


Хон самодельный — Абразивная обработка
Заранее прошу прощения у модератора, процесс изготовления подробно описывать не буду, считаю это не очень интересным, так как работу токарного и фрезерного станков так или иначе видели все… поэтому:
Хон самдельный.
Достались с хонинговальным станком хоны еще советского производства. Попытался ими работать, но очень скоро отказался. Выбросил все, не сумел выжать из них требуемую точность обработки цилиндра. Дело было достаточно давно, купить что-либо стоящее взамен тогда было просто негде, «буржуи» к нам свои буржуйские хоны еще не возили, пришлось изобретать самому. Благо, бруски (алмазные) для хонов, советские и за смешные деньги, на барахолке можно было найти без проблем. В результате получилось вот такое сооружение.
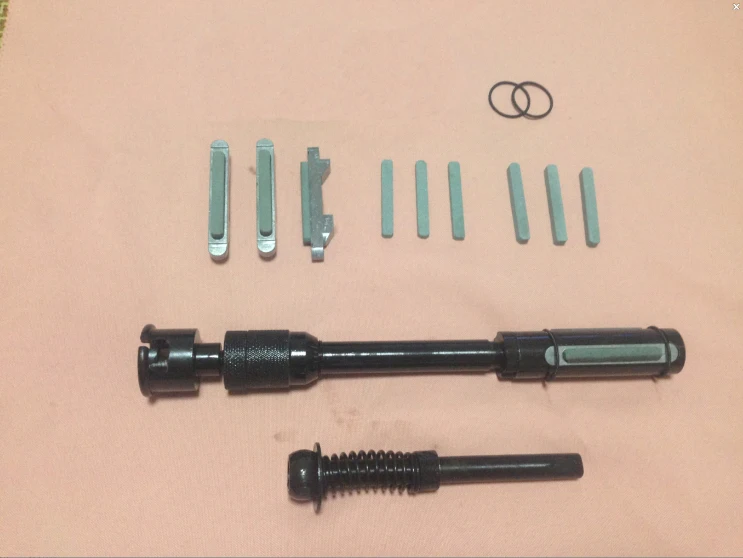
На втором рисунке этот же хон в разобранном виде.
Это рабочий хон для диаметров от 80 до 110 мм. Работает он уже много лет. Точность обработки – конус, эллипс, седло, бочка – в пределах сотки, что вполне соответствует требованиям к точности обработки цилиндров двигателей внутреннего сгорания.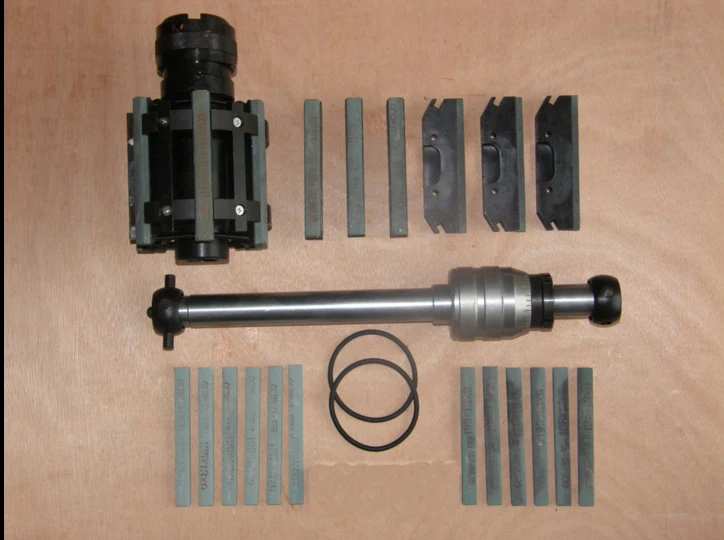
К отличительным особенностям хона можно отнести двухопорное, жесткое закрепление брусков. Собственно алмазные бруски вклеены в стальные планки, опирающиеся своими плоскими наклонными опорными поверхностями на плоские же наклонные поверхности двух сухарей, верхнего и нижнего, т.е., образуют клиновой механизм с плоскопараллельным перемещением брусков. Изменение размера хонингования и рабочая подача брусков осуществляется синхронным осевым перемещение обоих сухарей вдоль расточки корпуса хона при помощи винта. В приведенной конструкции предусмотрена ручная подача брусков. Но без особых проблем ее можно приспособить и под автоматическую подачу от механизмов хонинговального станка. Планки с брусками удерживаются от выпадения из корпуса надетыми сверху пружинками от «сальников».
Эксплуатация оборудования для расточки и хонингования цилиндров двигателя автомобиля (урок 16)
1. ПМ.01. Техническое обслуживание и ремонт автотранспорта МДК 03.04 Производственное оборудование Глава 1. Технологическое и
диагностическое оборудование, приспособления иинструмент для технического обслуживания и ремонта автомобилей
Тема 4. Эксплуатация оборудования для ремонта агрегатов автомобиля
Урок № 16
Особенности эксплуатации оборудования для расточки и хонингования цилиндров двигателя
В.А. Першин, А.Н. Ременцов, Ю.Г. Сапронов, С.Г. Соловьев
ТИПАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ АВТОСЕРВИСА
Глава 5.
 Техническая эксплуатация оборудования 279
Техническая эксплуатация оборудования 279https://avtorazborka77.ru/salon/honingovanie-tsilindrov-chto-eto-takoe.html
2. Хонингование цилиндров: что это такое?
3. Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для
шлифовки конусных ицилиндрических деталей. Данная операция удобна при изготовлении отверстий
4. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым
абразивным кругом.Только методом хонингования можно добиться нужного результата при работе с
блоком цилиндров
5. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой
6. Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в
пространстве шпинделя. Каждый изних имеет свое назначение в зависимости от проводимой работы.
 Хонинговальное
Хонинговальноеоборудование специализировано под узкий профиль. Изготовление универсальных станков
отошло в прошлое
7. В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной
шероховатостиповерхности и достижение необходимой точности размеров с помощью
хонинговального инструмента
8. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое
хонингование находит применение наряду сбакелитовым.
У полученных деталей минимизируются потери на трение при работе в сопряжении с
другими элементами конструкции
9. Различается несколько видов хонингования:
Сухое. При таком процессе
не участвует смазочная
жидкость.
Вибрационное. Это метод,
в котором дополнительную
помощь оказывает
вибрация.
Электрохимическое. В
процессе не только
участвуют механические
силы, но и воздействует
электрохимический
фактор.

Экструзионное
хонингование.
Плосковершинное,
или платохонингование.
10. Платохонингование по сравнению с обычным имеет свои особенности. Применяется для обработки блока цилиндров. Между цилиндрами и
кольцами существует зазор, который заполняется маслом.Формируется он автоматически в первое время работы двигателя. Для этого с помощью
он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется
маслом
11. Главные плюсы Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
После проведения хонингования
поверхностный слой деталей
приобретает повышенную
прочность, что сказывается на
длительности их эксплуатации.
Значительно меньший процент
получения бракованных деталей.
Связано это с тем, что
хонинговальный инструмент не
создает большого давления на
поверхность изделия.

Широкий выбор зернистости
хонинговального инструмента. Это
позволяет легче выходить на
нужный уровень требований к
обрабатываемой детали.
С помощью хона есть возможность
устранения брака при сверлении
отверстий на станке.
Одновременно на оборудовании
совершается хонингование
нескольких отверстий, что
повышает скорость выполнения
работы.
12. Как выполняется процесс хонингования?
• Во время расточкиблока цилиндров
токарь оставляет
небольшой запас для
последующей, более
точной, обработки.
Далее блок цилиндров
перемещается на
хонинговальный станок,
где с помощью более
крупного, чернового,
абразива наносится
первичный хон
13. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается
расточить цилиндры с погрешностью до1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на
протяжении более долгого времени и позволит уменьшить продолжительность приработки
поршневых колец
14.
дрелях для быстрого восстановления хона
15. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное
давление на стенкицилиндров и приспосабливаться к различным диаметрам цилиндров
16. После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого
двигатель можно собирать и начинать обкатку17. ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных
материалов используются
специальные бруски. Сами
бруски отличаются не
только геометрическими
степенью абразивности
материала,
износостойкостью.
Для профессиональной
обработки используется
хон, в котором набор
абразивных брусков
закреплен в металлической
оправке, а сами бруски
расположены равномерно
по периметру
хонинговальной головки.

Конструкция оправки
позволяет выставить
желаемый наружный
диаметр.
18. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм
движения хона19. Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
• гибкие хонинговальные щетки(бутылочный ершик).
Приспособление представляет
собой насадку для ручной дрели
или шуруповерта, на конце которой
находится хонинговальный
«ершик». В качестве абразивных
материалов используются
шлифовальные камни,
закрепленные на пружинящих
ножках;
• 3-лапые приспособления для
ручной хонинговки. В качестве
абразивных материалов
используются шлифовальные
камни. Шток инструмента можно
зафиксировать в патроне
шуруповерта либо дрели.
20. Используемое оборудование
• С учётом перечисленныхтребований промышленность
выпускает специальные хоны,
применяемые для обработки
деталей двигателей внутреннего
сгорания.
 Подобные инструменты
Подобные инструментыимеют изменяемый диаметр,
используются в хонинговальных
станках и обладают ограниченным
ресурсом.
• Соответствие техническим
требованиям должно
подтверждаться сертификатом,
который получен в органах
стандартизации. Недопустимо
производить хонинговку с помощью
оборудования, не соответствующего
утверждённым стандартам. Это
может привести к нежелательным
последствиям.
21. Станки для хонингования
22. THE END
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера.
 Обязательно надо сделать несколько миллиметров припуска.
Обязательно надо сделать несколько миллиметров припуска. - Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов. Происходит возвращение первоначальной формы.
- Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.

- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
Как в домашних условиях расточить цилиндр
Как расточить цилиндр, блок цилиндров в домашних условиях
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.

- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.

- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин.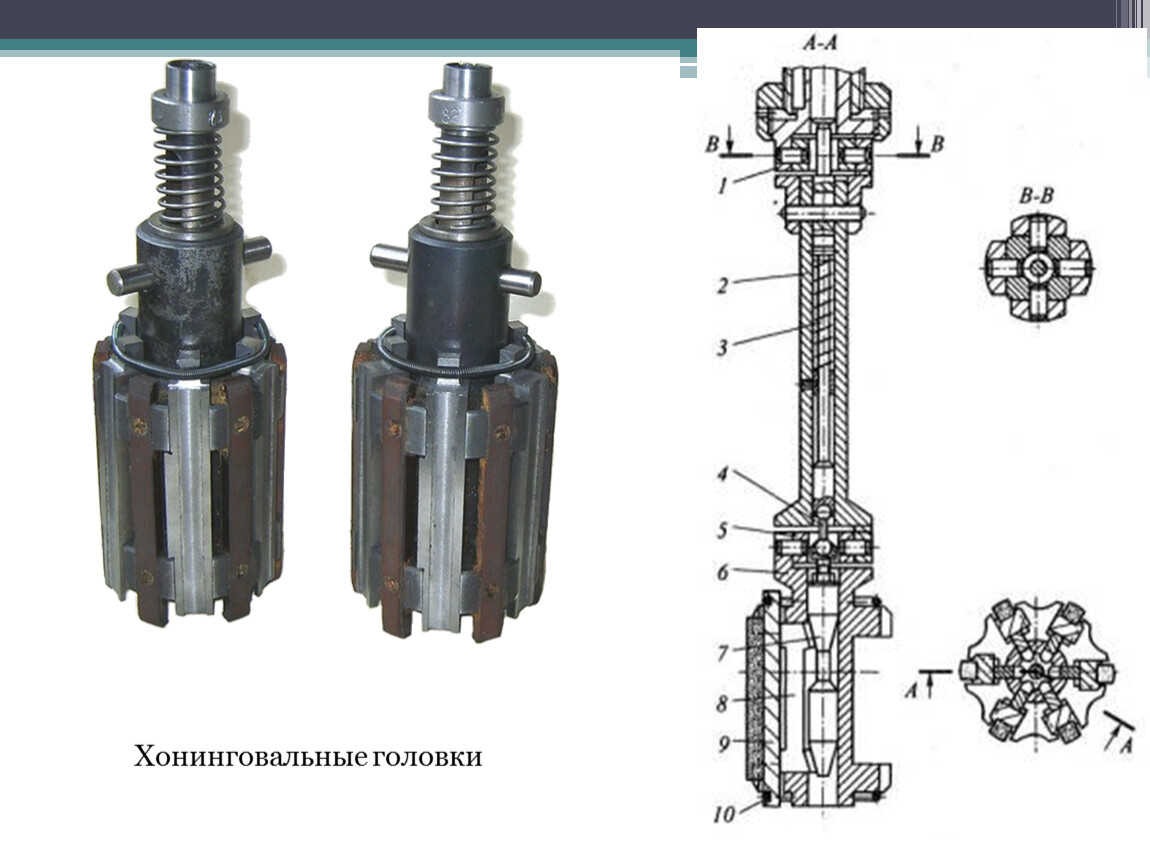 Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю.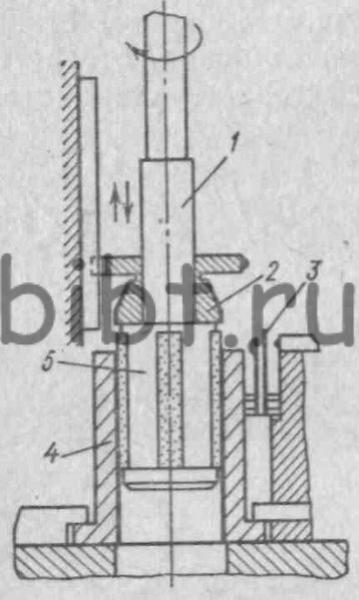 Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт.
 В статье я использовал дрель на 1050 ватт.
В статье я использовал дрель на 1050 ватт. - Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Отпилим получившееся:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Как расточить блок цилиндров своими руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Видео
Поделитесь с друзьями!
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Как расточить цилиндр в домашних условиях видео
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Honda Integra детка › Бортжурнал › №16 расточка и хонингование блока цилиндров своими руками
1 Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка блока цилиндров может быть проведена только на специализированном оборудовании.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.2 Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров. Удачи вам при проведении расточки и хонингования цилиндров.
Расточка блока цилиндров ВАЗ — описание технологии, плюсы, минусы и допустимые нормы съема металла
Растачивать блок цилиндров в процессе эксплуатации автомобиля просто необходимо для нормального состояния деталей. Об этом знает каждый водитель и специализированный механик.
Однако не все делают это в станциях технического осмотра. Кто-то считает эту процедуру слишком дорогостоящей, а другие просто любят делать авто собственными руками.
И действительно цена на расточку блока цилиндров очень высока.
Не зависимо от того, по какой причине вы решили самостоятельно осуществлять расточку блока цилиндров автомобиля любой марки, будь то ВАЗ или Ниссан, необходимо знать кое-что.
Правила по расточке очень обширные и серьезные, поэтому пригодятся навыки. Кроме того, необходима теоретическая подготовка, которой мы и займемся посредством данной статьи.
Содержимое обзора:
Для чего растачивать цилиндры
Расточка блока цилиндров в двигателе необходима по некоторым причинам. Самая главная причина — капитальный ремонт всех систем двигателя.
Кроме того, данная процедура помогает повышать мощность двигателя. В процессе эксплуатации движка происходит деформация поршня и он уже не так плотно входит в цилиндр.
Такие деформации легко объяснить, так как работа поршня происходит в режиме повышенной нагрузки и температуры. Эти факторы делают плоскость цилиндра элипсоподобной вместо положенной круглой.
Для того, чтобы вернуть ему исходные формы и делается расточка при помощи специального станка.
Ранее для того, чтобы вернуть двигателю свойства заводского довольно часто приходилось растачивать данные детали. При любом даже самом незначительном ремонте движка применялась эта процедура. Необходимо было через каждые 40 тыс.км. пробега совершать полный ремонт двигателя.
В настоящее время уже нет необходимости в полном ремонте двигателя настолько часто. Это делается довольно-таки редко и не всегда необходима расточка. Такая процедура пользуется большим спросом в основном для увеличения мощности двигателя.
Но в таком случае необходимо точно рассчитывать и подгонять все детали. Стоит помнить, что для расточки блока цилиндровтребуется станок.
Расточка блока цилиндров — Лада 2115, 1.5 л., 2001 года на DRIVE2
Перед тем как растачивать блок, было прочитано не мало информации по технологии расточки блоков и вдобавок я плотно общался с опытными в этом деле людьми. Так как сам я по образованию инженер-технолог в машиностроении, то сверх нового из всей добытой информации я не нашел. Самым главным условием для меня в этой операции, явилось то, что расточку цилиндров необходимо выполнить так, что бы оси цилиндров, были перпендикулярны оси вращения коленчатого вала, настолько точно, на сколько это возможно выполнить в моих условиях.
В большинстве статей, упоминается универсальная «скалка», на которой базируется блок цилиндров по коренным шейкам коленчатого вала, и производиться расточка блока. Так же в этой статье было сказано, что иные методы расточки подобным способом (базирования по коренным шейкам) никаким образом не дадут высокой точности. Но я вам скажу одно, не бывает единственной технологии изготовления изделий, для того и учат инженеров-технологов, что бы они разрабатывали технологические процессы обработки, и применяли наивыгоднейший из множества возможных. Но у меня здесь не завод с серийным производством или какая нибудь мастерская по расточке блоков, для которой нужна только лишь прибыль, а индивидуальная работа, которую нужно выполнить с максимальной точностью, любыми возможными путями.
Возможности изготовления данной «скалки» у меня не было, да и для одного раза изготавливать довольно точное приспособление не рационально, поэтому я пошел другим путём.
Выставив на своем станке блок, базируя его по плоскости прилегания ГБЦ, с помощью измерительного индикатора я выявил непараллельность пастели коленчатого вала относительно плоскости установки масляного поддона (именно на него базируют блок при расточке на заводе и на СТО) равную 0,08 мм. Это недопустимый показатель для высокофорсированного мотора! В итоге, с помощью некоторых манипуляций, мне удалось выставить блок на шлифовальном станке, так, что пастель коленчатого вала лежала ровно в плоскости горизонта, и при этом установе выровнять все остальные плоскости блока (плоскость прилегания ГБЦ, плоскость установки поддона картера). После проверки, допуск непараллельности плоскостей составил не более 0,01 мм. Это достаточно точный допуск. После этого, я спокойно установил блок на обрабатывающий центр по плоскости установки масляного поддона, и приступил к расточке цилиндров.
К этому времени был приобретён комплект поршней СТИ модели 219.09М.
Минимальный зазор поршень-цилиндр для данных поршней составляет 0,06 мм. После расточки, я планировал отдать блок на хонинговку, так как сам данную операция выполнить не мог. Договорился с хорошими знакомыми, которые в этом деле не первый десяток лет. И что вы думаете?! Мне испортили блок! После хонинговки форма цилиндра имела «седлообразную» поверхность. Скажем так, верх — зазор 0,06 мм., середина — зазор 0,04 мм., низ — зазор 0,06 мм. Поршень мог бы спокойно заклинить в середине цилиндра.
Тут было два варианта, первое — это новый блок, но как известно старые блоки менее подвержены деформации в последующей эксплуатации, так как металл уже прошел цикл естественного старения, а покупать старый с разборки не особо то хотелось, тем более нужно было бы переделывать документы по смене агрегата. Второе — это новый комплект поршней, самой последней группы, что конечно же повлияет на величину зазора в замке поршневых колец. В итоге был принят второй вариант. Часть затрат мне компенсировали на этой самой бракодельной СТО, которые ещё и смеялись надомной, утверждая, что расточка цилиндров в строгой перпендикулярности оси коленчатого вала это вообще не на что не влияет. Я не спорил, просто молчал и всё, оставаясь при своем мнении.
После того как пришел новый комплект поршней, я расточил блок заново сразу в размер, и провались она пропадом эта хонинговка. В моём городе качественно её никто не сможет выполнить. Зато я получил «идеальную» геометрию цилиндра, без эллипса, «бочкообразности» и «седлообразности»!
Замечу ещё один не маловажный на мой взгляд момент. При правке блока на шлифовальном станке, и последующей расточки, я использовал имитатор КПП. Стальная плита, толщиной около 10 мм. прикрученная четырьмя болтами, с необходимым моментом, к местам крепления КПП на блоке цилиндров. По некоторым утверждениям, она создаёт напряжения в блоке цилиндров, из-за которых после расточки без неё, якобы «вытягивается» четвертый цилиндр, и приобретает форму эллипса, из-за этого пропадает компрессия, отмечается повышенный расход масла и т.д. Проверим, думаю вреда она не принесёт.
Правка блока.
Проверка параллельности верхней и нижней плоскостей оси коленчатого вала.
Японский станок MAKINO и расточная оправка.
Цена деления оправки 5 мкм. (0,005 мм.) на диаметр!
Нахождение центров цилиндров.
Процесс расточки.
Контроль диаметра цилиндра.
Результат.
Как расточить блок цилиндров в домашних условиях
Начинающие мастера, которые стараются все сделать своими руками, задают такой вопрос, можно ли в гаражных условиях шлифовать блок двигателя и как это сделать.
Можно и самому расточить блок двигателя без станка, но это требует очень много времени и терпения, но сейчас я все таки растачиваю блок двигателя в специализированной мастерской, меньше хлопот. Но раньше частенько растачивал цилиндры мотоцикла сам, без станка ручной оправкой.
Этот способ расточки цилиндра можно применить, как для расточки машинного блока цилиндров, так и цилиндра мотоцикла.
Единственно Вам придется обратиться к токарю чтобы он выточил оправку, для расточки цилиндра она показана на рисунке.
Оправку для расточки цилиндра можно выточить из дерева, принцип вытачивания такой, собрались расточить цилиндр который имеет диаметр 76мм, то оправку надо выточить размером в диаметре 74мм, и длинней цилиндра миллиметров на 150 можно и больше.
После того как токарь выточит оправку, в ней надо просверлить отверстие для воротка, и ножовкой пропилить вдоль оправки паз глубиной миллиметров 10, как показано на рисунке.
Процесс расточки цилиндра вручную
Сам процесс расточки несложный, но долгий и нудный, но если есть желание и стремление, то все получится.
Оправку сделали, осталось за малым, приобрести наждачную бумагу, наждачку желательно купить с крупным зерном и влагостойкую, и один или два листа мелкой наждачтки для набивки зеркала. Все приобрели, приступайте к самой расточки цилиндра, вставьте в паз наждачку и оберните ей оправку, обильно смажьте наждачку маслом вставляйте в цилиндр, и начинайте вращать оправку с наждачкой в цилиндре.
Рис. Оправка для расточки блока
А теперь самое главное, как правильно расточить цилиндр под ремонтный размер, обмотали оправку наждачкой, попробуйте вставить ее в цилиндр, если оправка с наждачкой легко войдет в цилиндр, то под наждачку подложите бумагу, добейтесь того чтобы оправка с наждачкой входила в цилиндр туго при помощи вращения. Но не забывайте обильно смазывать наждачку маслом, с маслом цилиндр хорошо растачивается и наждачка не забивается. По мере того как оправка с наждачкой начнет вращаться легко, подкладывайте под наждачку еще бумагу. По мере расточки цилиндра, пробуйте вставлять ремонтный поршень, и как только поршень начнет туго входить в цилиндр, берите наждачку с мелким зерном, и набивайте зеркало.
Если растачивайте цилиндр для машины, то желательно чтобы поршень в цилиндре двигался не очень плотно но стоял в цилиндре и не перемещался под собственным весом.
При расточки цилиндра мотоцикла, растачивайте цилиндр так чтобы поршень в цилиндре не болтался, но и двигался легко, так как в мотоцикле воздушное охлаждение и цилиндр нагревается намного сильней и при плотной расточки цилиндра поршень будет клинить при нагреве, обкатка мотоцикла превратиться в мучение.
Надеюсь мой опыт по расточки цилиндра поможет Вам самостоятельно расточить цилиндр.
Совет по расточке блока цилиндров
Самая лучшая расточка цилиндра делается на специальном расточном станке, цилиндр будет идеально расточен, правда это еще зависит и от мастерства расточника. Расточка вручную может не дать идеального цилиндра, а это потеря времени. Поэтому лучше не мучиться, растачивая цилиндр руками, а узнать где есть поблизости мастерская по расточки цилиндров.
Как расточить цилиндр в домашних условиях. Видео.
Часто водители сталкиваются с вопросом, как расточить блок цилиндров в домашних условиях? Есть ли смысл в подобной процедуре? Все потому, что шлифовка блока является достаточно сложным процессом, и не всегда можно выполнить ее самостоятельно. Вероятно, время и силы будут потрачены впустую. Прежде всего, вызовет сомнения качество проведенных работ.
Как расточить блок цилиндров в домашних условиях? Сразу нужно сказать, что есть реальный шанс обойтись без станка, а воспользоваться так называемыми общепринятыми методами. Опытные токаря советуют пользоваться специализированным оборудованием. С ним есть возможность подогнать цилиндр идеально, при условии, что работает профессионал. Растачивая блок руками, не всегда получаешь желаемый результат. Конечно, при отсутствии станка иного выхода не остается. Оптимальным данный вариант считается для силовых агрегатов, установленных на мотоциклах и мопедах.
Для качественной расточки можно воспользоваться классической дрелью. Работать она должна на небольших оборотах. Вероятно, пригодится старый поршень, отличающийся боковым зазором. Не обойтись без шпильки и качественной наждачной бумаги. При наличии всего перечисленного, можно перечисленного, можно приступать к работе
В заготовленном поршне нужно сделать небольшое отверстие, куда войдет шпилька. На нее накрутить гайку. Шпильку вставить таким образом, чтобы она смотрела вверх. Крепление должно быть сильно затянуто. Используя ножовку по металлу, нужно на поршне сделать разрез. Дальше, вставить в него наждачку, и проворачивать ее по кругу. Получится насадка. Она вставляется в дрель.
Цилиндр закрепить так, чтобы он не двигался во время рабочих процессов. Примечательно, что насадка должна полноценно проходить через гильзу.
Начинается непосредственная расточка. Точить сначала вверх, а затем вниз. Все делать внимательно, чтобы наждачная бумага находилось в постоянном контакте в внутренней частью гильзы. Изначально в ход идет крупная наждачка, а затем, чтобы довести запчасть до исходного размера, применяется более мелкого размера.
В самом конце используется нулевка. Здесь можно воспользоваться специальным маслом, но и без него есть возможность справиться. Качество расточки проверить просто. Достаточно поместить внутрь руку, и провести ладошкой по поверхности. Если не получится качественно зафиксировать цилиндр, есть вероятность отбить руки. Чтобы не допустить подобного, нужно хорошенько подумать, и закрепить его так, чтобы не повредить.
Прежде чем начать, нужно отправиться к токарю и заказать у него специализированную оправку, которая понадобится по ходу работ. Изготавливается она даже из дерева. Для того чтобы итоговая расточка равнялась 76, диаметр оправки не должен превышать 74 миллиметра. Что касается длины, то здесь нужно замерить этот параметр у цилиндра и прибавить к нему 150-200 мм.
В оправке нужно сделать отверстие, в которое будет входить вороток. Теперь нужно вдоль выпилить разрез при помощи ножовки. В него позже вставится наждачная бумага, для того, чтобы заняться процедурой расточки. Глубина паза приблизительно должна составить 10 миллиметров.
Желательно иметь при себе несколько вариаций наждачной бумаги. Это нужно для работы на разных стадиях. Купить ее можно в строительном магазине.
Вновь наждак вставляется в сделанный надрез и проворачивается вокруг. Изначально использовать крупный. Его нужно хорошенько промазать специальной смесью, и только потом приступать к работе. Делается так: оправка вращается внутри до того момента, пока это не будет делать легко. Как только это случилось, под шлифующий материал нужно положить простую бумагу либо картон и продолжить процедуру.
Сразу уяснить, что придется потратить много времени. Не обойтись без терпения и силы. Допускается периодически уходить на перекур, чтобы восстановить энергию. Каждый раз деля бумагу толще, расточку доводить до того момента, пока поршень не примет необходимые размеры. Его нужно регулярно проверять при помощи измерительных приборов. Прохождение осуществляется туго? Берется мелкая шлифовальная бумага.
Идеально считается, когда поршень расположен в цилиндре плотно и под своим весом не меняет положения. Надо понимать, что речь идет про автомобильные двигатели. В мотоциклетных перемещать поршень должно быть легко, но при этом нужно обходиться без люфта.
Вот собственно и вся информация, касающаяся данной темы. Теперь каждый, кому это необходимо, имеет хороший шанс узнать о том, как расточить блок цилиндров в домашних условиях. Уже стало понятно, что сделать это довольно просто. Единственное, что потребуется от человека — это время, желание достичь высокого результата и аккуратность.
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Как делается расточка блока цилиндров
Автомобиль — очень сложный механизм, работа которого растянута иногда на весьма продолжительное время. Как и любой механизм, автомобиль имеет свой ресурс, определённый ресурсом основных составляющих. «Сердце» машины — её двигатель — в этом смысле признан главным фактором. Грамотный уход за двигателем не просто поддерживает работу, он повышает надёжность машины в десятки раз.
Правильный уход за двигателем автомобиля поможет продлить его срок службыУ мотора есть свои пределы. Одиозные «миллионники», обыденные рядные «четвёрки» и «шестёрки», монструозные V8 и V12 — они все объединены одним: необходимостью капитального ремонта. И пусть он требуется через разные промежутки пробега, но «капиталка» рано или поздно нужна всем. А главное в этом сложном процессе, безусловно, расточка блока цилиндров. После капитального ремонта, проведённого по всем правилам, двигатель можно считать практически новым: его ресурс восстанавливается, мощность увеличивается. Его даже снова нужно обкатывать!
Причины и показания
Не имеет значения, с какой целью вы решили провести «капиталку» движка, насущная ли это необходимость или погоня за дополнительной мощностью, вам всё равно придётся растачивать цилиндры. Поршневая система находится под постоянной нагрузкой, она работает с сумасшедшей скоростью, и малейший изъян в стенке цилиндра отзовётся повышенным износом деталей. При движении вниз поршень должен, не встречая сопротивления, пройти всю длину цилиндра. Если же стенка неровная, на ней есть царапины или с течением времени образовались ступенчатые неровности, ход поршня нарушается. Его импульс при движении слишком велик, чтобы оставить такое изменение без последствий: удар нарушает структурную целостность поршня. Если, конечно, поверхность цилиндра покрыта никель-кремниевым сплавом, то такие проблемы возникают очень редко, но много ли сейчас таких двигателей?
Пускать это на самотёк никак нельзя, ведь царапины и «ступеньки» в цилиндре планомерно разрушают поршень. Дело даже не в вибрациях двигателя, хотя в них, разумеется, тоже нет ничего хорошего. Это банально убивает вашу машину. Поэтому не тяните с расточкой блока цилиндров! Если цилиндр и поршень не прилегают друг другу идеально ровно, в двигателе возникнет потеря компрессии. Она повлечёт за собой повышенный расход масла и топлива, вибрации двигателя и перегрев. Худший сценарий развития событий — разлетятся поршневые кольца, и тогда осколки могут оставить на стенках цилиндра такие повреждения, которые не получится убрать никакой расточкой. Но даже если дела пойдут не по худшему пути, износ деталей двигателя превращается в бомбу замедленного действия.
Безусловно, капитальный ремонт — недешёвая процедура, ведь для него используется высокоточное оборудование. Для цилиндра и поршня 5 сотых долей миллиметра уже являются критичным показателем; такие величины нельзя «отловить на глаз». Поэтому для такой работы используется специальный оборудование — станок для расточки блока цилиндров. Он, конечно, лежит не в каждом гараже. Частота оборотов шпинделя такого станка зависит от модели, но стандарт де-факто — 1200 оборотов в минуту с плавнопеременной скоростью вращения. Такие параметры позволяют сгладить неровности и привести поверхность стенки цилиндра в идеальное состояние.
Недостатки капитального ремонта
Помимо того, что сама по себе процедура требует внимания и сноровки (не говоря уже об оборудовании), у концепции капитального ремонта есть и свои недостатки.
Например, при многократной расточке цилиндров их стенки утончаются настолько, что могут не справиться с нагрузкой и температурным режимом. Это маловероятный сценарий, но тем не менее — хорошо подумайте, прежде чем раз за разом растачивать блок.
Ещё один момент — это падение КПД двигателя. Так как объём двигателя, пусть и незначительно, увеличивается — увеличивается и мощность. Неконтролируемый рост этих показателей может разбалансировать вашу машину.
Ну, и кроме того, могут возникнуть вопросы при прохождении техосмотра. Ведь новые параметры двигателя не будут соответствовать первоначальным. Так что при расточке блока цилиндров соблюдайте умеренность и осторожность.
Как провести расточку своими руками
В домашних условиях проводить капитальный ремонт двигателя можно, только если у вас есть такой станок. Ни один другой инструмент не даст такой точности. Кроме того, есть множество нюансов, которые стоит учитывать. Например, строго параллельная установка двигателя на станине (роль которой может играть обычный стол) и станка. При малейшем несоответствии, которое даже незаметно невооружённым взглядом, расточка блока цилиндров не принесёт ожидаемого результата: ресурс будет увеличен не на 99%, а едва ли на 50, так что спустя непродолжительное время снова потребуется «капиталка». Это нецелесообразно и глупо, так что будем стараться по возможности избежать подобных ошибок.
Кроме того, важный момент расточки блока цилиндров своими руками — устранение конусности цилиндра. Если ход поршня был неровным, цилиндр утратит свою форму, и если это не исправить, то капитальный ремонт будет незавершённым и не принесёт никакого результата.
Итак, для начала — калибровка станка. Её процедура зависит от конкретной модели, но, по сути, это банальная проверка деталей на плотность установки и ход. После этого — установка двигателя. Ну, и главный этап — собственно, расточка цилиндров. Если говорить откровенно, процесс не самый сложный и полностью зависит от оборудования, но даже тут есть место человеческому фактору, так что нужно быть очень внимательным. Вал шпинделя с фрезой, выставленной под нужный размер, опускается в отверстие цилиндра и, вращаясь, выравнивает под одинаковый диаметр. Новые станки управляются компьютером, так что ждём завершения работы программы. Если же станок постарше, управление в нём ручное. Главное — не торопиться. Металл цилиндра очень плотный, и его не получится выровнять за 1–2 прохода.
Последний этап — хонинговка. Говоря простым языком, это полировка поверхности стенок цилиндра; с помощью шлифовального инструмента мастер добивается идеально ровного и круглого отверстия. Хонинговка важна, обойтись без неё, конечно, можно, но не стоит экономить на такой важной детали, как двигатель машины.
Вывод
Итак, сложный и многоэтапный процесс завершён. Если вы были внимательны, работали не торопясь и вдумчиво, то всё должно быть в порядке. Вы смогли расточить блок цилиндров своими руками. Теперь у вас практически новый двигатель, его ресурс восстановлен без малого на 100%. Осталось пройти обкатку — и можно радоваться и правильной работе, и возросшей мощности.
Что такое хонингование цилиндров
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Содержание статьи:С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно. Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке. Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Видео о том, что такое хонингование:
Хонингование цилиндров:что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Читайте также: Что будет, если перелить масло в двигатель?
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Что такое хонингование цилиндров двигателя?
Даже если водитель никогда не занимается ремонтом автомобиля своими руками, он просто обязан знать хотя бы теорию. Зачем?
Для того чтобы не попасться на «развод» в автосервисе, ведь честность не всегда присуща СТО. Стоит смотреть правде в глаза, неопытных водителей обманывают довольно часто и записывают в квитанции к оплате те действия, которые не проводились, да и не нужны были. Ну а водителю говорят, что без них никак не обойтись. Чтобы от отсутствия знаний не страдал кошелек, советуем изучать сущность ремонтных процедур.
Когда автомобилю нужен капитальный ремонт?Сделаем уточнение, что речь идет о двигателе автомобиля. Итак, капитальный ремонт нужен двигателю по прошествии длительного времени эксплуатации. Детали изнашиваются, приходят в негодность, менять их по одной нет смысла. К тому же если поставить новый элемент к старым, то они не притрутся, а могут заклинить двигатель. До такой ситуации, как заклинивание, лучше не доводить, а вовремя отогнать автомобиль в автосервис. Симптомы, которые сигнализируют о необходимости хонингования:• резко растет расход масла и топлива;• двигателю либо сложно, либо невозможно развить полную мощность;
• снижается компрессия.Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения. ОсобенностиВ каждом изделии, в том числе и в двигателе внутреннего сгорания, детали производятся таким образом, чтобы их можно было после некоторого периода эксплуатации отремонтировать. Другими словами, практически все элементы имеют ремонтный допуск, который позволит им еще много лет быть как новеньким. У блока цилиндров такой допуска также имеется, он указан в таблицах от производителя. Сам процесс расточки, который является первым этапом хонингования, производится с помощью абразива. На сегодняшний день все еще не окончен спор о том, какой из абразивов стоит использовать — керамический или алмазный. После расточки поверхность отмывают от металлической стружки и пасты, а затем шлифуют абразивной щеткой. Без завершающего хонингования обойтись нельзя, потому что металлическая стружка, не снятая при ремонте, приведет к быстрому износу поршневых. Дальше только полная замена кривошипно-шатунного механизма. Немного о допусках28–35 RA — шероховатость, рекомендуемая производителем для поршневых колец из хрома или чугуна. Для достижения такого результата производитель рекомендует использовать абразивный хонинговальный круг с зернистостью в 220. Этот показатель применим, если используется абразив керамический. Алмазный же нужно брать с зернистостью 325–350.16–23 RA — шероховатость, рекомендуемая производителем для поршневых колец из молибдена. Для их обработки производители обычно рекомендуют керамический абразив 280. Рекомендации по поводу алмазных абразивов неизменны.Важно! В расточке и хонинговании очень важен человеческий фактор. Дело в том, что даже брусок с нужным номером может давать другой результат просто потому, что будет худшего качества, чем положено.Хонингование (шлифовка) происходит в два этапа:1. Черновой этап или шлифовка крупным абразивом. Здесь главное добиться не идеально гладкой поверхности, а снятия всех излишков, выровнять стенки немного и убрать шероховатости. 2. Финишная обработка. Выполняется мелким абразивом. Его результатом должна стать идеально гладкая поверхность.
تحميل расточка цилиндра ЗИД пилот своими руками mp3 — mp4
расточка цилиндра ЗИД пилот своими руками
Тюнинг ЗИД Пилот Гильза
Стартёр на ЗИД пилот 2т неудача
Тюнинг ЗИДа лабораторная по зажиганиям
расточка своими руками РЕЗУЛЬТАТ как должен быть расточен цилиндр
80 кубов на ЗИД 50 Пилот
3 серия Восстановление ЗиД пилот Сборка двигателя
РАСТОЧКА ЦИЛИНДРА СВОИМИ РУКАМИ в ГАРАЖЕ на мотоцикл ДНЕПР МТ
Расточка цилиндра мотоцикла ИЖ планета своими руками станок не нужен
РАСТОЧКА цилиндра своими руками
расточка цилиндра наждачкой результат восхитительный
Хонингование или восстановление геометрии цилиндра без расточки
Расточка цилиндра мопеда
Расточка цилиндра Планеты под 3 ий ремонт
Растачиваем цилиндр под поршень от Хонды Дио
Расточка цилиндра ВОСХОД В домашних условиях
Краткий обзор и моё мнение по двигателю мокика ЗиД Пилот 18
Приспособление для хонинга цилиндров
расточка 139qmb цилиндра
ремонт вилки зид 50 пилот
Простой инструмент для хонингования своими руками · Моя занятая пенсионная жизнь
Время чтения: 2 минуты.Простой хонинговальный инструмент своими руками — это то, что вам может понадобиться время от времени. В моем случае на этот раз мне нужно было увеличить заменяющую деталь для пожирателя сорняков. Эта статья покажет вам, как сделать этот простой инструмент из материалов, которые у вас, возможно, уже есть под рукой.
Инструменты для простого хонингования своими руками
Что он будет делать Хонингование обычно выполняется на металлических цилиндрах.Но при необходимости его можно использовать и для других материалов. В процессе хонингования вращающийся инструмент использует абразивные материалы для удаления материала с внутренней поверхности отверстия или цилиндра. Инструмент для хонингования предназначен для удаления / сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Как сделать хонинговалку очень просто. Для изготовления простого хонинговального инструмента своими руками вам понадобятся три детали.
- Клейкая лента (можно заменить малярную ленту, но лучше использовать клейкую ленту)
- Сверло размером с отверстие, с которым вы работаете (маленькое отверстие, очень маленькое сверло / большее отверстие, большее сверло)
- Наждачная бумага или наждачная бумага (предпочтительна влажная / сухая) Размер зерна определяется скоростью удаления материала.Но для начинающих пользователей используйте более мелкую зернистость, чтобы лучше контролировать процесс.
Отрежьте короткий кусок клейкой ленты, достаточный, чтобы обернуть сверло, и оставьте небольшой отрезок ленты с обеих сторон наждачной бумаги / наждачной бумаги. Отрежьте полоску наждачной бумаги / наждачной бумаги так, чтобы ее ширина выходила от конца сверла и покрывала большую часть сверла.
Соберите простой хонинговальный инструмент DIY- Объедините клейкую ленту и наждачную бумагу / наждачную бумагу так, чтобы половина ленты находилась на стороне абразива.
- Зернистой стороной вниз и липкой стороной вверх с левой стороны поместите сверло на клейкую ленту (см. Фото ниже) .
- Оберните скотчем сверло и прижмите его к обратной стороне наждачной бумаги.
- Оберните наждачную бумагу / наждачную ткань против часовой стрелки по сверлу так, чтобы сверло было покрыто несколькими слоями наждачной бумаги.
- Проверьте, подходит ли сверло в обертке к цилиндру / отверстию, требующему хонингования.
- Если не влезет из-за множества намоток наждачной бумаги.Удалите обертку наждачной бумагой / наждачной бумагой и проверьте еще раз. Повторяйте процедуру до тех пор, пока он не войдет в цилиндр / отверстие.
- Когда подходит, прикрепите сверло к сверлу.
Надежно удерживайте деталь, которая требует хонингования, и начинайте сверление с хонингованием в цилиндре / отверстии. Всегда поддерживайте движение хона внутри цилиндра. Перемещайте хонор вверх и вниз и перемещайте его так, чтобы он касался стороны отверстия как можно параллельнее во время вращения.Переместите биту так, чтобы она касалась всей окружности отверстия. Проверьте отверстие на соответствие и, если необходимо, удалите последние 1/4 дюйма наждачной бумаги / наждачной бумаги, поскольку она изнашивается или забивается, чтобы придать хонку новую абразивную поверхность.
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Моя занятая пенсионная жизнь.com Все права защищены)
Имеет специальность механика. Я работал над всем, что связано с домом, от замены лампочки до перемещения несущей стены. Что касается рецептов, они появились после того, как я не смог найти то, что искал, и рецепты, которые за всю жизнь я полюбил и которыми хочу поделиться с миром.
Понравился этот пост? Вам могут понравиться:Хонингование цилиндров своими руками | DoItYourself.com
Хонингование цилиндров — довольно простая задача, которую часто считают сложной, требующей профессиональной помощи.В первую очередь, это процесс полировки металла, с которым легко справиться дома с помощью недорогих, широко доступных инструментов, после того как ваш двигатель был разобран и цилиндры были обнажены.
Шаг 1 — Выберите инструмент
Выбор подходящего инструмента является обязательным для достижения желаемых результатов и, следовательно, выбирайте подходящий хонинговальный инструмент в зависимости от размера вашего цилиндра. Если цилиндр, который вы хотите заточить, имеет ширину около 2 дюймов, купите инструмент не больше этой ширины.После нанесения инструмент непроизвольно увеличивается в размерах, что обеспечивает достаточное давление на стенки цилиндра в процессе полировки. При выборе инструмента стоит отметить и помнить, что качество или количество полировки зависит не от размеров инструмента, а от количества времени, в течение которого он находится или используется в цилиндре.
Шаг 2 — Установите скорость вашей дрелиДля этого шага можно использовать различные устройства или инструменты, но настоятельно рекомендуется использовать дрель, учитывая ее удобство.Точная скорость вращения вашей дрели должна составлять от 1200 до 1600 об / мин, и проследите, чтобы это требование могло быть хорошо выполнено вашей дрелью при работе на полном газу. Для этого упражнения вы должны установить переключатель скорости на вашей дрели (если он есть) примерно на 1400 об / мин.
Шаг 3 — Нанесите смазкуДвигайтесь вперед, нанося смазку на минеральном масле, специальную смазку для хонингования цилиндров или смазку на масляной основе без особого энтузиазма на устройство, которое вы будете использовать для хонингования, и проследите за тем, чтобы инструмент хорошо смазывается.Используйте дрель, чтобы осторожно / медленно вращать хонинговальное устройство и выливать масло по всей поверхности, с которой оно будет соприкасаться. Позаботьтесь о том, чтобы нанести достаточно масла для получения достаточно хорошо разбавленной поверхности.
Шаг 4 — Используйте дрель Power DrillИспользуйте защитные очки и перчатки в целях безопасности во время этого шага. Крепко удерживая спусковой крючок сверла, установите его на точную скорость и пару раз вставьте и вытащите его из разобранного цилиндра.Этот метод удаляет металл быстро, поэтому рекомендуется проверять стенки цилиндра на предмет результатов после 4-5 толчков. Постарайтесь удалить как можно меньше металла, но в то же время постарайтесь получить блестящую поверхность без видимых царапин или следов. Поэтому, когда вы думаете, что ваша работа наполовину сделана, измените направление сверла, чтобы получить модель «крест-накрест», которая позволяет маслу прочно сливаться со стенками вашего цилиндра.
Шаг 5 — Вымойте и отполируйтеНаконец, используйте мыльную воду с безворсовой тканью, чтобы тщательно промыть поверхность и как можно больше металла, после чего можно нанести моторное масло на то же самое. поверхность, чтобы избежать возможного окисления в будущем.
Как затачивать цилиндры
Перестройка и сборка двигателя всегда может быть напряженным временем, особенно когда вы работаете над своим проектом самостоятельно или в рамках бюджета. Процесс сборки двигателя прост, но больше всего вопросов вызывает хонингование цилиндров двигателя вручную.
Хонингование цилиндров двигателя — это процесс хонингования или «царапания» стенок цилиндров двигателя. Этот процесс царапания специально разработан, чтобы помочь поршневым кольцам правильно установить, обеспечивая максимальное уплотнение и большую мощность.
Хонингование собственных цилиндров — не такая сложная задача, как можно было бы подумать, и вы можете сэкономить деньги и время, применив подход «сделай сам». Знание того, как затачивать цилиндры, является ключевым моментом, поскольку большая часть этой работы зависит от техники, а не инструментов. Конечно, если это кажется вам слишком экстремальным, большинство механических мастерских оттачивают ваш блок за символическую плату.
Сегодня я покажу вам, как отточить цилиндр двигателя Acura Integra GSR, получившего название B18C1.Этот блок представляет собой 1,8-литровый 4-цилиндровый блок, и мы будем оттачивать этот блок при подготовке к установке новых шатунов и поршней.
Перед тем, как мы начнем сборку нашего двигателя, блок двигателя необходимо очистить и подготовить для установки новых штоков, поршней и поршневых колец. Перед хонингованием блока цилиндров убедитесь, что крышки коренных подшипников установлены и затянуты в соответствии со спецификацией.
Снимите поддон для защиты от ветра (если он имеется в вашем двигателе) и коленчатый вал, шатуны, поршни и насосы.Очистите переднюю часть двигателя от водяных и масляных насосов и поместите блок на подставку для двигателя для облегчения доступа.
Обычно доступны два типа наборов для хонингования. Гибкое хонингование и щеточное хонингование, которые имеют разные способы разрезания стенок цилиндра и восстановления штриховки, необходимой для вашего двигателя.
Выбрать один из этих хонинговальных инструментов несложно, хотя методы, которыми вы хотите затачивать, различаются.Для простоты установки и использования мы рекомендуем хонинговальный инструмент щеточного типа, а для более опытных хонинговальный инструмент с плавающим камнем отлично подойдет для чистовой обработки.
Для всех применений двигателей с малым рабочим объемом, таких как этот, вам необходимо как можно больше кольцевых уплотнений, что делает инструмент для плавающего камня гораздо более желанным.
Первым делом при обучении заточке цилиндров является определение диаметра цилиндра. Отверстие цилиндра — это диаметр, и это значение позволит вам выбрать правильный хонинговальный инструмент для вашей работы.
Размер отверстия для нашей Acura Integra составляет 81 мм, но размер отверстия вашего двигателя будет отличаться. Обязательно ознакомьтесь с руководством по эксплуатации или обратитесь к разделу часто задаваемых вопросов, чтобы узнать о характеристиках вашего двигателя. Или вы можете выполнить поиск, используя код двигателя.
Что нужно для заточки двигателя
- Хонинговальное масло или сборочная смазка
- WD-40
- много магазинных тряпок
- электродрель
Заточка цилиндров
- Установите шаровой хон на сверло и надежно закрепите.Во избежание травм всегда используйте надлежащие средства защиты глаз и правила техники безопасности при работе с транспортными средствами.
- Повернуть двигатель на стенде двигателя со снятым масляным поддоном
- Смажьте соответствующий цилиндр хонинговальным маслом или WD-40
- Сначала вы должны сжать хонинговальную головку, чтобы она вошла в цилиндр, который вы хотите заточить.
- Включите дрель и переместите шаровой шарнир вверх и вниз по цилиндру.
- Попросите друга смазать во время работы
Вы хотите «поцарапать» или отшлифовать поверхность стенок цилиндра, создав мелкий крестообразный узор, который должен пересекаться под углом 60 градусов.Вы хотите добиться такого вида и сделать это как можно быстрее, вы хотите удалить как можно меньше.
Несколько важных советов при хонинговании цилиндра
Ни в коем случае не вынимайте шаровой шарнир из стенок цилиндра во время его вращения. Всегда позволяйте шлифовальному кругу остановиться, сохраняя движение вверх и вниз, затем сожмите камни и удалите их.
Обильно протрите и смажьте, чтобы очистить стенку цилиндра, чтобы вы могли легко видеть отделку и штриховку.
Когда вы закончите с одним цилиндром, переходите к следующему, работая медленно и осторожно. Избегайте каких-либо отметин или повреждений, которые в противном случае могут повредить кольцевое уплотнение.
Позаботьтесь о своих кольцах — Когда вы закончите хонинговать короткую заготовку, возьмите небольшой очень тонкий напильник и начисто очистите верхние края отверстий цилиндров.
Очистка — Очистите и промойте двигатель мыльной водой, мы предпочитаем руками смывать любой абразивный материал, который может остаться.На этот раз используйте металлическую щетку и как можно больше очистите отверстия для масла и охлаждающей жидкости.
Тщательно промойте блок и нанесите тонкий слой масла или WD-40, если вы собираетесь хранить двигатель в течение длительного времени или он все еще ожидает замены деталей. Вам также нужно руководство по установке штоков и поршней в GSR? Ознакомьтесь с нашим руководством здесь.
Нравится:
Нравится Загрузка …
BRM представляет инструменты для хонингования цилиндров для ремонта двигателей Honda; Гибкие шлифовальные головки улучшают качество обработки поверхности стенок цилиндров и оптимизируют смазку двигателя
Хонингование цилиндров с помощью инструмента Flex-Hone®
Для превосходной обработки поверхности механик Honda выбрал инструмент Flex-Hone® от Brush Research Manufacturing (BRM).
Лос-Анджелес, Калифорния (PRWEB) 18 июня 2013 г.
Brush Research Manufacturing (BRM), производитель гибких хонинговальных головок, дизельных и автомобильных щеток, представляет инструменты для хонингования цилиндров для восстановления двигателей Honda. Инструмент Flex-Hone® компании BRM удаляет рваный, порезанный и согнутый металл со стенок цилиндров, удаляет глазурь с цилиндров двигателя и улучшает общую чистоту поверхности.Создавая идеальную перекрестную штриховку, шаровая хонинговальная головка BRM также оптимизирует смазку двигателя.
Восстановление двигателей Honda серии D
В ходе технической дискуссии под названием «Разборка и восстановление двигателя D-15 своими руками» члены онлайн-сообщества D-Series.org узнали, как заточить стенки цилиндров с помощью инструмента BRM Flex-Hone®. В серии пошаговых постов с полноцветными фотографиями механик-любитель объяснил, как он оттачивал отверстия и восстанавливал цилиндры в двигателе Honda Civic.
Когда при визуальном осмотре в цилиндрах 1 и 2 были обнаружены «ржавчина и грязь», механик обратился за советом к автомобильным экспертам. «Все до единого говорили, что хорошее хонингование поможет избавиться от ржавчины и всего остального, что осталось в канале ствола», — пояснил производитель двигателей. Для превосходной обработки поверхности механик Honda выбрал инструмент Flex-Hone® от Brush Research Manufacturing (BRM).
Головки двигателя и стенки цилиндров
Изготовленный с жестким металлическим стержнем и гибкими нейлоновыми нитями, хонинговальный станок BRM для двигателя обеспечивает оптимальную чистоту поверхности в цилиндрах любого типа и размера.Самоцентрирующийся и самовыравнивающийся по отверстию, Flex-Hone® имеет абразивные шарики, которые также обеспечивают самокомпенсацию износа щеточного инструмента. Цилиндрический хонинговальный станок BRM можно использовать с ручными электродрелями, он универсален и прост в использовании.
Перед хонингованием цилиндров двигателя нанесите обильное количество смазки на шаровой инструмент BRM. Для достижения наилучших результатов выбирайте масло Flex-Hone®. Затем с помощью гибкого прядения вставьте головку двигателя в каждый цилиндр. Без чрезмерного хонингования погладьте стенки цилиндра, чтобы улучшить качество поверхности и получить идеальную штриховку с маслоудерживающими канавками.Для 3-дюймового Flex-Hone® рекомендуется 700 об / мин.
О компании Brush Research Manufacturing
Brush Research Manufacturing (BRM), производитель полной линейки гибких хонинговальных инструментов и промышленных щеток, находится в Лос-Анджелесе, Калифорния. С 1958 года BRM решает сложные проблемы финишной обработки щеточной техникой. Инструмент BRM Flex-Hone® является стандартом, с которым сравниваются все другие инструменты для чистовой обработки поверхностей. Загрузите Руководство по ресурсам Flex-Hone® с веб-сайта BRM.
Контактная информация для СМИ:
Хизер Джонс
Директор по маркетингу
Brush Research Manufacturing Co. Inc.
4642 Цветочный драйв
Лос-Анджелес, Калифорния
HJones (at) brushresearch (точка) com
для немедленного выпуска:
http://www.brushresearch.com/
Тел: (323) 261-2193
Поделиться статьей в социальных сетях или по электронной почте:
Лучший инструмент для хонингования цилиндров в 2021 году
Хонингование — это процесс обработки для улучшения внутренней поверхности цилиндра.Если следы хонинга потускнели или на них образовалась глазурь, цилиндр необходимо заточить. Не волнуйся. Для этого вам не нужно прибегать к помощи какого-либо профессионала. С помощью хонинговального инструмента добиться идеального рисунка перекрестной штриховки легко для всех.
Но не все точильные инструменты одинаковы. Плохо сделанный может испортить ваш цилиндр. Итак, в этой статье я собираюсь рассмотреть для вас лучший инструмент для хонингования цилиндров. Я дал несколько советов по оттачиванию и руководство по покупке для новичка. Давайте начнем.
Краткий обзор всех моих лучших продуктов ниже:
1. YOTOO Hone Tool — лучший хонинговальный станок для двигателя
Отверстия для диаметра 2-7 дюймов, камень 4 дюйма, самоцентрирующийся, зернистость 220 сменные камни, простота в эксплуатации, регулируемое давление камней, сверхпрочный гибкий вал.
2. Инструмент Flex-Hone — BC10012 — Инструмент для высокоскоростной шлифовки
Конструкция из карбида кремния, 10 различных типов абразива, 11 вариантов зерен, зернистость 120, скорость до 800 об / мин, подходит для отверстий диаметром 1 дюйм, самоцентрирующийся, самоустанавливающийся, самокомпенсирующийся.
3. Шлифовка тормозного цилиндра ABN — лучший бюджет для малого цилиндра
2-дюймовый камень, средняя зернистость 220, самоцентрирующийся вал, использование цилиндра диаметром 1,25–3,5 дюйма, максимальная прочность, превосходная маневренность.
4. Brush Research FLEX-HONE — прецизионный контроль параметров отделки
Отверстия диаметром 3,5 дюйма, размер 3 (1) / 2 дюйма, зернистость из карбида кремния, зернистость 120, максимальная скорость 700 об / мин.
5.Weiler 34289 Crossflex — Щетка для тяжелых условий эксплуатации
Размер 5 дюймов, степень грубости 320, конструкционный материал из карбида кремния, скорость до 600 об / мин, зернистость 320 камней, размеры отверстий 3-6 дюймов, удаление сильных заусенцев.
6. Alltrade 648439 — Универсальный глазуровщик
Цилиндр диаметром 2-7 дюймов, прочный гибкий вал, регулируемое давление камня, 4-дюймовые песчинки, средняя зернистость 220.
7. YOTOO 2-компонентный хонинговальный набор — комбинированный набор из двух
Комбинированный набор из 2-х частей, гибкий и самоцентрирующийся вал, 3 сменных абразивных камня, 2-дюймовые камни, средняя зернистость 220, подходит для Цилиндр диаметром от 11/4 до 31/2 дюйма.
Что будет, если не затачивать цилиндр?
Хонингование выполняется с использованием подходящего абразивного камня на внутренней части трубок или отверстий цилиндров. Это делается для достижения желаемого рисунка отделки, который широко известен как штриховка. Этот рисунок важен для удержания масла, он поддерживает внутреннюю смазку цилиндра за счет удерживания масла.
Когда стенка цилиндра требует хонингования, пропускать ее не рекомендуется. Кольца скоро изнашиваются из-за недостаточной смазки.Опять же, это может привести к попаданию масла на задний бампер. Итак, когда вы едва можете увидеть узор перекрестной штриховки или почувствовать его ногтем, вам следует без промедления выполнить процесс заточки.
Как я выбрал лучший инструмент для хонингования цилиндров
Выбрать лучший инструмент для хонингования двигателя было непросто. Моим главным приоритетом при выборе была простота использования, так что даже случайный механик с небольшим опытом работы может выполнить работу, не прибегая к помощи профессионала. Кроме того, я учел и их долговечность.Вы не хотите, чтобы хонинговальный инструмент сломался после хонингования одного или двух цилиндров, если ваш один больше, чем у двухцилиндрового двигателя.
Для разных поршневых колец требуется разная зернистость. Выбирая инструмент для хонингования цилиндров, я учел это и постарался охватить каждый требуемый размер и тип камня в своем обзоре. Наконец, я отдаю приоритет тем, у кого высокий рейтинг пользователей. Я также думал о некоторых других факторах, я обратился к ним в разделе руководства по покупке, чтобы вы их прочитали. Все, что я могу сказать, вы можете доверять моему выбору и без всяких сомнений выбрать любой из них.
На всякий случай, если вы торопитесь….
Отметьте эти два лучших инструмента для хонингования цилиндров из моего обзорного блока. Если вы торопитесь, можете поверить в мою рекомендацию и поблагодарить меня позже.
Лучший хонинговальный станок для двигателей
• Отверстия для снятия остекления: Диаметр 2-7 дюймов
• Количество песчинок: 3
• Тип зерна: 220
• Длина камня: 4 дюйма
• Материал: Карбид кремния
Лучший бюджет для цилиндра малого двигателя
- Отверстия для удаления остекления: 1.Диаметр 25-3,5 дюйма
- Количество зерен: 3
- Тип зерна: 220
- Длина камня: 2 дюйма
- Материал: Карбид
Как выбрать лучший инструмент для хонингования двигателя ? (Руководство по покупке)
С таким большим количеством типов хонинговальных станков, доступных на рынке, легко запутаться, какой из них выбрать. В основном, проверяя эти пять функций ниже, вы можете убедиться, что у вас есть подходящий инструмент.
Диаметр
Первое, что вам нужно учесть перед покупкой расточной щетки, — это ее диаметр. Если его диаметр больше или меньше для внутреннего пространства вашего цилиндра, он бесполезен. Итак, ознакомьтесь со своим двигателем, его цилиндром, прежде чем приобретать для него точильный станок. Проверьте его размер в руководстве пользователя. Если вы потеряли руководство пользователя, не паникуйте. Просто введите в Google марку, модель и год вашего автомобиля. Некоторые производители щеток для внутреннего диаметра обеспечивают отличную поддержку клиентов, где вы можете проконсультироваться с ними о том, какой размер выбрать для вашего автомобиля.
Долговечный вал
Жесткий вал выдерживает давление в процессе хонингования. Он не ломается после того, как закончил с одним или двумя цилиндрами. Обычно конструкция из карбида кремния обеспечивает максимальную прочность и длительный срок службы. Не покупайте дешевый, чтобы сэкономить деньги. Они могут отвалиться еще до того, как вы закончите процесс заточки!
Вращение по центру
Купите один с гибким нейлоновым стержнем, так как абразивные камни прикреплены к их концам, поэтому каждый из них имеет индивидуальную подвеску.Это заставляет насадку-щетку вращаться в истинном центре и равномерно наносить точильные следы на внутренней поверхности. Кроме того, они самоустанавливаются по отверстию, предотвращая чрезмерное удаление заусенцев с металла.
Зернистость камня
Тип зерна также имеет значение, поскольку он показывает, насколько грубым будет абразивный камень. Более высокое число означает более мелкую зернистость. Для разных поршневых колец требуются разные типы зерен. Итак, самый безопасный вариант — проверить, из чего сделаны ваши поршневые кольца, и соответственно приобрести инструменты для заточки.
Регулировка давления
Регулируемое давление камня упрощает процесс хонингования. Это позволяет вам контролировать давление, при котором абразивные камни будут тереться о поверхность. Кроме того, это увеличивает эффективность, поэтому каждый инструмент премиум-класса имеет эту функцию. Итак, перед покупкой буровой щетки убедитесь, что у нее есть функция регулируемого давления.
Обзоры лучшего инструмента для хонингования цилиндров: 5 моих лучших рекомендаций
Вот мои честные обзоры лучшего инструмента для хонингования цилиндров.Давайте посмотрим, почему и как они попали в топ-лист, а также какие функции и возможности они могут предложить.
1. YOTOO Hone Tool — лучший хонинговальный станок для двигателей
Основные характеристики:
- Отверстия для удаления остекления: Диаметр 2-7 дюймов
- Количество абразивных камней: 3
- 9000 Тип зерна: 220
- Длина камня: 4 дюйма
- Материал: Карбид кремния
Дополнительные характеристики: Прочный самоцентрирующийся вал, регулируемое давление камня, простота в эксплуатации.
ОБЩАЯ РЕЙТИНГ: 9,8 из 10
Этот хонинговальный станок по доступной цене удивил меня всеми своими превосходными функциями. Этот инструмент рассчитан на длительный срок службы, в отличие от других дешевых инструментов, он не ломается после штриховки одного или двух цилиндров. Таким образом, независимо от того, имеет ли ваш двигатель один, два или несколько цилиндров, он может отточить их все. Вот почему я выбрал его как свой лучший выбор.
Вал для тяжелых условий эксплуатации
Машина имеет прочный, но гибкий вал для плавного разрушения глазури.Благодаря своей превосходной прочности он может выдерживать давление и не ломается и не разваливается в процессе. Благодаря мощной конструкции рукоятки абразивные материалы точно выровнены по линии, поэтому она самоцентрируется. Таким образом, обеспечивается равномерная штриховка на внутренней поверхности.
Регулируемое давление пружины
Рифленое колесо повышает эффективность и удобство. Это позволяет регулировать давление пружины камней на всех скоростях. Мне нравится, как легко им пользоваться — просто поверните по часовой стрелке, чтобы увеличить давление, когда это необходимо.Опять же, если вы повернете его в обратном направлении, то есть против часовой стрелки, давление упадет.
220 Зернистых камней
В набор входят 3 сменных абразивных камня. Они среднего размера, 220. Длина 4 дюйма. Обычно большинство производителей колец предлагают использовать камень такого размера для более быстрого удаления отложений и коррозии в двигателях, тормозах и всех типах цилиндров. Они могут работать с любым стандартным сверлом диаметром от 2 до 7 дюймов.
The Good
Я был впечатлен этой машиной, включающей три сменных камня с зернистостью 220.Этот размер идеально подходит для большинства двигателей автомобиля с чугунными или хромированными кольцами. Опять же, его можно использовать для цилиндров широкого диапазона диаметров, начиная от 2 дюймов до 7 дюймов. Пользователям понравилось, насколько это доступно, но при этом качественно сделано.
The Bad
Заточка поверхности при медленном резании. Это не скоростной. Опять же, приветствуется блокировка в закрытом положении.
2. Инструмент Flex-Hone — BC10012 — Инструмент для высокоскоростного заточки
Основные характеристики:
- Отверстия для удаления остекления: Диаметр 1 дюйм
- Размер зерна: 120
- Длина камня: 8 дюймов
- Материал: Карбид кремния
- Максимальная скорость вращения: 800 об / мин
Дополнительные характеристики: 10 различных типов абразива, 11 вариантов зернистости, штриховка и обработка пластин
ОБЩИЙ РЕЙТИНГ: 9.8 из 10
Максимальная гибкость
Эта машина сделана из абразивных шариков, нанесенных на концы гибких нейлоновых нитей. Эта исключительная конструкция позволяет инструменту быть самоустанавливающимся, самоцентрирующимся и самокомпенсирующимся при износе.
Опять же, это дает вам большую гибкость в выборе из десяти различных типов абразива и одиннадцати вариантов зернистости. Вы можете улучшить стенку цилиндра, заштриховав и удалив заусенцы из паза.
Пластины и штриховки
Штриховка под 45 градусов помогает более надежно закрепить поршневые кольца.Опять же, он работает для смазки маслом, направляющих клапанов, отверстий под подшипники кулачков, отверстий под поршневые пальцы и т. Д. Этот инструмент может помочь вам успешно добиться стабильной обработки плато и штриховки без помощи профессиональных механиков.
Speedy Performance
В отличие от моего любимого инструмента YOTOO hone, у этого есть большая скорость. Его максимальная скорость вращения составляет до 800 об / мин, что больше, чем у любого инструмента для хонингования цилиндров, о котором я упоминал в своем обзоре. Итак, для тех, кто хочет высокой производительности, вы знаете, к какому из них обратиться!
Good
Я был очень впечатлен его скоростью 800 об / мин.Эта машина, произведенная в США, предлагает широкий выбор комбинаций для выбора типа абразива и зернистости. Опять же, его способность выполнять последовательную обработку плато и штриховку на внутренней части цилиндра просто безупречна. Он также может чисто удалить заусенцы, что действительно полезно.
The Bad
Тип зерна — 120. Таким образом, те, у кого цилиндр двигателя требует 220 или больше, таких как поршневые кольца из молибдена, не смогут использовать это.
3. Заточка тормозного цилиндра ABN — лучший бюджет для цилиндра малого двигателя
Основные характеристики:
- Отверстия для удаления остекления: 1.Диаметр 25-3,5 дюйма
- Количество зерен: 3
- Тип зерна: 220
- Длина камня: 2 дюйма
- Материал: Карбид
Дополнительные характеристики: Самоцентрирующийся вал, гайка регулировки натяжения пружины, простота использования
ОБЩАЯ ИНФОРМАЦИЯ: 9,7 из 10
Самоцентрирующийся вал
Если у вас небольшой двигатель, этот инструмент — все, что вам нужно.Не позволяйте маленькому размеру вводить вас в заблуждение. Изготовленный из высококачественного карбида металла, он отличается максимальной прочностью, долговечностью и долговечностью. Гибкий вал обеспечивает самоцентрирование инструмента для хонингования поршневого тормоза для увеличения скорости и маневренности.
Жесткий хонинговальный брус
Трехкамерный брусок имеет среднюю зернистость 220, поэтому он полирует любые наросты глазури. Вдобавок ко всему, благодаря самоцентрирующемуся валу он создает равномерную и последовательную штриховку, которая сохраняет внутреннюю часть цилиндра смазанной.
Простота использования
Пользователи высоко оценили простоту использования этой машины. Вы можете легко отрегулировать давление на поверхность для лучшего контроля и максимальной эффективности. Пружина и регулировочная гайка с накаткой помогают точно настроить давление. Опять же, он совместим с электрическими дрелями.
The Good
Мне очень понравилось, насколько маленький, компактный, но такой жесткий этот инструмент. Это довольно простой инструмент для заточки цилиндров небольшого двигателя без каких-либо наворотов.Три камня с зернистостью 220 превосходно справляются со своей задачей без излишнего съема материала. Учитывая его невысокую цену, стоит попробовать.
Плохой
Есть некоторая вибрация. Однако, поскольку инструмент является самоцентрирующимся, это не вызывает особых проблем.
4. Brush Research FLEX-HONE — Прецизионный контроль параметров отделки
Основные характеристики:
- Отверстия для удаления остекления: Диаметр 3,5 дюйма
- Максимальный размер зерна: 120
- 9045 Скорость вращения: 700 об / мин
Дополнительные характеристики: 10 типов абразива, 11 вариантов зернистости, штриховка и пластина, удаление заусенцев
ОБЩИЙ РЕЙТИНГ: 9.7 из 10
Разнообразные варианты
Этот Flex-Hone предлагает на выбор десять типов абразивов, включая оксид алюминия, карбид бора, карбид кремния и даже алмаз. Это позволяет адаптировать инструмент для улучшения отделки любого основного материала. Чтобы точно контролировать эти параметры чистовой обработки, можно выбрать один из одиннадцати различных вариантов зернистости.
Пластины с перекрестной штриховкой
Этот инструмент для размыкания глазури способен создавать масляную перекрестную штриховку и настоящую пластинчатую поверхность без порезов, разрывов и складок металла.В результате он гарантирует быструю посадку колец, лучший контроль масла, снижение просачивания в гидравлических и пневматических системах.
Следует отметить, что он также обеспечивает улучшенные уплотняющие характеристики и длительный срок службы уплотнения.
Удаление заусенцев с перекрещивающимися отверстиями
Этот инструмент для затачивания не только создает образцы перекрестной штриховки или разрушает налет глазури, но также эффективно удаляет заусенцы. Он может снимать заусенцы с просверленных отверстий, радиуса порта и сглаживания кромок.
The Good
Режущее действие этого точильного станка довольно быстрое.Их обслуживание клиентов превосходное. Если вы не уверены в подходящем для себя размере, просто выбейте их и проконсультируйтесь по этому поводу. Пользователи прокомментировали, что он делает то, для чего он предназначен, и поделились фотографиями, на которых видны идеальные следы шлифовки с истинным финишем.
The Bad
Есть некоторые жалобы на то, что некоторые покупатели получили продукт с непостоянным размером шарика. Однако вы можете просто попросить замену или возврат, если полученный товар вас не устраивает.
5. Weiler 34289 Crossflex — Щетка для тяжелых условий эксплуатации
Основные характеристики:
- Размер зерна: 320
- Диаметр щетки по внутреннему диаметру: 5 дюймов
- Максимальный диаметр: карбид кремния Скорость вращения: 600 об / мин
Дополнительные характеристики: Удаление тяжелых заусенцев, гибкий нейлоновый шток, равномерная штриховка
ОБЩАЯ РЕЙТИНГ: 9.7 из 10
С зернистостью 320 и диаметром 5 дюймов, это сверхпрочный гибкий хон для цилиндров двигателя. Итак, если у вас есть гоночный автомобиль или автомобиль с высокими характеристиками, вам следует подумать о покупке именно этого.
Желаемая шероховатость поверхности
Независимо от того, являетесь ли вы профессиональным механиком или энтузиастом, работающим на выходных, этот инструмент подходит для вас, предлагая широкий диапазон зерен и размеров. Он способен производить идеально выполненную однородную штриховку на поверхности независимо от того, из какого материала сделан основной материал.Благодаря использованию материала из карбида кремния эта машина достигла превосходной прочности по сравнению с другими щетками с внутренним диаметром.
Гибкий нейлоновый стержень
Абразивный шарик соединен с концами гибких нейлоновых нитей. Каждый из них имеет независимую подвеску, поэтому этот хонинговальный инструмент обеспечивает истинное центральное вращение, самовыравнивание по отверстию и самокомпенсацию любого износа. Этот нейлоновый стержень равномерно распределяет давление, образуя равномерную штриховку.
Удаление тяжелых заусенцев
Удаление заусенцев является более важным, чем вы думаете, поскольку оно может нарушить бесперебойную работу, если не будет выполнено безупречно. Эта машина оснащена увеличенной щеткой, которая способна удалять даже самые тяжелые заусенцы. Таким образом, он превосходит стандартные щетки с нейлоновой трубкой, оставляя гладкую и ровную поверхность без металлических заусенцев.
The Good
Использование нейлонового стержня заметно, поскольку оно обеспечивает исключительный баланс кисти. Сменные камни с зернистостью 320 способны создавать идеальные отметины для точной посадки поршневых колец и удерживать масло для смазки в цилиндре сгорания.Благодаря своей сверхпрочной конструкции он гарантированно будет иметь более длительный срок службы, чем аналогичные продукты, представленные на рынке, что позволит вам сэкономить деньги, чтобы купить новый для каждого использования.
The Bad
Честно говоря, я не нашел в нем ничего, что мне не нравилось. Это сверхмощный точильный станок для мощного автомобиля, который фантастически выполняет свою работу.
Как использовать инструмент для хонингования цилиндров?
Для этого процесса вам понадобится инструмент для гибкого хонингования, щетка для хонингования, масло для гибкого хонингования и совместимая электрическая дрель.
Перед тем, как начать процесс, необходимо смазать как хонинговальный станок, так и внутреннюю поверхность цилиндра. Обильно смажьте их маслом, потому что вы собираетесь тереть абразивные камни о стенки цилиндра. Рекомендуемые инструкции и интервалы хонингования см. В руководстве пользователя. Вы можете найти электронную копию руководства, если вы потеряли печатную копию.
Теперь выберите низкую скорость, вам нужно всего лишь, чтобы она вращалась в диапазоне 500-1200 об / мин. погладить его быстро. Цель состоит в том, чтобы сделать штриховку под углом 45 градусов.Достаточно 6 ударов. Очистите его щеткой и горячей мыльной водой. Промойте и оставьте сушиться. После этого нанесите тонкий слой масла, чтобы предотвратить окисление.
Если вы владелец велосипеда, вам может быть интересно, как отточить цилиндр мотоцикла? Что ж, вышеупомянутые советы по хонингованию цилиндра применимы и к цилиндру мотоцикла.
Те, у кого нет дрели, могут спросить, а как заточить двухтактный цилиндр вручную? Хотя я не рекомендую делать это от руки, вы можете следовать тому же процессу.Вы должны быть быстрыми и осторожными при нанесении штрихов, так как вам нужен образец штриховки под 45 градусов.
Какую зернистость использовать для заточки цилиндра?
Для разных колец требуется разная зернистость. Например, для колец с молибденовым покрытием требуется 280 камней, тогда как для чугунных или хромированных колец требуется 220 камней со средней зернистостью. Для старых чугунных поршневых колец будет достаточно зернистости 120. Опять же, если это гоночный автомобиль с молибденовыми кольцами, вам потребуются песчаные камни размером от 320 до 400.
Часто задаваемые вопросы (FAQ)
1. Увеличивает ли цилиндр при хонинге?
Хонингование — это процесс механической обработки, при котором на внутренней поверхности цилиндра наносится штриховка. Также он избавляется от отложений глазури. В процессе растачивания диаметр увеличивается, а не при хонинговании. Таким образом, несколько ходов шлифовки не увеличат его, и потребуется поршневое кольцо большего размера.
2. Можно ли заточить цилиндр вручную?
Да, хонингование можно проводить вручную, без использования сверлильных станков.Даже на фабриках это делается вручную, поэтому нет проблем, если вы сделаете это вручную. Однако я лично рекомендую использовать машину, чтобы получить ровную и ровную поверхность. Кроме того, он безупречно выполняет удаление заусенцев.
3. Какую смазку использовать при хонинговании цилиндра?
Хонингование требует большого количества смазки, потому что вы собираетесь тереть абразивные камни о стенки цилиндра. Итак, перед началом процесса используйте моторное масло массой 10-30 г. Вы можете использовать масло BRM для гибкого хонингования, специально созданное для этой цели.Если вы работаете с гидравлическим тормозным цилиндром, используйте вместо него гидравлическую тормозную жидкость.
4. Насколько можно заточить цилиндр?
6 ходов на каждый цилиндр идеально подходят для их хонингования. Не забудьте сделать штриховку под 45 градусов.
Bottom Line
Итак, какой инструмент для гибкого шлифования вы собираетесь купить? На мой взгляд, YOTOO Hone Tool — лучший из них, обладающий всеми функциями премиум-класса. Brush Research flex hone предлагает широкий выбор абразивных материалов и зерен. ABN Brake Cylinder Hone — самый доступный по цене, использовать который очень просто.
Если другой упомянутый продукт в моем списке соответствует вашим требованиям, вы можете воспользоваться им, не задумываясь.
Сопутствующие товарыКак отточить цилиндры дома с помощью Flex-Hone
Project Firebolt стремительно продолжается, дорогие читатели. В прошлые праздничные выходные мы с Тоддом ворвались в старую мельницу BSA Hornet, которую я подобрал, чтобы провести полную проверку и капитальную чистку.Одной из частей, которые отчаянно нуждались в обновлении, были цилиндры. Они были грубыми и в своем состоянии совершенно непригодными для использования. Но у меня был план. Умный план, который включал дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone от Brush Research Manufacturing — это супер простой и легкий в использовании инструмент для сглаживания / удаления заусенцев / хонингования, используемый для очистки цилиндров, которые требуют небольшой очистки, но не требуют полной переточки.Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити. Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Шаг 1. Выберите оружие
И вот оно!
240 зерен полировальной ярости.
Flex-Hone бывают самых разных размеров, стилей и крупности. Глобулы сделаны из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама , и т. Д. — и комбинации практически бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень кстати. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал простой средний 3,25-дюймовый инструмент с шариками из карбида кремния зернистостью 240.Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования. Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Шаг 2: Mise en Place
Разберитесь в беспорядке.
Теперь, когда у вас есть модный новый Flex-Hone, собирайте все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное хонинговальное масло BRM, потому что я любитель модных брюк и рекламы.Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо дрели с батарейным питанием. Что-то вроде этого старого, 80-х годов Milwaukee Magnum обладает желаемым ворчанием и скоростью, крепче захватывает инструмент ручным патроном, а его скорость легче контролировать. Ваш пробег, конечно, может отличаться.
Шаг 3. Подготовка детали
Брутто.
Готовы к заточке!
Цилиндры Project Firebolt были противные . У них был красивый слой ржавчины на поверхности, они были заметно потрепаны и потрескались.Я хотел очистить и отточить их, прежде чем даже пытаться их измерить. Получить точные показания манометра гораздо проще с гладким и чистым отверстием, чем с неровным и ржавым. Подготовить цилиндры было довольно просто. Как только деталь была зажата в моих тисках, я нанес обильное покрытие специального хонинговального масла на цилиндр и немного сбрызнул инструмент для большей точности. Установив Flex-Hone на сверло и тщательно смазав цилиндр, я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOOOONE
Отточен (наверное) до совершенства.
К сожалению, здесь нет фотографий фактического хонингования, так как мои руки были заняты, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное маслом отверстие. Вам нужно в течение одной минуты вводить и вынимать гибкую шлифовальную головку из отверстия, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.По истечении минуты извлеките Flex-Hone , все еще вращающий , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в цилиндре и не вставляйте тот, который не вращается.
Шаг 5: Время купаться!
♪ ♫ Я вымою эту грязь …
… прямо из моих отверстий ♫ ♪
После того, как ваши отверстия будут тщательно заточены, они будут покрыты жидкостью из масла, металла и песка от инструмента. Лучший способ справиться с этим — хорошая теплая ванна. Используя смесь горячей воды и простого мыла для посуды, я намылил цилиндры и промыл их тряпкой.Итак, я сделал это в своей ванне, что привело к ужасному беспорядку, так что имейте в виду. Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6:
Осмотр и смазкаА теперь посмотрим, что мы сделали.
Вот и все! Теперь у вас есть только что отточенные цилиндры, и пора заканчивать. Внимательно посмотрите на свою работу.Вам нужны блестящие отверстия и красивый, плотный узор с перекрестной штриховкой. Этот узор с перекрестной штриховкой помогает кольцам цепляться за стенки цилиндра и гарантирует, что масло попадет туда, где нужно, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша перекрестная штриховка не совсем подходящая, вам, возможно, придется выполнить еще один проход. Если все в порядке, покройте отверстия красивым тонким слоем моторного масла, чтобы защитить вашу работу и предотвратить внезапную ржавчину.
Развязка
Готов к переустановке.
В общем, этот проект занял у меня около часа, когда я все собрал. Это было легко сделать с помощью основных механических инструментов, которые у меня были (кроме самого Flex-Hone, конечно, который я должен был заказать), и очистить эти неприятные цилиндры. Честно предупреждаю, что на самом деле часть процесса хонингования, часть с сверлом, маслом и прядильным инструментом, чрезвычайно беспорядочная, грязная. Он разбрасывает грязный, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне.Так что, знаете, пара тряпок и инструменты — хорошая идея.
Если вы хоть немного разбираетесь в гаечном ключе, комфортно разбираясь в двигателях, вы можете сделать это полностью. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите некоторые видео BRM, и все будет готово. Удачи!
Как отточить цилиндр мотоцикла или квадроцикла с помощью Flex-Hone
При непрерывном использовании цилиндр в двигателе становится гладким из-за повторяющихся движений поршня (аналогично эффекту полировки).Это в конечном итоге помешает двигателю правильно герметизироваться, потому что масло соскальзывает с поверхности. Кроме того, если вы восстанавливаете двигатель, вам может потребоваться удалить заусенцы со стенок цилиндра, которые в противном случае могут привести к дорогостоящим повреждениям. В любом случае Flex-Hone — это специальный продукт, который очищает внутреннюю часть цилиндра, создавая идеальную поверхность для удерживания смазочного масла.
Восстановление стенки цилиндра двигателя мотоцикла или квадроцикла с помощью Flex-Hone
Flex-Hones выглядят необычными инструментами, но их действительно несложно использовать, если у вас есть соответствующее оборудование и ноу-хау.Чтобы убедиться в этом, просто посмотрите видео, представленное здесь. Вы также можете прочитать письменные инструкции под ним, если хотите.
С чего начать
После снятия двигателя можно приступать к заточке цилиндра. Мы предпочитаем использовать Flex-Hone. Идеально подходит для удаления заусенцев и остекления стенок цилиндров двигателя. Flex-Hone можно использовать как со стальными цилиндрами, так и с цилиндрами с покрытием Nikasil на 4-тактных или 2-тактных двигателях. (С Никасилом вам просто нужно принять дополнительные меры предосторожности.Цель состоит в том, чтобы удалить глазурь и нагар, не повредив покрытие. Достаточное количество масла Flex-Hone при кратковременном использовании хонинга вполне подойдет.)
Помимо Flex-Hone, есть еще несколько вещей, которые должны быть у вас под рукой.
Хотя есть некоторые специальные смазочные материалы, предназначенные для таких вещей, как стенки двигателя, многие смазочные материалы работают. Например, если у вас уже есть WD-40, это отлично работает.
Flex-Hone и чистящая щетка бывают разных размеров.При заказе убедитесь, что вы выбрали правильный размер для вашего цилиндра. Они сконструированы так, чтобы быть немного больше внутреннего диаметра вашего цилиндра для максимальной эффективности. Если вы заказываете Flex-Hone в Rocky Mountain ATV / MC, вы можете указать марку, модель и год своей машины, чтобы легко определить, какой размер подходит для вашего велосипеда или квадроцикла.
Не забудьте проконсультироваться в руководстве по обслуживанию о конкретных процедурах хонингования вашего станка, а также о том, как часто рекомендуется затачивать цилиндры.
Подготовьте рабочее место.
- Снимите цилиндр.
- Присоедините к сверлу инструмент Flex-Hone.
- Убедитесь, что у вас есть безопасная рабочая среда, где вы сможете нанести необходимое масло и смазку.
Нанесите масло Flex-Hone.
- Нанесите масло на инструмент Flex-Hone. Обильно нанесите, чтобы было достаточно.
- Нанесите масло Flex-Hone также на стенку цилиндра.
Начните прядение Flex-Hone.
- Вам нужно начать прядение Flex-Hone до того, как вы когда-нибудь вставите его в цилиндр.
- Это относительно медленное вращение. Вы стремитесь к 500–1200 об / мин.
- Не используйте пневматические инструменты.
Вставьте Flex-Hone в цилиндр.
- Перемещайте Flex-Hone вперед и назад, чтобы охватить все части стенки цилиндра.
- Достаточно провести по цилиндру достаточно долго, чтобы снять с него заусенцы.5-20 секунд должно быть достаточно.
- Держите кисть постоянно вращающейся, когда вы вводите и вынимаете ее из цилиндра, чтобы создать узор перекрестной штриховки.
Очистите цилиндр.
- Используйте горячую воду, мыло и щетку для очистки цилиндров.
- После тщательной промывки и ополаскивания вытрите насухо.
Смажьте стенку цилиндра.
- Нанесите тонкий слой масла на цилиндр. Это поможет предотвратить окисление.
Результат
Вот как должна выглядеть стенка вашего цилиндра, когда вы закончите:
По сути, у вас должна получиться штриховка крошечных канавок под углом 45 ° на поверхности стенки цилиндра.
Заштрихованный рисунок позволяет новым кольцам лучше сидеть, но он также помогает при смазке. Канавки под углом 45 ° способны эффективно удерживать масло, не вызывая значительного повреждения поршневого кольца.
Все готово
Хонингование цилиндра несложно, и когда вы закончите, ваш двигатель сможет работать намного лучше. Если у вас еще нет Flex-Hone, возьмите его сегодня же. (Не забывайте, что когда вы заказываете ATV / MC в Rocky Mountain, выбрать нужный размер будет просто, если вы введете марку, модель и год своей машины.)
Вы нашли это руководство полезным? Поделитесь им с друзьями в социальных сетях или по электронной почте.
.