характеристики необходимы гильзам цилиндров двигателя для хорошей работы?
Вкладыши подвергаются многим видам нагрузочного давления:
- механическое, вызванное давлением сгорания;
- термический, вызванный высокими температурами процесса горения; Износ
- , обусловленный тремя основными факторами:
- истирание, зависящее от эффективности воздушного и масляного фильтров,
- Коррозия, вызванная побочными продуктами сгорания,
- трение или трение из-за плохой смазки.

По всем этим причинам процесс производства этих компонентов очень важен, и их конструкция должна соответствовать точным спецификациям, чтобы защитить двигатель и продлить его срок службы. К ним относятся:
- высокая стойкость и антикоррозионные свойства,
- низкое трение,
- высокая точность.
Основным свойством гильз для уменьшения трения и продления срока службы двигателя является перекрестный рисунок канавок на внутренней стенке.Эта поверхность с канавками поддерживает достаточное количество масла на внутренней стенке гильзы, что обеспечивает достаточную смазку в точке контакта между поршневыми кольцами и гильзой. Правильный угол пересечения канавки , стенок обычно оценивается примерно в 45 ° , так как это способствует равномерному смазыванию и, следовательно, продлевает срок службы поверхностей . Однако есть случаи, когда создаются разные углы для конкретных материалов и форм использования.
Однако есть случаи, когда создаются разные углы для конкретных материалов и форм использования.
Наконец, другими факторами, которые помогают увеличить сопротивление и ограничить износ поверхностей гильзы, являются качение фланца и антикоррозийное покрытие внешней стенки.
Как правильно устанавливаются гильзы внутри цилиндров?
Ниже перечислены основные этапы правильной установки гильз внутри цилиндров, а также некоторые меры предосторожности и методы, позволяющие избежать неисправностей и преждевременного износа.
- Тщательно очистите блок цилиндров, так как скопившаяся грязь может привести к поломке фланца.
- Проверьте, нет ли заусенцев или выступающих материалов, и удалите их, чтобы избежать проблем с прокладками.
- Вставьте гильзы в блок цилиндров без прокладок или других заправочных элементов и убедитесь, что фланец выступает правильно, при необходимости поворачивая его, пока не будет найдено правильное положение.
- Когда положение гильзы правильное, снимите ее, нанеся метки совмещения как на гильзу, так и на блок цилиндров, чтобы ее можно было снова вставить в то же положение.
- Вставьте прокладки, избегая скручивания, которое может вызвать деформацию втулки, вызвать трение или уменьшить люфт между поршнем и втулкой.
Многие установщики советуют смазать прокладки перед установкой, чтобы упростить процесс. Однако правильный метод — установить прокладки «всухую», вставить круглый стержень, например отвертку, и перемещать его по всей окружности прокладки, чтобы обеспечить равномерное прилегание.Только теперь можно смазать различные компоненты. - Погрузите прокладку в чистое масло SAE 30. Установите его на втулку, которая должна быть вставлена в блок цилиндров непосредственно перед расширением прокладки.
- Убедитесь, что метка на ранее сделанной втулке совмещена с меткой на блоке. Используйте специальный инструмент, чтобы вставить втулку на место.

- Повторите те же действия для всех устанавливаемых втулок.
Втулки для цилиндров ITR Usco
Выбор и правильное использование всего лишь одного небольшого компонента может иметь решающее значение для производительности и срока службы землеройных машин.Вот почему так важно найти надежного опытного партнера.
ITR Usco предлагает широкий ассортимент втулок с отверстиями от 94 до 170 мм для Caterpillar, Komatsu, Volvo, Hitachi и JCB . Свяжитесь с нашими сотрудниками для получения дополнительной информации о наиболее подходящих типах и материалах для ваших приложений.
Влияние рабочей температуры гильзы цилиндра на потери на трение и выбросы двигателя в соединении поршневых колец
https://doi.org/10.1016/j.apenergy.2017.01.098Получить права и содержаниеОсобенности
- •
Температура гильзы цилиндра влияет на потери на трение.

- •
Оптимальная температура футеровки повышает энергоэффективность и снижает выбросы.
- •
На температуру гильзы практически не влияет вязкий сдвиг смазки.
- •
Это означает, что оптимальные условия не зависят от частоты вращения двигателя.
Abstract
Несмотря на обширные исследования альтернативных методов, двигатель внутреннего сгорания, как ожидается, останется основным источником движения транспортных средств в обозримом будущем.По-прежнему существуют значительные возможности для повышения эффективности использования топлива, что напрямую снижает вредные выбросы. Следовательно, снижение тепловых потерь и потерь на трение постепенно становится приоритетной задачей. Система поршень-цилиндр составляет основную долю всех потерь, а также выбросов. Следовательно, потребность в комплексном подходе, особенно прогнозного характера, является существенной. В данной статье рассматривается этот вопрос, в частности роль температуры гильзы цилиндра, которая влияет как на тепловые, так и на фрикционные характеристики системы поршень-цилиндр. Основное внимание в исследовании уделяется верхнему компрессионному кольцу, критическая функция уплотнения которого делает его основным источником потери мощности на трение и важным компонентом защиты от дальнейшего проникновения вредных газов. О таком комплексном подходе до сих пор не сообщалось в литературе. Исследование показывает, что температура гильзы цилиндра имеет решающее значение для снижения потерь мощности, а также для снижения выбросов углеводородов (HC) и оксида азота (NOx) из соединения компрессионного кольца и гильзы цилиндра. Результаты предполагают наличие оптимального диапазона рабочих температур гильзы, независимо от частоты вращения двигателя (по крайней мере, в изученных случаях) для минимизации потерь на трение.В сочетании с изучением выбросов NOx и HC контроль температуры футеровки может помочь снизить потери мощности на трение и уменьшить выбросы.
Основное внимание в исследовании уделяется верхнему компрессионному кольцу, критическая функция уплотнения которого делает его основным источником потери мощности на трение и важным компонентом защиты от дальнейшего проникновения вредных газов. О таком комплексном подходе до сих пор не сообщалось в литературе. Исследование показывает, что температура гильзы цилиндра имеет решающее значение для снижения потерь мощности, а также для снижения выбросов углеводородов (HC) и оксида азота (NOx) из соединения компрессионного кольца и гильзы цилиндра. Результаты предполагают наличие оптимального диапазона рабочих температур гильзы, независимо от частоты вращения двигателя (по крайней мере, в изученных случаях) для минимизации потерь на трение.В сочетании с изучением выбросов NOx и HC контроль температуры футеровки может помочь снизить потери мощности на трение и уменьшить выбросы.
Ключевые слова
Двигатель внутреннего сгорания (ВС)
Гильза цилиндра
Поршневое кольцо
Трение
Среднее эффективное давление трения (FMEP)
Потери энергии
Расход топлива
Рекомендуемые статьи 2017 Автор (ы). Опубликовано Elsevier Ltd.
Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Цитирующие статьи
% PDF-1.2
%
496 0 объект
>
эндобдж
xref
496 72
0000000016 00000 н.
0000001791 00000 н.
0000001891 00000 н.
0000002397 00000 н.
0000002724 00000 н.
0000003070 00000 н.
0000003093 00000 н.
0000004212 00000 н.
0000004327 00000 н.
0000004621 00000 н.
0000005888 00000 н.
0000005911 00000 н.
0000006197 00000 н.
0000006320 00000 н.
0000007435 00000 н.
0000008631 00000 н.
0000008654 00000 н.
0000009743 00000 н.
0000009766 00000 н.
0000010912 00000 п.
0000010934 00000 п.
0000012003 00000 п.
0000012026 00000 н.
0000013134 00000 п.
0000013157 00000 п.
0000013423 00000 п.
0000013714 00000 п.
0000014843 00000 п.
0000014866 00000 п.
0000014887 00000 п.
0000014908 00000 н.
0000016099 00000 п.
0000016121 00000 п.
0000016993 00000 п.
0000017016 00000 п.
0000018859 00000 п.
0000018882 00000 п.
0000021225 00000 п. 0000021248 00000 н.
0000024387 00000 п.
0000024409 00000 п.
0000025460 00000 п.
0000025483 00000 п.
0000027244 00000 п.
0000027267 00000 н.
0000031523 00000 п.
0000031546 00000 п.
0000034919 00000 п.
0000034941 00000 п.
0000035462 00000 п.
0000035485 00000 п.
0000036772 00000 н.
0000036795 00000 п.
0000041104 00000 п.
0000041127 00000 п.
0000045944 00000 п.
0000045967 00000 п.
0000050149 00000 п.
0000050172 00000 п.
0000054695 00000 п.
0000054718 00000 п.
0000058326 00000 п.
0000058349 00000 п.
0000062697 00000 п.
0000062720 00000 н.
0000065537 00000 п.
0000065560 00000 п.
0000067656 00000 п.
0000067679 00000 п.
0000069454 00000 п.
0000001955 00000 н.
0000002375 00000 н.
трейлер
]
>>
startxref
0
%% EOF
497 0 объект
>
эндобдж
498 0 объект
>
эндобдж
566 0 объект
>
транслировать
Hc`b«_` Ȁ
0000021248 00000 н.
0000024387 00000 п.
0000024409 00000 п.
0000025460 00000 п.
0000025483 00000 п.
0000027244 00000 п.
0000027267 00000 н.
0000031523 00000 п.
0000031546 00000 п.
0000034919 00000 п.
0000034941 00000 п.
0000035462 00000 п.
0000035485 00000 п.
0000036772 00000 н.
0000036795 00000 п.
0000041104 00000 п.
0000041127 00000 п.
0000045944 00000 п.
0000045967 00000 п.
0000050149 00000 п.
0000050172 00000 п.
0000054695 00000 п.
0000054718 00000 п.
0000058326 00000 п.
0000058349 00000 п.
0000062697 00000 п.
0000062720 00000 н.
0000065537 00000 п.
0000065560 00000 п.
0000067656 00000 п.
0000067679 00000 п.
0000069454 00000 п.
0000001955 00000 н.
0000002375 00000 н.
трейлер
]
>>
startxref
0
%% EOF
497 0 объект
>
эндобдж
498 0 объект
>
эндобдж
566 0 объект
>
транслировать
Hc`b«_` Ȁ
Установка гильз цилиндров | KnowYourParts
Поврежденные и изношенные блоки цилиндров из чугуна и алюминия давно ремонтируются с использованием сухих гильз. Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра. Аналогичным образом, чтобы восстановить цилиндры до новых размеров, все цилиндры в блоке могут быть заменены втулками, если все цилиндры сильно изношены.
Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра. Аналогичным образом, чтобы восстановить цилиндры до новых размеров, все цилиндры в блоке могут быть заменены втулками, если все цилиндры сильно изношены.
Основным преимуществом использования муфт перед растачиванием цилиндров и установкой поршней и колец увеличенного размера является экономия средств за счет отсутствия необходимости замены поршней и колец.Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. И если мы говорим об алюминиевом блоке со встроенными железными втулками, обработка исходных втулок и установка новых (мокрых или сухих) может быть единственным способом сохранить (или изменить) блок.
Рабочие характеристики
Для высокопроизводительных применений муфты также имеют ряд преимуществ. Смещение блока цилиндров ограничено расстоянием между центрами отверстий и толщиной отливки. Если блок представляет собой отливку из толстых стенок, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше для высоких оборотов. Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если блок представляет собой отливку из толстых стенок, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше для высоких оборотов. Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если вы устанавливаете сухие втулки в блок для увеличения рабочего объема, вы можете удалить только определенное количество металла, прежде чем у вас закончится блок для поддержки больших гильз цилиндра. Один из способов преодолеть этот предел — выполнить преобразование мокрой муфты. Имеющиеся цилиндры подвергаются механической обработке и на их место устанавливаются мокрые гильзы. Установка требует значительных модификаций блока и точной обработки с ЧПУ, чтобы он мог работать с мокрыми втулками, но результаты того стоят. Поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава, мокрые рукава обычно могут выдерживать гораздо более высокие мощность и тепловые нагрузки. Следовательно, вы получаете повышенную прочность и надежность, а также больший рабочий объем. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8.
Поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава, мокрые рукава обычно могут выдерживать гораздо более высокие мощность и тепловые нагрузки. Следовательно, вы получаете повышенную прочность и надежность, а также больший рабочий объем. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8.
Советы по установке сухих втулок
Одно из наиболее важных решений, которые вам придется принять при установке сухих втулок, — это то, какой размер посадки с натягом подходит для конкретного применения.Алюминиевые блоки имеют большее тепловое расширение, чем блоки из чугуна, поэтому для них обычно требуется большая посадка с натягом, чтобы муфты не двигались. Итак, сколько помех вам нужно?
Ответы будут зависеть от того, кого вы спрашиваете. Разные поставщики гильз давали нам разные рекомендации. Согласно одному из них, для большинства алюминиевых блоков обычно требуется посадка с натягом от 0,003 до 0,004 дюйма между безфланцевыми втулками и блоком, чтобы втулки оставались на месте.
Другой сказал, что посадка с натягом от 0,0015˝ до 0,003˝ — это все, что вам нужно для большинства алюминиевых блоков, и если вы выйдете намного дальше 0,004˝, вы, вероятно, исказите блок. Деформация отверстия — это плохо, потому что оно препятствует тому, чтобы отверстие получилось круглым, когда вы его затачиваете. Это препятствует хорошему уплотнению колец и допускает потери при продувке и сжатии; ни один из них не является хорошим для выбросов или производительности.
Один поставщик сказал, что они полностью изменили свое мнение о посадке с натягом для некоторых применений в алюминиевых двигателях.Втулки можно установить с минимальным натягом (от 0,0005˝ до 0,001˝) и зафиксировать на месте с помощью анаэробного герметика. На нижнюю треть цилиндра наносится герметик, такой как Loctite 518, чтобы удерживать его на месте и предотвращать миграцию масла вверх между нижним концом втулки и блоком. Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплопередаче.
Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплопередаче.
Для чугунных блоков с водяным охлаждением общая рекомендация по установке сухих безфланцевых втулок — использовать ок.0015˝ до .002˝ посадки с натягом. Один из способов упростить установку втулки при улучшении теплопередачи — слегка затонировать цилиндр с помощью песчинок №280 после того, как он будет расточен для установки втулки. Более гладкая отделка внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
На некоторых двигателях небольшого рабочего объема с воздушным охлаждением (например, мотоциклетных и небольших двигателей) может потребоваться дополнительная посадка с натягом, поскольку цилиндры работают при более высоких температурах.Мы слышали о производителях двигателей, которые использовали посадку с натягом от 0,006˝ до 0,008˝, чтобы гарантировать, что втулки останутся на месте.
Еще нужно иметь в виду, что если вы устанавливаете гильзу только на один поврежденный цилиндр в блоке, чтобы отремонтировать его, втулка может несколько исказить соседние цилиндры, особенно если вы используете большую посадку с натягом. В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
Использование торсионных пластин при расточке и хонинговании блока — это один из способов минимизировать или исправить деформацию отверстия цилиндра.Фактически, упорные пластины могут потребоваться на многих тонкостенных блоках (с муфтой или без нее) для достижения действительно хорошей обработки отверстия, круглой и прямой. Установите упорную пластину и прокладку головки на блок, а затем затяните болты головки в соответствии со спецификациями перед хонингованием.
Измерение интерференции
Чтобы точно определить величину натяга, вам нужны два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке.Для измерения этих размеров вам понадобится точный микрометр с внешним диаметром и микрометр с внутренним диаметром или калибр внутреннего диаметра.
Измерьте размер рукава сверху, посередине и снизу. Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр муфты.
Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр муфты.
Затем проделайте то же самое с отверстием. Измерьте верхнюю, среднюю и нижнюю часть, затем поверните калибр или микрофон ID на 90 градусов и повторите. Опять же, усредните числа вместе.Размеры внутреннего диаметра отверстия должны быть меньше размеров внешнего диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из внешнего диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки и затем вбить его в блок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не так важны, как сегодня, но такая процедура установки не имеет места в сегодняшних механических цехах.
Рекомендуемый способ установки втулок — охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом приведет к еще большей усадке, обычно около 0,003˝ или около того. Это часто позволяет рукавам сразу же вставлять их с минимальными усилиями или без них, что снижает риск повреждения или деформации рукавов. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку.Если вам действительно нужно приложить силу, чтобы вставить втулку на место, не ударяйте по ней молотком, а используйте оправку, чтобы вдавить ее.
Вот еще один совет для разработчиков мощных двигателей: снимите напряжение с блока после наложения рукавов, установив блок на вибростол и дав ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в длительном медленном цикле замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить деформацию блока.
Чистовая обработка цилиндров
После установки гильз внутренняя часть цилиндра может быть обработана в соответствии со спецификациями. Для правильной посадки и уплотнения колец требуется отделка, которая обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода приработки. Для большинства двигателей поздних моделей и двигателей с высокими характеристиками это означает выход на плато.
Обработка отверстия плато — это то, что в конечном итоге образуют все типы колец, когда они полностью установлены на место, поэтому чем ближе отверстие может быть предварительно обработано до платообразного состояния, тем меньше изнашиваются кольца и цилиндры при обкатке двигателя, тем лучше кольца будут запечатываться с самого начала, и тем дольше они прослужат.
Для колец из молибдена можно использовать двухэтапный процесс хонингования для достижения плато. Сначала отшлифуйте обычным абразивным материалом на основе карбида кремния с зернистостью # 280. Затем коротко коснитесь отверстий абразивным камнем №400 или несколько раз нанесите на них шлифовальный инструмент или кисть с абразивным нейлоном.
Затем коротко коснитесь отверстий абразивным камнем №400 или несколько раз нанесите на них шлифовальный инструмент или кисть с абразивным нейлоном.
Если цилиндры хонингованы алмазными камнями, вы можете обработать отверстия более мелким алмазом, мелкозернистым абразивным абразивом или щеткой.
Если вы не наносите плато на цилиндры, хонингование камнями из карбида кремния зернистостью # 220 хорошо работает с обычным чугуном или хромированными кольцами.Используйте абразивные камни № 280 для колец с молибденовым покрытием или камни от № 320 до № 400 для колец из молибдена, если двигатель строится для гонок или производительности.
После заточки цилиндров не забудьте очистить их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может в спешке испортить новый набор колец.
Мокрая гильза для дизельного двигателя
Если вы восстанавливаете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не является проблемой. Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее был восстановлен. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы должным образом поддержать гильзу.
Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее был восстановлен. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы должным образом поддержать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может вызвать набухание уплотнения, что помешает правильной установке вкладыша.
Если старые футеровки имеют сильный налет извести или накипи снаружи, необходимо очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне лайнера, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров с индукционной закалкой из высокопрочного чугуна или другого типа из высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным для правильного уплотнения прокладки головки блока цилиндров. Если одна гильза цилиндра расположена выше, чем гильзы в соседних цилиндрах, это может повлиять на герметичность.
Неисправность главного двигателя и претензии по грузу
Повреждение груза из-за задержки — повреждение главного двигателя на малой скорости
Претензии по поводу дорогостоящих грузов и споры по фрахтованию, вызванные задержкой повреждения двигателя во время рейса, продолжают возникать.Чувствительные ко времени грузы могут испортиться до прибытия в порт выгрузки, а мореходные качества судна могут быть поставлены под сомнение фрахтователями и заинтересованными сторонами. Значительная часть этих задержек является результатом повреждения низкооборотных основных двигателей, вызванного ускоренным износом гильзы и поршневого кольца.
Если вам не повезло работать, владеть или управлять судном, которое было поражено значительным износом гильзы и поршневого кольца, вы узнаете сценарий, при котором судно может быть остановлено на некоторое время с сопутствующим дорогостоящим ремонтом.Поиск, поставка и отгрузка гильз главного двигателя, поршней и поршневых колец являются дорогостоящими и трудоемкими. Длительные сроки поставки запасных частей могут продлить срок простоя судна. Это может привести к дополнительным убыткам для судовладельца.
В этой статье мы сосредоточимся на некоторых причинах значительного повреждения гильзы двухтактного главного двигателя, уделяя особое внимание проблемам, связанным с использованием неправильного масла в цилиндре и скорости подачи, а также ее взаимосвязи с используемым топливом.
Взаимосвязь между топливом с низким содержанием серы и повреждением футеровки
С 2010 года допустимое содержание серы в судовом топливе подлежит снижению. Эти ограничения на содержание серы стали очень строгими в определенных зонах контроля выбросов (ECA).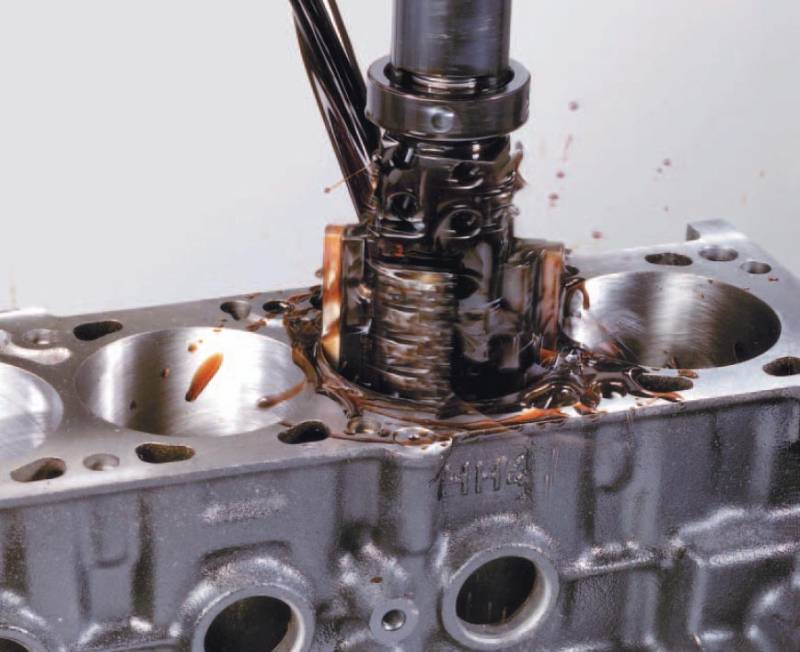 Глобальный предел содержания серы в 0,5% в 2020 году будет означать, что всем судам по всему миру необходимо найти способ контролировать свои выбросы, и во многих случаях это будет включать сжигание топлива со сверхнизким содержанием серы.
Глобальный предел содержания серы в 0,5% в 2020 году будет означать, что всем судам по всему миру необходимо найти способ контролировать свои выбросы, и во многих случаях это будет включать сжигание топлива со сверхнизким содержанием серы.
Кислотная атака — роль цилиндрового масла
Большинство современных двухтактных двигателей были разработаны для работы на высокосернистом остаточном топливе.В двигателях, работающих на топливе с высоким содержанием серы, обычно используется цилиндровое масло с высоким общим щелочным числом (TBN) или щелочным числом (BN). BN цилиндрового масла является мерой способности цилиндрового масла нейтрализовать кислоту. Чем выше BN, тем щелочнее масло.
Во время цикла сгорания сера в топливе выделяется с образованием SO 2 (диоксид серы), а некоторые из них образуют SO 3 (триоксид серы). Вода, содержащаяся в удаляемом воздухе и в процессе сгорания, реагирует с образованием серной кислоты.
В цилиндровое масло добавляются присадки, например карбонат кальция, для увеличения BN и нейтрализации серной кислоты. Если кислоту не нейтрализовать, произойдет коррозия железа, и это основная причина коррозионного износа гильз и поршневых колец.
Если кислоту не нейтрализовать, произойдет коррозия железа, и это основная причина коррозионного износа гильз и поршневых колец.
Топливо с низким содержанием серы: меньше серной кислоты
Судно, использующее топливо с низким и сверхнизким содержанием серы, будет производить меньше серной кислоты в процессе сгорания. Если BN вашего цилиндрового масла слишком высок, это может означать, что щелочность в цилиндровом масле не нейтрализуется и могут образовываться соединения, вызывающие повреждение.Некоторые тихоходные двигатели страдают от образования щелочных отложений на головке поршня, которые могут повредить масляную пленку между поршневым кольцом и гильзой. Это может привести к истиранию и судорогам. Между поршневыми кольцами и поршнями могут также образовываться отложения, препятствующие свободному перемещению поршневых колец и повышенному износу гильзы.
Если судно эксплуатируется в зоне контроля выбросов, где используется топливо с низким или сверхнизким содержанием серы (менее 0,1% м / м серы), правильный выбор цилиндрового масла с соответствующим щелочным числом является жизненно важным.
Скорость подачи
Еще один фактор, который следует учитывать, — это скорость подачи цилиндрового масла. Это важно, потому что двигатели работают с разными нагрузками, оборотами и мощностью. Хотя в некоторых двигателях предусмотрена автоматическая регулировка скорости подачи в зависимости от числа оборотов и содержания серы, все еще используется множество систем с ручной регулировкой.
Неправильная подача масла в цилиндр также может привести к износу гильзы и поршневого кольца. Скорость подачи следует регулировать в соответствии с БН цилиндрового масла и содержанием серы в топливе.
В дополнение к этому могут возникнуть проблемы с поверхностью лайнера. Существует необходимость в контролируемой коррозии для образования небольших карманов на рабочей поверхности гильзы цилиндра. Это позволяет производить гидродинамическую смазку маслом внутри карманов. Это известно как пленка смазочного масла. Сохранение хорошей масляной пленки также важно для предотвращения износа футеровки, поэтому это еще одна причина, по которой так важна оптимальная скорость подачи.
Резюме:
Если судно торгует в районе, где обязательно использование топлива с низким содержанием серы, очень важно тщательно продумать тип и скорость подачи цилиндрового масла, чтобы предотвратить повреждение гильзы главного двигателя и поршневых колец.
Если вы эксплуатируете двигатель без надлежащего баланса между содержанием серы и BN в цилиндровом масле, это может привести либо к задирам, либо к коррозионному износу. Оба эти фактора повлияют на срок службы компонентов двигателя.
Цилиндровое масло — предотвращение потерь
- Убедитесь, что масленки главного двигателя и цилиндров работают в соответствии с указаниями производителя. Могут быть даны особые рекомендации по скорости подачи цилиндрового масла и BN цилиндрового масла. Поставщики смазочного масла также могут предоставить подходящие рекомендации.
- Если ваше судно совершает рейсы, в которых используется топливо с различным содержанием серы, убедитесь, что цилиндровые масла на борту подходят для всего используемого топлива.

- Рассмотрите возможность увеличения частоты проверок продувкой поршневых колец и гильз при изменении скорости подачи цилиндрового масла или содержания серы в используемом топливе.
- Запишите скорость подачи масла в цилиндр, уделяя больше внимания во время периодов замены и сфотографируйте состояние гильзы и поршневого кольца, где это возможно, в отверстии и после изменений скорости подачи масла в цилиндр или BN масла в цилиндре.Убедитесь, что эта информация передана коллегам-инженерам по ротации и в офис управления судном.
- Во время капитального ремонта поршней фиксируйте и анализируйте зазоры поршневых колец, износ колец и износ гильзы. Это должно выполняться в соответствии с плановым плановым обслуживанием. Однако следует отметить крайний износ и тщательно изучить его.
- Важно обеспечить, чтобы все записи о плановом техническом обслуживании и мониторинг были точными и хорошо регистрировались. Если есть заявление о непригодности для плавания, это может потребоваться для защиты иска.
Пожалуйста, обратитесь к нашему руководству по предотвращению потерь Роль моряка в сборе доказательств для получения дополнительной информации.
- Если установлен контроль температуры футеровки, внимательно следите за этим в периоды изменений.
- Рассмотрите возможность использования анализа соскабливания для контроля износа гильзы и регулировки скорости подачи масла в цилиндр.
Свяжитесь с Mark Smith или Alvin Forster , если вы хотите обсудить какие-либо вопросы, поднятые в этой статье.
Влияние исходной шероховатости поверхности хонингования гильзы цилиндра на характеристики поршневого двигателя самолета
Хонингование плато — это классическая процедура, которая в настоящее время используется для чистовой обработки поверхности гильзы цилиндра.Он обеспечивает правильную конечную морфологию поверхности и зависит, среди прочего, от условий обработки, настроек инструмента. Таким образом, можно изменять параметры шероховатости, чтобы обеспечить требуемое трибологическое поведение, на которое может приходиться до 97% расхода смазочного масла [1] и 45% общих механических потерь [2]. Первоначально рекомендовалась очень гладкая структура поверхности цилиндра. Однако это состояние показало высокую износостойкость в период обкатки, хотя шероховатые поверхности обеспечивают высокую стойкость к заклиниванию.Виман [3] обнаружил, что сопротивление заеданию гильз цилиндров пропорционально высоте шероховатости поверхности. Последующие исследователи, сосредоточившиеся на определении оптимальной геометрической структуры цилиндра, рекомендовали процесс грубого хонингования с последующим точным хонингованием, процедуру, при которой одно распределение Гаусса накладывается на другое. Такой подход называется хонингованием на плато. Santochi и Vignale [4] обнаружили, что хонингование на плато значительно сокращает дорогостоящий период приработки, поскольку полученная поверхность напоминает поверхность приработки.Отшлифованная поверхность цилиндра обеспечивает одновременно скользящие свойства гладкой поверхности и отличную способность удерживать масло на пористой поверхности. Однако Дженг [5] сообщил, что, хотя поверхности с плато характеризуются более коротким периодом приработки, они имеют меньшее сопротивление схватыванию по сравнению с гауссовыми поверхностями с таким же стандартным отклонением по высоте.
Первоначально рекомендовалась очень гладкая структура поверхности цилиндра. Однако это состояние показало высокую износостойкость в период обкатки, хотя шероховатые поверхности обеспечивают высокую стойкость к заклиниванию.Виман [3] обнаружил, что сопротивление заеданию гильз цилиндров пропорционально высоте шероховатости поверхности. Последующие исследователи, сосредоточившиеся на определении оптимальной геометрической структуры цилиндра, рекомендовали процесс грубого хонингования с последующим точным хонингованием, процедуру, при которой одно распределение Гаусса накладывается на другое. Такой подход называется хонингованием на плато. Santochi и Vignale [4] обнаружили, что хонингование на плато значительно сокращает дорогостоящий период приработки, поскольку полученная поверхность напоминает поверхность приработки.Отшлифованная поверхность цилиндра обеспечивает одновременно скользящие свойства гладкой поверхности и отличную способность удерживать масло на пористой поверхности. Однако Дженг [5] сообщил, что, хотя поверхности с плато характеризуются более коротким периодом приработки, они имеют меньшее сопротивление схватыванию по сравнению с гауссовыми поверхностями с таким же стандартным отклонением по высоте.
Важность процесса хонингования при чистовой обработке гильз цилиндров для достижения удовлетворительных параметров двигателя и предотвращения задиров в настоящее время хорошо осознается, но не до конца понятна [2].Например, общеизвестно, что увеличение маслоудерживающей способности за счет углубления впадин в профиле плато гильзы цилиндра приводит к снижению механических потерь [4, 6–9]. Механизм, лежащий в основе этого уменьшения механических потерь при меньшей высоте шероховатости, можно объяснить на модифицированной кривой Штрибека [10] как следствие явлений прорыва и кавитации [11]. С другой стороны, такая микроструктура профиля плато приводит к повышенному расходу смазочного масла и выбросам сажи и частиц (твердых частиц), оксидов углерода [монооксида углерода (CO), диоксида углерода (CO 2 ) в выхлопных газах], и углеводороды (УВ) [6, 12].Толщина масляной пленки, давление и объем масляного прорыва напрямую зависят от ширины и глубины хонинговальных царапин и расстояния между ними [13]. Некоторые модели трения и потока масла через шероховатость поверхности гильзы обсуждаются Jocsak et al. [14], включая рабочие параметры бензиновых и дизельных двигателей в зависимости от высоты шероховатости гильз цилиндров, распределение их координат, угол штриховки при хонинге и свойства смазочного масла.
Некоторые модели трения и потока масла через шероховатость поверхности гильзы обсуждаются Jocsak et al. [14], включая рабочие параметры бензиновых и дизельных двигателей в зависимости от высоты шероховатости гильз цилиндров, распределение их координат, угол штриховки при хонинге и свойства смазочного масла.
Благодаря многочисленным результатам трибологических исследований и тенденции к производству двигателей с высоким отношением мощности к массе, уменьшенные в размерах двигатели часто оснащаются новыми передовыми технологиями, такими как регулируемое срабатывание клапана (VVA) или регулируемая степень сжатия ( VCR) [15] появился ряд новых подходов в технологии хонингования плато.Одним из них, характеризующимся гладкой поверхностью и уменьшенной глубиной углублений базового хонингования, является хонингование с суппортом [16]. Основные цели при разработке этой технологии заключались в снижении износа, потерь на трение и расхода смазочного масла при сохранении производительности, сопоставимой с производительностью обычного хонингования на плато, и достижении высокой степени надежности самого процесса, а в условиях массового производства — длинного инструмента. срок службы, минимальная деформация отшлифованных поверхностей, т. е. минимальные дислокации в пограничном слое, и создание однородной и согласованной поверхности по всему отверстию цилиндра.Сопротивление истиранию может быть достигнуто путем изменения геометрии основных хонинговальных канавок [17]. Параметры оптимального соотношения материалов поверхности гильзы цилиндра с точки зрения расхода масла и выбросов вредных выхлопных соединений были оценены как для чугунных гильз [18], так и для гильз из алюминиевых сплавов [19].
срок службы, минимальная деформация отшлифованных поверхностей, т. е. минимальные дислокации в пограничном слое, и создание однородной и согласованной поверхности по всему отверстию цилиндра.Сопротивление истиранию может быть достигнуто путем изменения геометрии основных хонинговальных канавок [17]. Параметры оптимального соотношения материалов поверхности гильзы цилиндра с точки зрения расхода масла и выбросов вредных выхлопных соединений были оценены как для чугунных гильз [18], так и для гильз из алюминиевых сплавов [19].
Дальнейшая модификация процедуры хонингования скольжения заключается в увеличении угла хонингования за счет уменьшения скорости вращения хонинговального инструмента. Хонингование со скользящим / винтовым механизмом под углом хонингования 140 ° является следующим шагом к снижению выбросов и увеличению интервалов замены масла [20].Различные испытания на долговечность, проведенные на серийных шестицилиндровых двигателях с гильзами из стандартного серого чугуна, подтвердили преимущества винтового хонингования: (1) износ в зоне реверсирования был снижен примерно на 40% по сравнению с предыдущим производственным процессом хонингования; (2) длительный расход масла был снижен на 50% и оставался очень стабильным в течение всего времени обкатки со значениями от 0,04 до 0,05% от расхода топлива [21]. Хотя процесс винтового хонингования дороже, чем хонингование с скольжением, сравнительно новое исследование, проведенное на тестере возвратно-поступательного движения, показало, что в целом такие сглаженные поверхности отверстий вызывают меньший износ колец и отверстий [22].
Хотя процесс винтового хонингования дороже, чем хонингование с скольжением, сравнительно новое исследование, проведенное на тестере возвратно-поступательного движения, показало, что в целом такие сглаженные поверхности отверстий вызывают меньший износ колец и отверстий [22].
Дополнительная обработка поверхности может улучшить трибологические свойства скользящих элементов. Наиболее распространенным подходом является введение специфической текстуры на скользящую поверхность, включающую плоские и гладкие поверхности, прерываемые местными углублениями [23]. Для создания регулярных микролунок на скользящих поверхностях используются различные производственные технологии, включая лазерное текстурирование, механическую обработку, текстурирование ионным пучком и методы травления. Эти микролунки (также известные как масляные карманы, отверстия, ямки, ямки и полости) могут уменьшить трение, обеспечивая подъем в качестве микрогидродинамического подшипника и выступая в качестве резервуара для смазки, тем самым повышая сопротивление заеданию.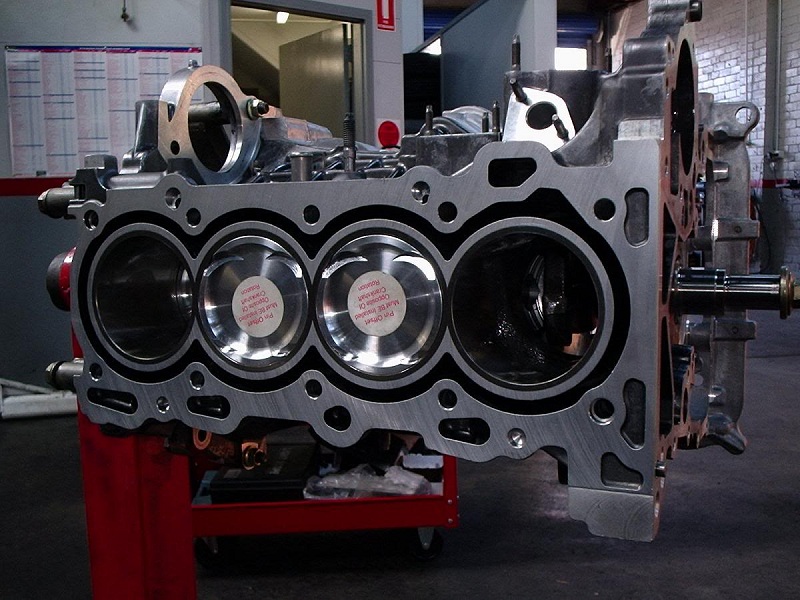 Отверстия также могут служить ловушкой для остатков износа при скольжении.
Отверстия также могут служить ловушкой для остатков износа при скольжении.
Лазерное текстурирование на поверхности цилиндра может использоваться для минимизации риска полировки отверстия, особенно в зоне разворота цилиндра [24]. Полировка отверстия происходит при удалении топографии гильзы цилиндра [25]. Этот процесс приводит к нехватке смазки в дополнение к сварке и переносу материала между скользящими поверхностями и приводит к истиранию поверхностей и возможному выходу из строя двигателя [26]. Golloch et al.[27] описывает трибологическое сравнение между обычной поверхностью гильзы и гильзой с лазерной структурой, в которой они измеряют износ, толщину масляной пленки и силу трения. Их результаты показывают, что с точки зрения трибологических характеристик поверхность гильзы с лазерной структурой работает лучше, чем обычная поверхность с плоскостным хонингованием, что приводит к снижению расхода топлива и износа на 25%.
Влияние прямоугольных лунок с плоским дном на трение параллельных поверхностей исследовалось экспериментально и при моделировании [28]. Положительный эффект впадин в снижении трения для параллельных поверхностей наблюдался в диапазоне больших скоростей скольжения, больших нагрузок и более гладких поверхностей. Наличие таких углублений на параллельных поверхностях может, в частности, снизить коэффициент трения для случаев с меньшим отношением толщины пленки к шероховатости ( h / Rq ), небольшой шероховатостью или большей нагрузкой. Более того, эти авторы обнаружили, что при одинаковых условиях продольные поверхности ведут себя лучше, чем поперечные, в плане снижения трения.В случае большего отношения толщины пленки к шероховатости ( h / Rq ), большей шероховатости или меньшей нагрузки изменение коэффициента трения для параллельных поверхностей из-за эффекта ямочки зависит от совокупного влияния эти факторы.
Положительный эффект впадин в снижении трения для параллельных поверхностей наблюдался в диапазоне больших скоростей скольжения, больших нагрузок и более гладких поверхностей. Наличие таких углублений на параллельных поверхностях может, в частности, снизить коэффициент трения для случаев с меньшим отношением толщины пленки к шероховатости ( h / Rq ), небольшой шероховатостью или большей нагрузкой. Более того, эти авторы обнаружили, что при одинаковых условиях продольные поверхности ведут себя лучше, чем поперечные, в плане снижения трения.В случае большего отношения толщины пленки к шероховатости ( h / Rq ), большей шероховатости или меньшей нагрузки изменение коэффициента трения для параллельных поверхностей из-за эффекта ямочки зависит от совокупного влияния эти факторы.
Положительный эффект масляных карманов в снижении потерь на трение проявляется даже на износостойких поверхностях, особенно на гильзах цилиндров, покрытых алмазоподобным углеродом (DLC) или Nikasil. Rahnejat et al. [29] протестировали три различные конфигурации гильз цилиндра: (1) стандартная штриховка под углом 25–35 ° к горизонтальной плоскости, покрытая никасилом; 2) стандартный штрихованный никасил с лазерным травлением; (3) лайнер из DLC.Они заметили, что гильза с лазерной гравировкой показывала постоянное улучшение характеристик до 4,5% по сравнению со стандартной гильзой, причем максимальное преимущество возникало при частоте вращения двигателя при максимальном крутящем моменте.
Rahnejat et al. [29] протестировали три различные конфигурации гильз цилиндра: (1) стандартная штриховка под углом 25–35 ° к горизонтальной плоскости, покрытая никасилом; 2) стандартный штрихованный никасил с лазерным травлением; (3) лайнер из DLC.Они заметили, что гильза с лазерной гравировкой показывала постоянное улучшение характеристик до 4,5% по сравнению со стандартной гильзой, причем максимальное преимущество возникало при частоте вращения двигателя при максимальном крутящем моменте.
Costa et al. [30] исследовали влияние топографии поверхности на толщину смазочной пленки для возвратно-поступательного скольжения узорчатых плоских стальных поверхностей по цилиндрическим контртелам в условиях гидродинамической смазки. Они использовали образцы круглых углублений, канавок и шевронов, в то время как частичное покрытие площади, глубина, ширина и ориентация скольжения относительно текстуры систематически менялись.Они обнаружили, что шевронные узоры были наиболее эффективными для увеличения толщины гидродинамической пленки, в то время как канавки были наименее эффективными.
Совершенно другой подход, но тот, который явно улучшает эффективность двигателя и износостойкость поршневых цилиндров (P – C), касается текстурирования поверхности поршневых колец с помощью лазерной обработки. Целью экспериментальных исследований, выполненных Etsion и Sher [31] на дизельном двигателе, было оценить положительное влияние текстуры поверхности поршневых колец на расход топлива и состав выхлопных газов.Лазерное текстурирование улучшает сопротивление заеданию гладких поверхностей, особенно при небольшой скорости скольжения и высоких нагрузках, а также при низкой вязкости масла [32]; как таковой, этот метод является предпочтительным подходом для формирования поверхностей поршневых колец и гильз цилиндров, особенно в зоне поворота колец.
Топографию поверхности можно контролировать с помощью контактных или бесконтактных (оптических) инструментов в двух (2D) или трех (3D) измерениях. Двухмерные контактные методы, обычно трудоемкие и не такие мощные, как трехмерные оптические, могут вносить некоторые ошибки из-за эффектов морфологической фильтрации [33]. Тем не менее источники неопределенности двумерных измерений достаточно хорошо известны и могут быть устранены. Двухмерные контактные методы также обеспечивают высокую доступность к измерительной поверхности, гибкость и нормализацию. 3D-параметры гораздо более информативны, но они часто коррелируют внутренне и с некоторыми адекватными 2D-параметрами [34]. Современные конфокальные микроскопы и интерферометры белого света обеспечивают обилие трехмерной информации о топографии поверхности гильзы цилиндра. Данные, полученные с помощью этих инструментов, используются в морфологических алгоритмах, таких как преобразование водораздела, для обнаружения и разделения структур, связанных с функциями, которые могут быть описаны набором структурных параметров.Статистический анализ этих параметров обеспечивает функциональную характеристику всей измеряемой поверхности. Расчет углов хонингования показывает возможности, предоставляемые этим гибким методом оценки поверхности.
Тем не менее источники неопределенности двумерных измерений достаточно хорошо известны и могут быть устранены. Двухмерные контактные методы также обеспечивают высокую доступность к измерительной поверхности, гибкость и нормализацию. 3D-параметры гораздо более информативны, но они часто коррелируют внутренне и с некоторыми адекватными 2D-параметрами [34]. Современные конфокальные микроскопы и интерферометры белого света обеспечивают обилие трехмерной информации о топографии поверхности гильзы цилиндра. Данные, полученные с помощью этих инструментов, используются в морфологических алгоритмах, таких как преобразование водораздела, для обнаружения и разделения структур, связанных с функциями, которые могут быть описаны набором структурных параметров.Статистический анализ этих параметров обеспечивает функциональную характеристику всей измеряемой поверхности. Расчет углов хонингования показывает возможности, предоставляемые этим гибким методом оценки поверхности.
Иногда множественные отражения от масляных пленок или поверхностных покрытий могут стать проблемой при оптических исследованиях. Они также могут появиться на краях ступеней, когда свет над краем и под ним отражается. У интерферометрии белого света также есть проблемы со спеклами и «крыльями летучей мыши» [33], когда поверхностные структуры имеют размер, близкий к длине когерентности интерферометра белого света.Кроме того, конфокальные микроскопы иногда показывают перескоки в своих наборах данных вблизи острых краев [35].
Они также могут появиться на краях ступеней, когда свет над краем и под ним отражается. У интерферометрии белого света также есть проблемы со спеклами и «крыльями летучей мыши» [33], когда поверхностные структуры имеют размер, близкий к длине когерентности интерферометра белого света.Кроме того, конфокальные микроскопы иногда показывают перескоки в своих наборах данных вблизи острых краев [35].
Гильзы цилиндров
ЦИЛИНДР ЛАЙНЕРЫ ствол или канал, в котором поршень двигателя движется вперед и назад, может быть
неотъемлемая часть блока цилиндров, или это может быть отдельная втулка или гильза. Первый тип, распространенный в бензиновых двигателях, имеет недостаток в том, что
сменный. Когда в блоке этого типа возникает чрезмерный износ, цилиндр
должны быть повторно расточены или отточены. Ремонт этого типа не может быть повторен
на неопределенный срок и со временем весь блок должен быть заменен. Другой
недостатком является неудобство, особенно для двигателей большой мощности, из-за необходимости
снимите с корабля весь блок цилиндров, чтобы отремонтировать
цилиндры. По этим причинам дизельные двигатели конструируются со сменными
гильзы цилиндров.Гильзы цилиндров, которые мы обсудим, типичны для
те, которые используются в дизельных двигателях.
Первый тип, распространенный в бензиновых двигателях, имеет недостаток в том, что
сменный. Когда в блоке этого типа возникает чрезмерный износ, цилиндр
должны быть повторно расточены или отточены. Ремонт этого типа не может быть повторен
на неопределенный срок и со временем весь блок должен быть заменен. Другой
недостатком является неудобство, особенно для двигателей большой мощности, из-за необходимости
снимите с корабля весь блок цилиндров, чтобы отремонтировать
цилиндры. По этим причинам дизельные двигатели конструируются со сменными
гильзы цилиндров.Гильзы цилиндров, которые мы обсудим, типичны для
те, которые используются в дизельных двигателях.
материал вкладыша должен выдерживать экстремальные температуры и давление.
в пространстве сгорания в верхней части цилиндра и, в то же время,
должен позволять поршню и его уплотнительным кольцам двигаться с минимальным
трение. Мелкозернистый чугун — наиболее часто используемый материал для футеровки.
строительство. (Однако иногда используется сталь.) Некоторые вкладыши имеют покрытие
поверхность износа с пористым хромом, потому что хром имеет больше
износостойкие качества по сравнению с другими материалами. Также поры в покрытии
имеют тенденцию удерживать смазочное масло и помогают поддерживать смазочное масло
пленка, необходимая для уменьшения трения и износа.
(Однако иногда используется сталь.) Некоторые вкладыши имеют покрытие
поверхность износа с пористым хромом, потому что хром имеет больше
износостойкие качества по сравнению с другими материалами. Также поры в покрытии
имеют тенденцию удерживать смазочное масло и помогают поддерживать смазочное масло
пленка, необходимая для уменьшения трения и износа.
Цилиндр лайнеры можно разделить на две общие классификации: сухие и влажные. В сухой лайнер не контактирует с охлаждающей жидкостью.Вместо этого он плотно прилегает у стенки рубашки охлаждения в блоке цилиндров. С мокрым лайнер, охлаждающая жидкость вступает в прямой контакт с гильзой. Мокрые лайнеры могут иметь пространство для охлаждающей воды между блоком цилиндров и гильзой, или они могут иметь встроенные охлаждающие каналы. Вкладыши со встроенными каналами охлаждения иногда называемые вкладышами водяной рубашки.
Сухой Вкладыши
Сухой
лайнеры имеют относительно тонкие стенки по сравнению с мокрыми лайнерами (рис. 3-10). В
поперечное сечение сухой гильзы можно увидеть на правом виде на рис. 3-2.
Учтите, что охлаждающая жидкость циркулирует по каналам в блоке и не
контактировать с лайнером.
3-10). В
поперечное сечение сухой гильзы можно увидеть на правом виде на рис. 3-2.
Учтите, что охлаждающая жидкость циркулирует по каналам в блоке и не
контактировать с лайнером.
Мокрая Вкладыши
В
мокрые футеровки, не имеющие встроенных охлаждающих каналов, водяная рубашка
образован вкладышем и отдельной рубашкой, входящей в состав блока. (Видеть
инжир. 3-11.) Статическое уплотнение должно быть обеспечено как в зоне сгорания, так и в
концы коленчатого вала цилиндров для предотвращения утечки охлаждающей жидкости в масло
поддон поддона или камера сгорания.Как правило, уплотнение на стороне горения
Вкладыш состоит либо из прокладки под фланцем, либо из механически обработанной посадки. Резина или
неопреновые кольца обычно образуют уплотнение на конце гильзы коленчатого вала.
Вкладыши этого типа сконструированы так, чтобы допускать продольное расширение и сжатие.
Стенки мокрой футеровки должны быть достаточно прочными, чтобы выдерживать полную рабочую нагрузку.