


Хонинговальный станок для цилиндров — 3MB9817 Производитель, Поставщики, Заводы и Компания
Происхождение : Азиатско-Тихоокеанский регион: Китай
HSCклассификация : Машины& Электроника Станки для обработки металла 8459 Станки для сверления, растачивания, фрезерования и т. Д.
Профиль продукта : цилиндрический хонинговальный станок
цилиндрический хонинговальный станок
Стол станка может сдвигать смену приспособления на 0, 30 и 45 градусов
Обратная точность 0-0,4
станок для хонингования цилиндров 3МБ9817
3MB9817 в основном используется для хонингования цилиндров однорядных двигателей и цилиндров V-образных двигателей автомобилей, мотоциклов и тракторов, а также для отверстий в других элементах машин.
-Стол станка может смещать смену приспособления на 0, 30 и 45 градусов
-Стол станка легко поднимается и опускается вручную на 0-180 мм.
-Обратная точность 0-0,4 мм
-Выберите степень сетки-проволоки 0-90 или не-сетку-проволоку
Модель | 3MB9817 | 3MB9808 |
Максимум. | 25-170 мм | 25-82 мм |
Максимальная глубина отточенного отверстия | 320 мм | 200 мм |
Скорость вращения шпинделя | 120, 160, 225, 290 об / мин | 200; 280 об / мин |
Инсульт | 35, 44, 65 с / мин | 19; 27 с / мин |
Мощность главного двигателя | 1,5 кВт | 0,55 кВт |
Мощность двигателя охлаждающего насоса | 0,125 кВт | 0,09 кВт |
Машина работает внутренние размеры полости | 1400×870 мм | 600×380 мм |
Габаритные размеры мм | 1640x1670x1920 | 600x850x195 |
Вес машины | 1000 кг | 500кг |
 диаметр хонингованного отверстия
диаметр хонингованного отверстияHot Tags: станок для хонингования цилиндров- 3mb9817, производитель, поставщики, фабрики, компания, высокое качество
Хонинговальные станки для изготовления гидравлических цилиндров
Хонинговальные станки «WSKhoningtech»Высокопроизводительные хонинговальные станки WSK, изготовленные по современным технологиям на Южно-Корейском производстве, можно купить в российской компании Гидроласт. Данное оборудование используется практически во всех отраслях народного хозяйства и промышленности. Хотинговые станки можно увидеть при изготовлении автомобилей, на добыче нефти и газа, в создании космических и аэродинамических устройств, а так же в энергетическом машиностроении, приборостроении.
Данное оборудование используется практически во всех отраслях народного хозяйства и промышленности. Хотинговые станки можно увидеть при изготовлении автомобилей, на добыче нефти и газа, в создании космических и аэродинамических устройств, а так же в энергетическом машиностроении, приборостроении.
Особенностью хонинговальных станков WSK является высокая скорость обработки, а так же точность позиционирования, исключительная надежность, которая осуществляется за счет использования качественных механических и электронных комплектующих европейских компаний таких, как THK, Timken, SKF, Fanuc, Siemens, Mitsubishi, Fagor. В этих фирмах работают по принципиально новым проектам, которые позволяют им быть лидерами в конструкции и компоновке, а так же применяются только самые современные средства контроля на производстве.
Высокопроизводительные хонинговальные станки являются основой для создания надежных гидравлических цилиндров, со своей стороны мы осуществляем поставки различных объемов на горизонтально хонинговальные станки, которые применяются для производства труб гидроцилиндров.
Основное описание и функции
Эта модель хонинговальных станков выпускается специально для создания труб для гидроцилиндров (так же для работы с глухими отверстиями). Принцип их работы состоит в том, что путем предварительного (грубого) хонингования и добавочного хонингования достигается особая точность и минимальные степени шероховатости. Исходный материал, который применяется в обработке на данном станке,состоит из нескольких частей — 20 сталь, 45 сталь, 30 ХГСА, 40Х и ковкий чугун.
У станка имеются основные рабочие детали: система управления, система фиксации, шпиндель, система подачи, а также система и охлаждения.
Технические характеристики
- У обрабатываемой поверхности внутренний диаметр может быть от 30 мм до 500 мм;
- На внешнем диаметре станок работает от 35 мм до 560 мм;
- Наибольшая длина рабочей поверхности: 10 000 мм;
- Тип шпиндельной бабки: электрический 50Гц, 380В, 50-480 об/мин.
 ;
; - Скорость движения шпинделя: 10-350 об./мин. (применяется бесступенчатая регулировка скорости, мощность двигателя — 11 кВт)
- Максимальная скорость хода: 4-20 м/мин. (используется бесступенчатая регулировка скорости, мощность двигателя — 4.5 кВт)
- Особая система охлаждения и фильтрации СОЖ (двухступенчатый фильтр с четкостью до 30 мкм)
- Охлаждающая способность станка: 100 л/мин.
- Исходный цвет станка: серый
Параметры допустимой температуры от -20C до 40C
Высота установки оборудования менее 1200 м
Допустимая влажность менее 95%
Оборудование используетсяся в крытых помещениях.
Источник электропитания: AC 380(+/-38) V, 50 (+/-1) Гц, 3фазный.
Описание конструкции
Рабочая зона станка
Корпус хонинговального станка состоит из металлического каркаса, шпиндельной бабки, внешнего щита управления и системы возвратно-поступательного движения. Стальной каркас выполнен из прочных прямоугольных труб, которые приварены друг к другу, а охладительная система находится в центральной части станка. На корпусе по сторонам имеются два линейных направляющих ролика, а гидравлика смонтирована у корпуса линейного роликоподшипника. Имеются два выключателя прикреплены с правой стороны на линейный направляющий ролик. Это полностью исключает перемещение системы скольжения за пределы нужной позиции.
Стальной каркас выполнен из прочных прямоугольных труб, которые приварены друг к другу, а охладительная система находится в центральной части станка. На корпусе по сторонам имеются два линейных направляющих ролика, а гидравлика смонтирована у корпуса линейного роликоподшипника. Имеются два выключателя прикреплены с правой стороны на линейный направляющий ролик. Это полностью исключает перемещение системы скольжения за пределы нужной позиции.
Конструкция шпинделя основана на электродвигателе,изготовленным в США в компании Renxord motor. Он легко комбинируется с приводом шпинделя и по средствам этого достигается максимальная эффективность силы резания и крутящего момента. Данный механизм легко регулируется оператором, а электронная тормозная система легко снимает царапины на поверхности гидравлического цилиндра. Когда деталь готова, хон появляется из отверстия путем системы скольжения.
Система подачи
Структура подачи в основном состоит из сервопривода, преобразователя и шарикового винта.
Система фиксации
Гидравлические цилиндры,у которых внешний диаметр регулируется с помощью зажимов со стандартными размерами от 30 мм и до 560 мм. Если фиксация происходит с помощью цепи, то деформация обрабатываемой детали сокращается вдвое. С помощью таблицы пересчета можно отрегулировать высоту обрабатываемой детали.
Панель управления
Панель управления имеет цифровой сенсорный экран, где отображаются все рабочие процессы и стадии их выполнения. Здесь применена система управления Siemens, у которой предусмотрена особая программа хонингования. Такая разработка позволяет настраивать и контролировать давление хонингования, скорость качения, скорость и положение поршней, и т.д. В компании «Гидроласт» эта панель управления изучена досконально и при желании заказчика может быть нами усовершенствованная.
Система охлаждения и фильтрации
Высокопроизводительные хонинговальные станки WSK имеют систему охлаждения и фильтрации. Это прежде всего сетчатый фильтр с точностью 30 мкм и магнитный сепаратор. У этого оборудования используется технология внутреннего распыления и система фильтрации и охлаждения с резервуаром на 350 мл и он эффективно срабатывает сразу же после завершения процесса хонингования.
Стандартный ряд легких горизонтально-хонинговальных станков
| Модель | WSK-2000 | WSK-3000 | WSK-4000 | WSK-5000 | WSK-6000 | WSK-8000 | WSK10000 |
| Внутренний диаметр трубы, мм | 25-500 | 25-500 | 25-500 | 25-500 | 25-500 | 25-500 | 25-500 |
Макс. Диаметр, мм Диаметр, мм | 600 | 600 | 600 | 600 | 600 | 600 | 600 |
| Скорость шпинделя, 50-480 об./мин. | 50-480 | 66-330 | 66-330 | 66-330 | 66-330 | 66-330 | 66-330 |
| Двигатель шпинделя, кВт | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Скорость подачи, м/мин. | 4-20 | 1-40 | 1-40 | 1-40 | 1-40 | 1-40 | 1-40 |
| Двигатель подачи, кВт | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 |
| Насос охлаждения, л/мин. | 38 | 38 | 38 | 50 | 50 | 50 | 50 |
Время настройки, мин. | 15-20 | 15-20 | 15-20 | 15-20 | 15-20 | 15-20 | 15-20 |
| Максимальная обрабатываемая длинна, мм | 2000 | 3000 | 4000 | 5000 | 6000 | 8000 | 10000 |
| Объем бака охлаждения, л | 300 | 300 | 300 | 500 | 500 | 500 | 500 |
| Максимальный вес заготовки, кг | 600 | 600 | 600 | 600 | 600 | 800 | 800 |
| Габаритные размеры | |||||||
| Длинна, мм | 6200 | 8200 | 10200 | 12700 | 14700 | 18700 | 22700 |
| Ширина, мм | 1200 | 1200 | 1200 | 1500 | 1500 | 1500 | 1500 |
| Высота, мм | 1650 | 1650 | 1650 | 1650 | 1650 | 1650 | 1650 |
| Вес, кг | 2200 | 2600 | 3000 | 3800 | 4200 | 5000 | 5800 |
Любой вопрос по Горизонтально-хонинговальным станкам, Вы можете задать нашему специалисту по телефону: 8 800 333 16 25.

Станок comec lev125 для хонингования цилиндров | Автомобилестроение в Саратове — Машиностроение на Gde.ru
СТАНОК COMEC LEV125 ДЛЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ ГИДРАВЛИЧЕСКИЙ ОТ ГЕНЕРАЛЬНОГО ДИСТРИБЬЮТОРА COMEC НА ТЕРРИТОРИИ РОССИИ Покупайте без посредников по низкой цене! Доставка по всей России, отгрузка в день оплаты.
СПЕЦИАЛЬНЫЕ УСЛОВИЯ ПОСЕТИТЕЛЯМ САЙТА ГДЕ.РУ! ЗВОНИТЕ, ЧТОБЫ УЗНАТЬ ПОДРОБНОСТИ!
Новое оборудование в наличии на складе! Отгрузим с ближайшего к вам склада. Средний срок доставки по РФ от 1 до 3х дней. Гарантия на все позиции ассортимента до 24 месяцев! Готовые комплекты со скидкой до 10%
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Быстрый зажим
Пульт управления
Регулятор ограничителя хода
Система охлаждения
Защитный кожух
ПРЕДОСТАВЛЯЕМ ВОЗМОЖНОСТЬ ПРИОБРЕТЕНИЯ ОБОРУДОВАНИЯ В КРЕДИТ, РАССРОЧКУ И ЛИЗИНГ НА ВЫГОДНЫХ УСЛОВИЯХ!
Кредит от 16% годовых. Без первоначального взноса.
Лизинг с ставкой от 6%. Срок от 1 до 5 лет. Аванс от 20%.
Более 30 компаний партнеров по лизингу. Можем работать с любой по вашему выбору.
КОРОТКО О НАШЕЙ КОМПАНИИ:
1. Компания «Центр технического оборудования» — Федеральный поставщик автосервисного и шиномонтажного оборудования напрямую с заводов России, Китая, Германии, Турции, Италии и других стран-производителей.
2. Более 10747 наименований товаров для автосервисов и шиномонтажных мастерских с доставкой по всем городам России и странам СНГ. Посмотрите весь наш ассортимент на странице компании
3. Мы являемся официальными дилерами брендов: Trommelberg, Nordberg, Sivik, Hunter, Hofmann, Sicam, Launch, Техновектор, AE&T, Giuliano и других.
4. Производим монтаж оборудования, гарантийный и пост гарантийный ремонт оборудования. Специалисты сертифицированы заводом — производителем.
5. Собственный склад новых и бу запасных частей недорого, насчитывающий более 1000 позиций.
ЗВОНИТЕ И ЗАКАЗЫВАЙТЕ ПРОДУКЦИЮ COMEC напрямую от Генерального Дистрибьютора. С нами удобно и приятно работать. Гарантированная помощь на любом из этапов работы с нашей компанией. Купить СТАНОК COMEC LEV125 ДЛЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ ГИДРАВЛИЧЕСКИЙ с гарантией лучшей цены!weight: 0
С нами удобно и приятно работать. Гарантированная помощь на любом из этапов работы с нашей компанией. Купить СТАНОК COMEC LEV125 ДЛЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ ГИДРАВЛИЧЕСКИЙ с гарантией лучшей цены!weight: 0
Станки ROBBI:расточные,горизонтально-расточные,для хонингования цилиндров
Итальянская компания ROBBI S.p.A., опыт работы которой насчитывает уже более 75 лет, входит в тройку мировых лидеров производства прецизионного оборудования для ремонта головок и блоков цилиндров, коленчатых валов и шатунов. Оборудование фирмы ROBBI работает на заводах ведущих производителей различной техники, в ремонтных мастерских и автосервисах всех стран мира. О популярности и качестве оборудования ROBBI говорит тот факт, что оно рекомендуется для ремонта двигателей ведущими производителями тяжелой техники Caterpillar и Comatsu.Расточные станки для блоков цилиндров
Литая чугунная станина и мощные двигатели обеспечивают более высокую точность и производительность по сравнению с машинами аналогичного класса. Все двигатели имеют плавную регулировку скорости вращения, есть плавно переменная подача стола и возможность установки фрезерной головки для фрезерования, большой выбор шпинделей и приспособлений, включая шлифовальное и хонинговальное. Легкость позиционирования и центрирования шпинделя делает работу легкой и быстрой.
Все двигатели имеют плавную регулировку скорости вращения, есть плавно переменная подача стола и возможность установки фрезерной головки для фрезерования, большой выбор шпинделей и приспособлений, включая шлифовальное и хонинговальное. Легкость позиционирования и центрирования шпинделя делает работу легкой и быстрой.
Горизонтально-расточные станки
Позволяют растачивать постели коленвала и распредвала в головках и блоках цилиндров диаметром 23-200 мм и длиной до 3200 мм. Плавная регулировка частоты вращения шпинделя, регулировка положения расточной бабки в поперечном направлении, удобные центроискатели, эффективная система смазки и хромированные борштанги с чугунными подшипниками обеспечивают быструю и точную работу станка в течение десятилетий.
Станки для хонингования цилиндров
Позволяют хонинговать любые цилиндры диаметром 31-300 мм и длиной до 800 мм. Представлены моделями с ручной и автоматической подачей абразивных брусков на разжим, в том числе, с плавным электронным регулированием частоты вращения и подачи, электронным регулированием вертикальной подачи хонголовки и подачи брусков на разжим, с электронной индикацией параметров и с продольным и поперечным перемещением стола. Большой выбор универсальных и специальных многобрусковых (5-6 брусков) хонинговальных головок с регулировкой конуса обеспечивает точное хонингование любых отверстий.
Большой выбор универсальных и специальных многобрусковых (5-6 брусков) хонинговальных головок с регулировкой конуса обеспечивает точное хонингование любых отверстий.
Гарантия на оборудование — 12 месяцев. Специализированный моторный центр «АБ-Инжиниринг» совместно с компанией ROBBI дает исчерпывающую информацию о работе оборудования, оказывает помощь в приобретении станков, их оснастки и инструмента, осуществляет гарантийное и послегарантийное сопровождение, подготовку и обучение персонала технологиям ремонта деталей.
Компания «Бриз» — технический представитель «АБ-Инжиниринг» в Украине
3К833 станок хонинговальный полуавтомат вертикальный одношпиндельныйСхемы, описание, характеристики
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат. Назначение и область применения.
Полуавтомат хонинговальный вертикальный 3К833 предназначен для хонингования — окончательной отделки отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях.
Обработка отверстий на станке производится преимущественно алмазными брусками.
Хонинговальный полуавтомат 3К833 может быть использован на авторемонтных и металлообрабатывающих предприятиях.
Полуавтомат 3К833 предназначен для окончательной обработки зеркала цилиндров двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен и других деталей в автомобилестроении, тракторостроении, станкостроении и других областях народного хозяйства.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок 3К833 снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия.
На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента).
Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором. Цикл обработки может включать в себя этап «выхаживание» (прекращение вертикальной подачи), который повышает точность и чистоту обработки.
Обозначение хонинговального станка 3К833
3 — шлифовальный станок (номер группы по классификации ЭНИМС)
К – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий и валов.
Хонингование — это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 — скорость вращения шпинделя
Vо — окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d — диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Габарит рабочего пространства хонинговального станка 3К833
Габарит рабочего пространства станка 3к833
Общий вид хонинговального станка 3К833
Фото хонинговального станка 3к833
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.
 10.000
10.000 - привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Кинематическая схема хонинговального станка 3К833
Кинематическая схема станка 3к833
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Электрическая схема хонинговального станка 3К833
Электрическая схема хонинговального станка 3к833
Схема электрическая хонинговального станка 3К833. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Справочник заводов производителей шлифовальных станков
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Видеоролик.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6. | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833.
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.
 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968 - Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
Прецизионная хонинговальная машина ( precision honing)
Являясь профессиональным производителем и поставщиком хонинговальных станков, наша компания посвятила себя разработке высокопроизводительного оборудования и комплексных решений.
Полуавтоматические горизонтально-хонинговальные станки серии WH были разработаны на основе углубленных исследований нескольких передовых хонинговальных машин со всего мира. Данная серия имеет оптимизированную структуру, улучшенные функции, стабильные характеристики, долгий срок эксплуатации, высокую эффективность и точность хонингования. Станок, оснащенный различными хонинговальными инструментами, может обрабатывать высокопрочную легированную сталь и другие твердые сплавы, а также отверстия в изделиях из мягкой стали, меди и алюминия. Наша машина серии WH может полностью заменить машины SUNNEN 1804/1805, чтобы отточить детали высокой точности.
Хонинговые машины серии HONING WH предназначены для небольших отверстий. Мы поставляем все инструменты из отверстий диаметром 2-100н. таких как соединительные стержни, масляные форсунки, расходомеры для газовых труб, шестерни, поворотные цапфы, малые гидравлические детали, компрессоры и запчасти к компрессорам, небольшие цилиндры и турбокомпрессоры. а также машинных компонентов и деталей с отверстиями.
наши многочисленные стандартные инструменты доступны для многих отверстий, но также мы можем разработать новые инструменты для ваших специальных частей
Для получения более подробной информации о полуавтоматических хонинговальных станках серии WH не стесняйтесь обращаться к нам.
Горизонтально-хонинговальный станок WH-1660
Характеристики
1. Оснащен простыми универсальными прижимами, подходит для всех машинных деталей.
2. Высокая точность размеров обрабатываемого изделия, высокая геометрическая точность.
3. Любая степень шероховатости поверхности изделия.
| Модель | WH-1660 |
| Диапазон диаметров обрабатываемых отверстий | 2-60 мм |
| Скорость вращения шпинделя | 250-2500 об/мин |
| Мощность двигателя главной оси | 1.5 кВт |
| Длина хода | 0-160 мм |
| Скорость хода | 80-300 ход/мин |
| Мощность двигателя хода | 0.75 кВт |
| Мощность двигателя насоса | 0.125 кВт |
| Объем бака для СОЖ | 80 л |
| Габаритные размеры (Д×Ш×В) | 1350×1000×1250 мм |
| Вес-нетто | 480 кг |
| Источник питания | 380В, 50 Гц, 3-фазный |
Горизонтально-хонинговальный станок WH-2004
Характеристики
1. Более высокая мощность и скорость по сравнению с моделью WH-1600.
Более высокая мощность и скорость по сравнению с моделью WH-1600.
2. Электрический регулятор нуля позволяет настроить любые необходимые характеристики.
3. Цельнолитой корпус станка намного прочнее по сравнению с другими моделями.
Технические параметры
| Модель | WH-2004 |
| Диапазон диаметров обрабатываемых отверстий | 2.5-40 мм |
| Скорость вращения шпинделя (преобразователь скорости) | 250-2500 об/мин |
| Длина хода | 10-200 мм |
| Мощность двигателя шпинделя | 1.5 кВт |
| Скорость хода (преобразователь скорости) | 80-400 ход/мин |
| Насос охлаждения | 90 Вт, 25 л/мин |
| Общая мощность | 2.5 кВт |
| Объем бака для СОЖ | 120 л (мин) 130 л (макс) |
| Габаритные размеры (Д×Ш×В) | 1350×1040×1367 мм |
| Вес-нетто | 560 кг |
| Источник питания | 3-фазный, 380В, 50 Гц |
Горизонтально-хонинговальный станок WH-2010
Характеристики
1. Энергоэффективность намного ниже, чем у модели WH-2004.
2. Станок применим к широкому диапазону деталей с небольшими отверстиями.
| Модель | WH-2010 |
| Диапазон диаметров обрабатываемых отверстий | 40-100 мм |
| Скорость вращения шпинделя (преобразователь скорости) | 250-600 об/мин |
| Длина хода | 10-200 мм |
| Мощность двигателя шпинделя | 2.2 кВт |
| Скорость хода (преобразователь скорости) | 80-400 ход/мин |
| Насос охлаждения | 90Вт, 25 л/мин |
| Общая мощность | 3.2 кВт |
| Объем бака для СОЖ | 120 л (мин) 130 л (макс) |
| Габаритные размеры (Д×Ш×В) | 1350×1040×1367 мм |
| Вес-нетто | 560 кг |
| Источник питания | 3-фазный, 380В, 50 Гц |
Частичный вид продукта
продавать в Италию два комплекта машин WH-2004.
Хонинговальные инструменты(Honing tools )
Хонинговальный станок Цилиндрический алмазный вертикальный горизонтальный стальной хонинговальный инструмент
С 1907 года компания Barnes Bore Honing and Finishing Systems считается мировым лидером в разработке новых инновационных технологий и процессов, помогающих производителям повышать производительность, качество и стоимость продукции. Самые ранние хонинговальные станки Barnes были первыми, кто сделал хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров (хонингование цилиндров). По мере роста производственных требований росла и способность Барнса удовлетворять потребности в большей скорости, точности и эффективности.Компания Barnes представила множество новых продуктов и инноваций, в том числе многошпиндельные станки, автоматическую загрузку/выгрузку и транспортировку деталей, автоматические устройства смены инструмента, калибровку деталей в процессе обработки, системы расширения хонинговальных брусков с серводвигателем и чистовую обработку отверстий за один проход. Эта долгая история инноваций завершилась появлением нового поколения станков, инструментов, приспособлений и абразивов, которые обеспечивают повышение точности хонингования и чистовой обработки отверстий, чистоты поверхности, производительности и эффективности, которые были невообразимы всего десять лет назад.
Эта долгая история инноваций завершилась появлением нового поколения станков, инструментов, приспособлений и абразивов, которые обеспечивают повышение точности хонингования и чистовой обработки отверстий, чистоты поверхности, производительности и эффективности, которые были невообразимы всего десять лет назад.
Хонинговальные станки/системы
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка ходовых хонинговальных станков/систем позволяет хонинговать станочные отверстия диаметром от 0,25 до 30 дюймов и длиной отверстия до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Инновации и обслуживание клиентов являются нашими основными целями, Barnes Stroke Honing & Finishing Systems постоянно исследует и разрабатывает новые технологии и оборудование.Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Инновации и обслуживание клиентов являются нашими основными целями, Barnes Stroke Honing & Finishing Systems постоянно исследует и разрабатывает новые технологии и оборудование.Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Однопроходные хонинговальные станки/системы
Линейка однопроходных хонинговальных/чистовых станков Barnes подходит для различных операций однопроходного хонингования. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний.Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Загрузить спецификацию HV1000
Хонинговальный станок для гильз цилиндров, полностью автоматический станок HON 2A
Хонинговальный станок для гильз цилиндров с полностью автоматическим электрическим хонингованием и удалением глазури для восстановления геометрии и структуры поверхности тихоходных гильз
Наш хонинговальный станок HON 2A представляет собой полностью автоматический станок для гильз цилиндров. хонинговальный станок для хонингования на месте больших гильз цилиндров двухтактных двигателей.Машина легко управляется непосредственно на двигателе. С дополнительным удерживающим оборудованием хонинговальный станок можно использовать непосредственно на гильзах вне двигателя. Хонингование исправляет форму лайнера, устраняет задиры и восстанавливает поперечный рисунок поверхности.
HON 2A – характеристики станка
- Для хвостовиков диаметром 500 – 1000 мм
- Простота эксплуатации непосредственно на двигателе
- Может использоваться непосредственно на вкладышах снаружи двигателя с помощью дополнительного крепежного оборудования
- Хонинговальная головка со съемными держателями брусков Система для непрерывных поставок Honting Liquid
- Высокомонтажная мощность:
- Мощный электрический водительский блок
- Мощный электрический подъемник
- Регулируемое камень Давление
- Полностью автоматическая эксплуатация
- Reasshamed Rig:
- Минимизирует время установки
- еще безопаснее
- Одна установка подходит для всех размеров отверстий
- Автоматическое управление ходом входит в стандартную комплектацию
Простой в использовании ручной контроллер
HON 2A имеет простой в использовании ручной контроллер для всех функций и настроек для облегчения хонингование. Синхронизированная электрическая лебедка и блок привода
Синхронизированная электрическая лебедка и блок привода
в сочетании с автоматическим контролем давления бруска повышают эффективность хонингования и обеспечивают регулировку во время хонингования.
Электрическая лебедка и привод
HON 2A имеет электрическую лебедку и привод с синхронизированным движением от контроллера. Интеллектуальный алгоритм точки поворота гарантирует, что во время процесса хонингования в точке поворота не образуется кромка.
Система смазки
Электрическая система смазки управляется ручным контроллером.
Точильные бруски и хонинговальная жидкость
Мы рекомендуем использовать оригинальные точильные бруски Chris-Marine для получения оптимальных результатов шлифования.
Для оптимальной смазки во время процесса хонингования мы рекомендуем наш эффективный концентрат жидкости для хонингования.
Измерение шероховатости поверхности (дополнительно)
Используйте устройство SRM Chris-Marine, чтобы убедиться, что шероховатость поверхности гильзы соответствует спецификациям производителя двигателя.
Узнайте больше о SRM здесь
Узнайте больше о мониторинге состояния и восстановлении цилиндров
Что такое процесс хонингования и какие операции и какие преформы выполняет каждая машина?
Хонинговальные станки представляют собой инструменты для шлифовки металла и процесс с использованием твердых инструментов и скоропортящихся абразивных камней для исправления
- Диаметр
- Форма
- Поверхность
- Позиционные допуски отверстий
Процесс хонингования был разработан для улучшения геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Зачем хонинговать?
Экономичный метод обработки для:
- Удаление приклада
- Генерация требовательных
- Допуски на отверстия
- Полировка канала ствола
- Финишная обработка отверстий практически любого материала, такого как: напыление, CGI, керамика и т. д.
Определение хонингования (процесс):
Процесс хонингования обеспечивает окончательный размер и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Хонинговальные станки выполняют три операции
Во-первых, это процесс удаления припуска, при котором извлекаемый металл извлекается и достигает основного металла.
Во-вторых, создается финишный рисунок, обеспечивающий наилучшую возможную поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразива, хонинговального инструмента типа расточной оправки.Этот тип хонинговального инструмента производит прямое, круглое и неконическое отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленчатого вала двигателя и распредвала. Поскольку размер достигается за один проход, на готовой детали нет штриховки. Регулируемый однозаходный инструмент расширяет хонинговальные бруски с помощью конуса, аналогичного стандартному инструменту. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера.Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера.Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Когда следует выбирать однопроходную оснастку?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, выбирают для различных областей применения, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Высокопроизводительные объемы
- Снижение стоимости на деталь
- Сокращение времени простоя при смене инструмента
- Повторяющаяся точность для допусков на размеры, таких как размер отверстия, круглость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и эльбор).

- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость/объем охлаждающей жидкости
- Охлаждающие жидкости на масляной или водной основе могут использоваться для однопроходного хонингования, хотя масло является наиболее распространенным
Однопроходный процесс хонингования ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, которые производят относительно небольшое количество стружки, например, прерывистые или короткие отверстия. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
Области применения, которые требуют большой длины хонингуемого материала, небольших количеств и/или требуют удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования. Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Почему хонинговальные станки/системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем с ходом позволяет хонинговать отверстия станка диаметром от 0,25 до 30 дюймов и длиной отверстия до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными.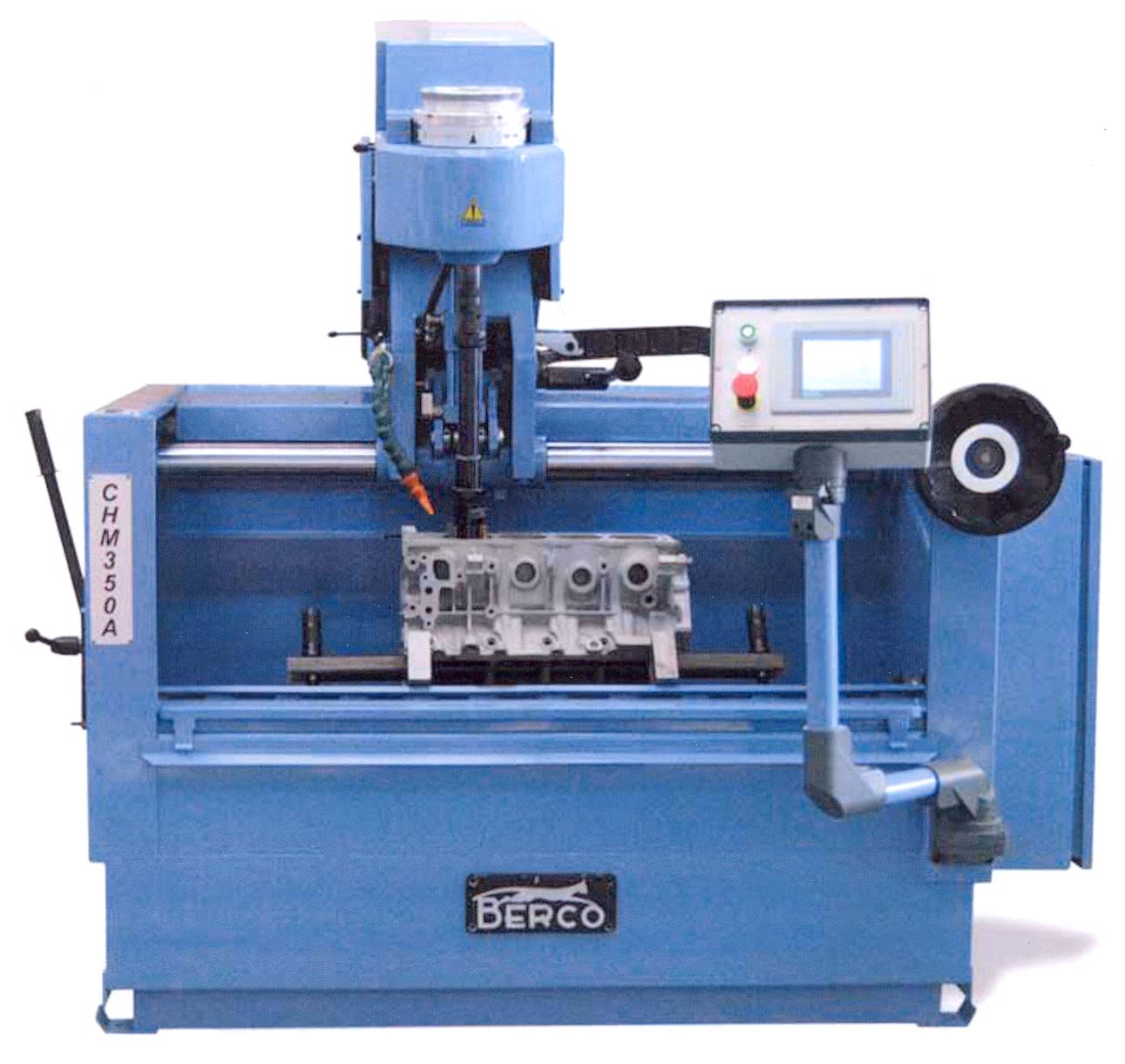 Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Почему однопроходные хонинговальные станки/системы?
Линейка однопроходных хонинговальных/чистовых станков Barnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с минимальными требованиями к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки с одной детали на другую.
Хонингование цилиндров Блок цилиндров Отделка цилиндров: MA, CT, RI, NH, VT, ME, NY, NJ
Современные стандарты становятся все более требовательными
Прогрессивные производители двигателей должны реагировать на динамические изменения в отрасли.Учитывая требования к посадке колец последней модели и разнообразие конфигураций блоков, машинисту нужна универсальность, предлагаемая хонинговальными станками Rottler серии H. Отделка цилиндров становится наукой, поскольку требования продолжают расти. Графическое представление обработки цилиндра, например, отображаемое на кривой Abbott-Firestone, обеспечивает качественный анализ характеристик обработки поверхности. Семейство параметров Rk напрямую отображает характеристики поверхности на заданной длине выборки.
Особенности
Еще одна новинка в отрасли от Rottler
HP6A — это первый автоматизированный цилиндрохонинговальный станок, способный работать в двух автоматических программных режимах.
1. Автоматическая подача камня
Установив количество ходов на подачу в сочетании с общим количеством удаляемого материала, оператор может хонинговать цилиндр полностью без присмотра. Скорость подачи можно регулировать в любое время в процессе хонингования.
2. Автоматическое определение нагрузки
Установив желаемое давление нагрузки в сочетании с общим количеством удаляемых цилиндров, можно точно оттачивать цилиндры по размеру без необходимости присутствия оператора. Впервые в отрасли! Кроме того, в автоматическом режиме на высокой скорости машина настраивается на желаемую скорость, чтобы правильно закончить цилиндр непосредственно перед остановкой. Введите нагрузку в компьютер, и машина автоматически поддерживает это значение, пока заканчивает цилиндр.
Настройка хода очень эффективна при использовании верхнего и нижнего ограничительных рычагов. Система принудительной подачи на машине Rottler HP обеспечивает контролируемое и точное расширение камней.
Компания Rottler отреагировала на динамические потребности современных производителей двигателей, предложив самый простой контролируемый метод чистовой обработки цилиндров. Превратите трудную работу в доллары. Конкретные функции включают:
• Независимые приводы хода и шпинделя
Эффективное достижение желаемой штриховки.Остановитесь в любом месте цилиндра.
• Работа с цифровым управлением
Параметры подачи можно регулировать даже во время работы машины.
• Рычаги зажима блока
Превосходное крепление Rottler позволяет легко закреплять детали без основных линий.
• Бесступенчатая регулировка скорости и подачи
Изменение скорости вращения шпинделя так же просто, как поворот ручки… установите желаемую рабочую скорость.
Точность
Добейтесь непревзойденной точности и контроля с помощью прецизионной хонинговальной головки Rottler для тяжелых условий эксплуатации. Эта система не только обеспечивает превосходную точность, но также эффективна при агрессивном съеме материала. Головка Precision Hone Head была разработана для обеспечения отличной поддержки абразивного инструмента и жесткости.
Эта система не только обеспечивает превосходную точность, но также эффективна при агрессивном съеме материала. Головка Precision Hone Head была разработана для обеспечения отличной поддержки абразивного инструмента и жесткости.
• Обеспечивает превосходную точность
• Быстрая коррекция геометрии отверстия с минимальным снятием припуска
• Агрессивное удаление припуска от .от 004 до 0,012 в минуту
Скорость
• Большая производительность для обработки дизельных блоков
Станок для хонингования цилиндров
Имя*
Компания
Адрес электронной почты*
Телефонный номер
Область* } — Выберите свой вариант — Северная Америка — Служба технической поддержки промышленных смазочных материалов Mobil Центральная Америка — Служба технической поддержки промышленных смазочных материалов Mobil Южная Америка — Служба технической поддержки промышленных смазочных материалов Mobil Европа — Служба технической поддержки промышленных смазочных материалов Mobil Африка — Служба технической поддержки промышленных смазочных материалов Mobil Ближний Восток — Служба технической поддержки промышленных смазочных материалов Mobil Австралия и Новая Зеландия — Служба технической поддержки промышленных смазочных материалов Mobil Китай и Тайвань — Служба технической поддержки промышленных смазочных материалов Mobil Индия — Служба технической поддержки промышленных смазочных материалов Mobil Таиланд, Сингапур и Малайзия — Служба технической поддержки промышленных смазочных материалов Mobil Остальные страны Азиатско-Тихоокеанского региона — Служба технической поддержки промышленных смазочных материалов Mobil
я Существующий клиент Новый клиент
Как мы можем помочь?*
Я даю согласие на обработку компанией ExxonMobil моих персональных данных для отправки мне информации о рекламных акциях, предложениях и предстоящих мероприятиях, включая любую связанную обработку с целью предоставления мне этой информации.
Хонинговальный станок — Поиск стандартов
DIN 8635 — Условия приемки Станок Инструменты ; Вертикальное Хонингование Станки до 500 мм Длина хода1 января 1971 г. — ДИН
Описание для этого товара недоступно.
GME B 440 1025 — Специальное масло хонинговальное25 марта 2015 г. — ГМЭ
Применение: В качестве смазочно-охлаждающей жидкости для хонингования и чистовых операций в двигателях и редукторах.
GME B 440 0985 — ХОНИРОВОЧНОЕ СРЕДСТВОGME
Описание для этого товара недоступно.
HN 1932 — ЖИДКОСТЬ ДЛЯ ХОНИРОВАНИЯХОЛДЕН
Описание для этого товара недоступно.
HN 1933 — ЖИДКОСТЬ ДЛЯ ХОНИРОВАНИЯХОЛДЕН
Описание для этого товара недоступно.
FORD M3C70-A — ХОНИНГ ЖИДКОСТЬ — РАСТВОРИТЕЛЬ1 августа 1985 г. — ФОРД
1.ОБЛАСТЬ ПРИМЕНЕНИЯ: Материал, не подпадающий под действие настоящего стандарта, представляет собой растворитель углеводородного типа с добавлением сульфурированного жира и хлорированного парафина.
13 февраля 1985 г. — ГМЭ
Описание для этого товара недоступно.
GME B 440 1028 — SUPER МАСЛО ДЛЯ ХОНИНГАGME
Описание для этого товара недоступно.
MIL-H-81324 — ХОНИРОВАНИЕ МАШИНА , СУХАЯ, ПОРТАТИВНАЯНПФК
Описание для этого товара недоступно.
MIL-H-45584 — ХОНИНГ МАШИНА , ИЗМЕНЕНИЕ РАЗМЕРА ЦИЛИНДРАНПФК
Описание для этого товара недоступно.
A-A-541 — БЛОК ХОНИРОВКИ , ЦИЛИНДРНПФК
Описание для этого товара недоступно.
OPEL 106 — Оценка Хонингование Качество отверстий цилиндров1 февраля 1979 г. — ГМЭ
1. Область применения Настоящая спецификация должна использоваться для оценки качества хонингования отверстий цилиндров посредством металлографических исследований.
A-A-59394 — ХОНИРОВОЧНЫЙ СТАНОК , ВЕРТИКАЛЬНЫЙ, ОДНОШПИНДЕЛЬНЫЙНПФК
Описание для этого товара недоступно.
НПФК
Описание для этого товара недоступно.
MIL-H-14253 — МАШИНА ДЛЯ ХОНИРОВАНИЯ , ГОРИЗОНТАЛЬНАЯ, ВЛАЖНОГО ТИПАНПФК
Описание для этого товара недоступно.
A-A-59175 — ХОНИРОВОЧНЫЕ СТАНКИ , ГОРИЗОНТАЛЬНЫЕ, ОДНОШПИНДЕЛЬНЫЕНПФК
Описание для этого товара недоступно.
ANSI B11.11 — Станок Инструменты — Требования безопасности для нарезания зубчатых колес и шлицев Станки1 января 2001 г. — B11/СТД
Настоящий стандарт устанавливает требования безопасности при проектировании, изготовлении, эксплуатации и техническом обслуживании (включая монтаж, демонтаж и транспортировку) зуборезных и шлицевых станков (см.1). Требования настоящего стандарта распространяются на станки с одним или несколькими шпинделями…
AGMA 13FTM01 — Силовая обработка цилиндрических зубчатых колес на различных платформах станков 1 сентября 2013 г. — АГМА
— АГМА
Шлифование — это процесс резки, который был впервые запатентован в 1910 году [1] как эффективный процесс изготовления зубчатых колес с внутренним зубчатым венцом. Как и , хонингование , Power Skiving использует относительное скользящее движение между двумя «цилиндрическими шестернями», оси которых наклонены.Шлифовальная фреза выглядит как фасонная фреза…
FORD M3C19-A — ХОНИНГ МАСЛО И РАСТВОРИТЕЛЬ HIGH FLASH1 июня 1982 г. — ФОРД
1. ОБЛАСТЬ ПРИМЕНЕНИЯ: Материал, определенный настоящим стандартом, представляет собой специальный алифатический нефтяной растворитель с высокой скоростью вспышки.
MIL-H-80216 — ХОНИРОВАНИЕ СТАНКИ , ГОРИЗОНТАЛЬНЫЕ, ВНУТРЕННИЙ ШПИНДЕЛЬ SNGLНПФК
Описание для этого товара недоступно.
Высокопроизводительное хонингование
Комбинации хонинговального технологического оборудования и инструментов для создания высококлассных поверхностей
Хонингование можно считать незаслуженно забытой технологией удаления материала, если учесть ее важность для обеспечения чистой, тихой и эффективной работы миллионов автомобильных двигателей. Широкое практическое использование двигателей внутреннего сгорания, как больших, так и малых, было бы практически невозможно без тщательно подобранных размеров и поверхностей отверстий цилиндров и других компонентов.
Широкое практическое использование двигателей внутреннего сгорания, как больших, так и малых, было бы практически невозможно без тщательно подобранных размеров и поверхностей отверстий цилиндров и других компонентов.
«Есть три основные причины, по которым вы должны точить, — говорит Деннис Вестхофф, менеджер по глобальному развитию бизнеса и бывший руководитель инженерно-технического центра Sunnen Products Company (Сент-Луис). Во-первых, это контроль размера отверстия за счет использования абразивных сред для удаления материала, а затем уточнение геометрии отверстия.«Цилиндричность, округлость, прямолинейность и конусность вступают в игру с геометрией».
Обработка поверхности — это третья причина, по которой выполняется хонингование, — говорит Вестхофф. В отверстии цилиндра обработка поверхности, как правило, в виде штриховки, максимизирует смазывающий эффект моторного масла. «Сочетание точного размера, геометрии и обработки поверхности сводит к минимуму прорыв газов на границе раздела кольцо/стенка цилиндра» и повышает эффективность сгорания.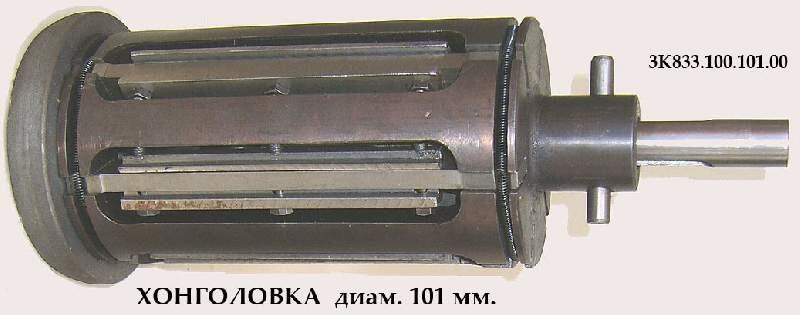 Этот аспект хонингования особенно важен в мире, где стандарты выбросов будут только ужесточаться как для автомобилей, так и для газонокосилок.И в целом хонингование улучшает работу «любого устройства, в котором поршень движется внутри цилиндра или деталь вращается на валу».
Этот аспект хонингования особенно важен в мире, где стандарты выбросов будут только ужесточаться как для автомобилей, так и для газонокосилок.И в целом хонингование улучшает работу «любого устройства, в котором поршень движется внутри цилиндра или деталь вращается на валу».
Поэтому определение хонингования как «процесса удаления материала» может быть чрезмерным упрощением. «У многих людей такое неправильное представление о хонинговании», — комментирует Вестхофф. Он говорит, что в некоторых случаях хонингование можно использовать для удаления большого количества материала, например, в случае деталей для нефтяных месторождений, где длина ствола скважины может достигать 40 футов (12 м), а хонингование используется для удаления до одного дюйма (25 мм). из материала с внутренним диаметром 14 дюймов (356 мм).Однако в обычных двигателях снятие припуска составляет всего порядка 0,005 дюйма (0,13 мм) на каждый шаг хонингования (обычно два или более). «Для высокопроизводительной ситуации, чтобы оптимизировать операцию хонингования, вы хотите взять ровно столько материала, чтобы исправить геометрию отверстия и создать надлежащее качество поверхности».
Хитрость заключается в том, чтобы найти правильный инструмент и систему.
Различные методы хонингования подходят для различных требований к чистоте поверхности и обычно делятся на «обычное хонингование» и «однопроходное хонингование».При обычном хонинговании инструменты со вставками из абразивного материала прижимаются к поверхности отверстия, чтобы довести ее до совершенства за несколько проходов. При однопроходном хонинговании несколько инструментов с алмазной поверхностью увеличивающегося диаметра проходят через отверстие (за один проход для каждого инструмента) до тех пор, пока не будут достигнуты желаемое качество и диаметр.
Чистовая обработка отверстий за один проход имеет много преимуществ по сравнению с обычным хонингованием, особенно при чистовой обработке деталей большими партиями, по словам Роберта Марвина из Engis Corp.(Уилинг, Иллинойс). «В обычном хонинговании используются абразивные камни, которые должны расширяться и сжиматься во время каждого цикла, в то время как инструмент или деталь постоянно совершают возвратно-поступательные движения». Он утверждает, что однопроходные инструменты, будучи фиксированными по размеру, обеспечивают превосходный контроль размера и повторяемость.
Он утверждает, что однопроходные инструменты, будучи фиксированными по размеру, обеспечивают превосходный контроль размера и повторяемость.
«Что касается геометрии, оба метода могут давать субмикронные результаты, если они правильно настроены». Он говорит, что однопроходная чистовая обработка отверстий может поддерживать цилиндричность (определяемую как округлость, прямолинейность и конусность вместе взятые) лучше, чем 0.0004 мм (менее 0,5 мкм). А поскольку каждый инструмент проходит через отверстие только один раз, а скорость износа инструмента низкая, «производительность почти всегда выше, чем при обычном хонинговании».
Однопроходное хонингование хорошо подходит для большинства случаев среднего и высокого производства, но Марвин признает, что обычное хонингование обеспечивает большую гибкость в случаях с низким уровнем производства: инструменты будут ограничивать затраты ». Кроме того, однопроходная оснастка имеет трудности с чистовой обработкой отверстий цилиндров, которые требуют специальной штриховки для распределения масла. «Типичный финишный рисунок при однопроходном процессе представляет собой слабый завиток, а не штриховку». Однако он добавляет, что новые однопроходные процессы и инструменты делают возможными больше шаблонов, подобных штриховке.
За исключением случаев, когда требуется настоящая штриховка, «есть определенные области применения, когда однопроходное хонингование работает очень хорошо», соглашается Деннис Вестхофф из Sunnen (которая специализируется как на однопроходном, так и на многопроходном хонинговании). Но однопроходные инструменты имеют один слой абразивных алмазных частиц, и их острые режущие кромки изнашиваются, что в конечном итоге приводит к большему «вспахиванию и проталкиванию» материала, а не к резке.«Поэтому состояние поверхности в этот момент не такое приемлемое или чистое, как при традиционном [традиционном] процессе хонингования, когда абразив разрушается во время процесса и постоянно обновляется — процесс самозатачивания».
Обычные хонинговальные станки становятся все более удобными для высокопроизводительной обработки, добавляет Вестхофф. Роботы для загрузки и выгрузки деталей, например, имеют решающее значение, когда оператор не может справиться с многошпиндельными станками. А встроенный датчик воздуха в процессе на каждом шпинделе позволяет станку регулировать себя во время хонингования.Поскольку хонинговальные абразивы постепенно изнашиваются, «вам нужен какой-то механизм для измерения этого износа, чтобы взять его под контроль. Воздушная калибровка дает вам возможность принимать обратную связь и автоматически компенсировать этот износ по мере его возникновения во время цикла».
Роботы для загрузки и выгрузки деталей, например, имеют решающее значение, когда оператор не может справиться с многошпиндельными станками. А встроенный датчик воздуха в процессе на каждом шпинделе позволяет станку регулировать себя во время хонингования.Поскольку хонинговальные абразивы постепенно изнашиваются, «вам нужен какой-то механизм для измерения этого износа, чтобы взять его под контроль. Воздушная калибровка дает вам возможность принимать обратную связь и автоматически компенсировать этот износ по мере его возникновения во время цикла».
Новые машины также позволяют «максимально контролировать штриховку». Старые традиционные хонинговальные станки не обеспечивают постоянного угла наклона штриховки в отверстии на протяжении всего хода станка, но это можно исправить с помощью сервоуправления шпинделем.Эта функция предлагается в недавно выпущенной вертикальной хонинговальной системе с ЧПУ Sunnen SV-500, полностью электрическом станке, который обеспечивает трехосевое сервоуправление вращением шпинделя, ходом и подачей инструмента. Синхронизированные сервооси позволяют оператору установить желаемый угол штриховки с помощью управляющего программного обеспечения на базе Windows, чтобы исключить «выравнивание» угла штриховки, которое может произойти в точках поворота хода.
Синхронизированные сервооси позволяют оператору установить желаемый угол штриховки с помощью управляющего программного обеспечения на базе Windows, чтобы исключить «выравнивание» угла штриховки, которое может произойти в точках поворота хода.
Производственное хонингование также часто требует гибкости, независимо от инструмента или метода, отмечает Крис Зауэр из Nagel Precision (Анн-Арбор, Мичиган).Компании могут захотеть оттачивать различные модели семейства двигателей с минимальными переналадками или вообще без них, а некоторые линии «предназначены даже для хонингования деталей партиями по одной штуке», — говорит Зауэр. «Меньшие, гибкие машины также могут быть спроектированы так, чтобы в них можно было установить практически любой блок двигателя, который можно переоборудовать за считанные часы», по сравнению с днями или месяцами времени переоснащения, которые могут потребоваться для системы конвейерной линии.
Автоматизация может быть значительным фактором затрат для гибких хонинговальных систем, хотя, как отмечает Зауэр, «любая производственная линия трансферного типа уже имеет значительный уровень автоматизации для перемещения деталей с одного станка на другой. «В гибких системах обычно используется подвесной портал с погрузочно-разгрузочным механизмом, робототехника или их комбинация. И «если заказчик хочет снизить затраты на переоснащение в будущем, портальная или роботизированная автоматизация требуют минимальных реинвестиций для другого типа детали». Напротив: «специальный конвейер роликового типа, распространенный в конвейерных линиях, скорее всего, придется полностью заменить, что потребует значительного времени и значительных затрат».
«В гибких системах обычно используется подвесной портал с погрузочно-разгрузочным механизмом, робототехника или их комбинация. И «если заказчик хочет снизить затраты на переоснащение в будущем, портальная или роботизированная автоматизация требуют минимальных реинвестиций для другого типа детали». Напротив: «специальный конвейер роликового типа, распространенный в конвейерных линиях, скорее всего, придется полностью заменить, что потребует значительного времени и значительных затрат».
Различные типы крупносерийных работ выгодно использовать гибкую систему хонингования.Хонингование отверстия шестерни стало более сложным. «Конструкция трансмиссии требует более гладкой поверхности отверстия шестерни, соответствующей качеству подшипника», — говорит Зауэр. Здесь используется станок Nagel Model 3 HS6-30 для удаления примерно 0,080 мм материала внутреннего диаметра за три хонинговальных прохода. «Хонинговальный станок для шестерен оснащен приспособлениями на поддонах, которые легко заменяются для различных типов зубчатых колес», что позволяет некоторым компаниям хонинговать до шести различных конструкций зубчатых колес на одном и том же станке.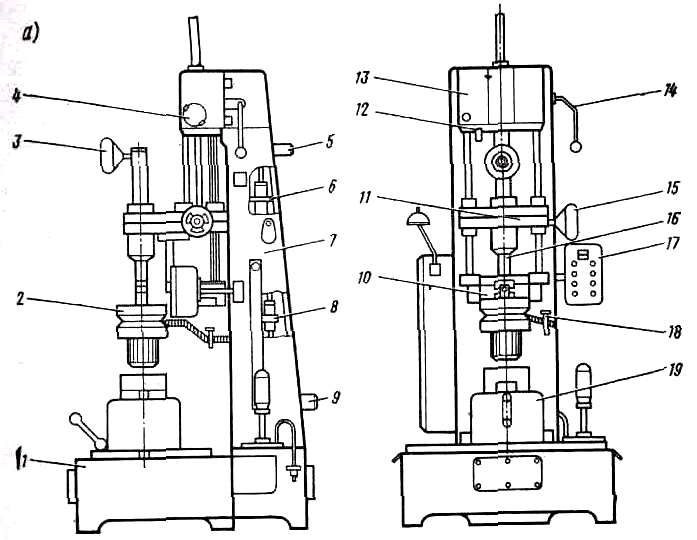
Для цехов, которые не имеют специализированных хонинговальных станков или не могут их оправдать, есть еще один гибкий вариант — хонингование на существующих обрабатывающих центрах и токарных станках, — говорит Дэвид Чобани, вице-президент Bates Technologies (Индианаполис).Хонинговальные продукты и инструменты компании адаптированы для использования на обычных станках с ЧПУ, помогая магазинам максимально эффективно использовать свое оборудование и площади. «Для некоторых областей применения, — говорит он, — производитель может использовать существующее или модернизированное оборудование, добавляя операцию хонингования без капитальных затрат, необходимых для специального станка».
Один из подходов состоит в том, чтобы «замкнуть цикл» между растачиванием и хонингованием на одном и том же станке, используя расточный инструмент, хонинговальный инструмент со стандартным адаптером резцедержателя и измерение диаметра в процессе обработки с обратной связью по воздуху.Чобани говорит, что этот подход был полезен для цилиндров дизельных и малых двигателей, корпусов воздушных компрессоров, штампов и пресс-форм, а также длинных труб и гильз для газовой и нефтяной промышленности.
Чтобы приспособить хонингование к существующим станкам, требуются определенные возможности, поясняет Чобани. Как правило, станку требуется подача охлаждающей жидкости через шпиндель, которая используется для расширения хонинговальных абразивов на стенке детали при постоянном давлении охлаждающей жидкости, обычно от 120 до 150 фунтов на квадратный дюйм (827–1,03 МПа).Кроме того, на некоторых машинах могут потребоваться дополнительные M-коды для управления подачей охлаждающей жидкости и воздуха, а также необходима программа управления ходом для управления положением координат и количеством ходов. «На некоторых станках с ЧПУ старых моделей может потребоваться модернизация сервопривода, управляющего ходом инструмента», — добавляет он.
Новейшие разработки в области хонингования отвечают высокотехнологичным интересам как хонинговальных мастерских, так и их OEM-клиентов. По словам Майкла Шефера (Michael Schaefer), менеджера по разработке процессов в компании Gehring L, одним из направлений оттачивания разработки является простое выделение шагов — и затрат — из процесса расточки/доводки.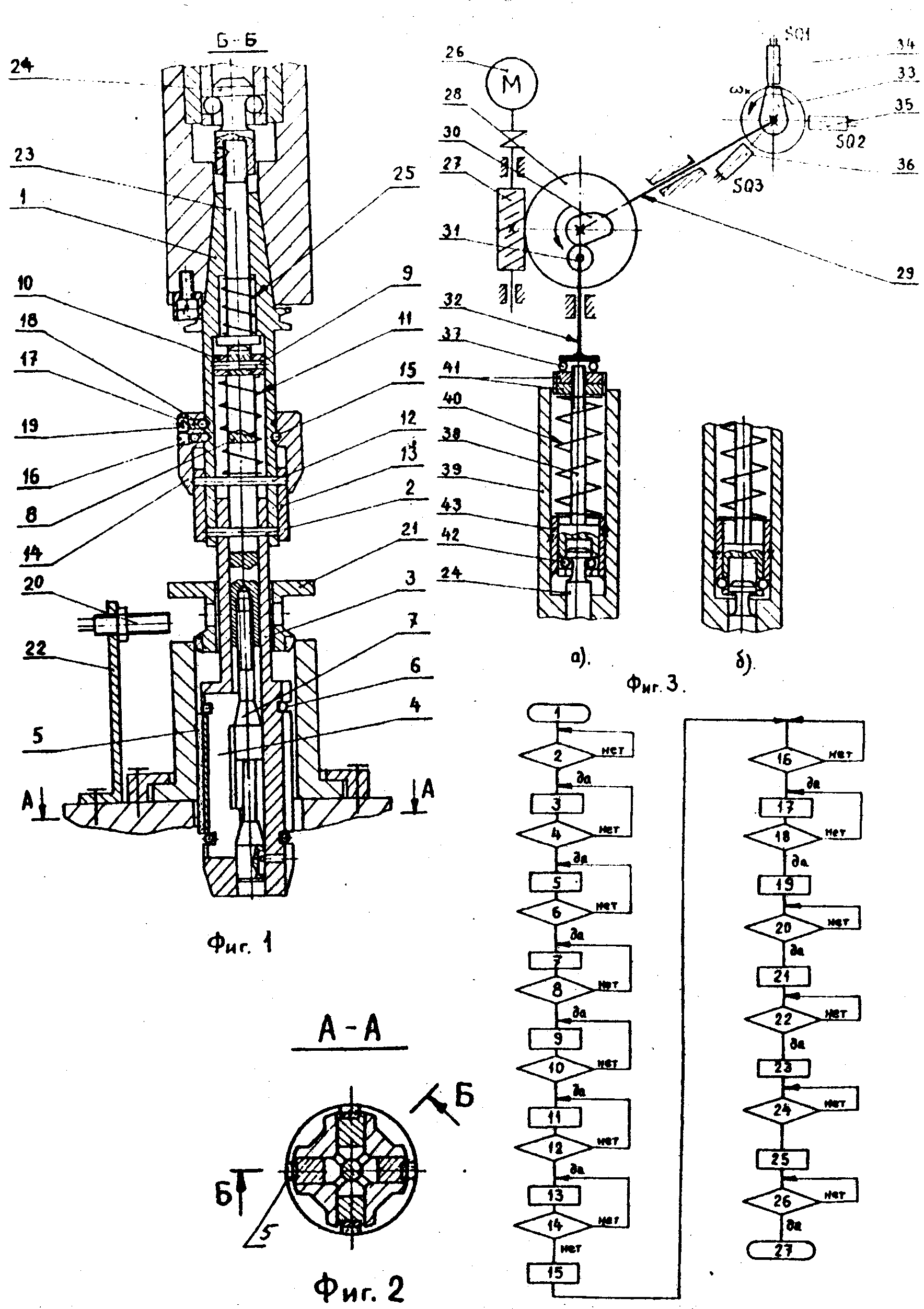 П. (Фармингтон-Хиллз, Мичиган). Он указывает на несколько недавних инноваций в области хонингования, которые снижают затраты и/или повышают производительность двигателя.
П. (Фармингтон-Хиллз, Мичиган). Он указывает на несколько недавних инноваций в области хонингования, которые снижают затраты и/или повышают производительность двигателя.
- Одним из примеров является «позиционное хонингование», система инструментов/приводов, разработанная в Европе за последние пару лет. Используя позиционное хонингование, «мы можем заменить чистовое растачивание и черновое хонингование одним процессом», — говорит Шефер. Сообщается, что позиционное хонингование может удалить до 1 мм материала за 25–30 секунд, при этом общие затраты на абразив снижаются примерно на 30 %, снижаются затраты на доработку инструмента и устраняется один шаг шпинделя и один этап проверки при обработке.Более того, утверждает Шефер: «Сочетая финишное растачивание и черновое хонингование, мы получаем более высокое качество и постоянство». Он говорит, что это представляет особый интерес для производителей небольших двигателей, в том числе для завода в Китае, где в этом году будет впервые применено позиционное хонингование.

- Еще одной разработкой компании является система Life Hone, которая ускоряет снятие материала за счет перемещения заготовки вверх и вниз, а не хонинговального шпинделя. Для хонингования относительно небольших деталей, таких как втулки, система использует линейный двигатель для индексации детали со скоростью более 60 м/мин, а не с максимальной скоростью 30 м/мин, как при типичном ходе хонинговального инструмента.Он также использует более высокие обороты инструмента 7000–8000 об/мин по сравнению со стандартным хонингованием со скоростью 2000 об/мин или меньше; это приводит к лучшей прямолинейности и округлости канала ствола, которые зависят от скорости, говорит Шефер. Кроме того, хонингование осуществляется линейным или шарико-винтовым приводом, а не обычной гидравликой. «Все хотят избавиться от традиционной гидравлики из-за шума, технического обслуживания и ограничений скорости», — комментирует Шефер. Он добавляет, что производители системных машин в Европе и новый производитель дизельных двигателей в Северной Америке (название которого в настоящее время не может быть названо) приняли эту технологию производства.

- Хонингование с термическим напылением — это процесс, который решает две разные задачи двигателестроительной отрасли: небольшие, легкие алюминиевые двигатели и восстановление изношенных цилиндров двигателей. Основываясь на патентах, которые компания приобрела для технологии, первоначально разработанной General Motors, Геринг говорит, что процесс заменяет чугунные гильзы цилиндров слоем низкоуглеродистой стали толщиной 100–150 мкм, напыленным на внутреннюю поверхность цилиндра, которая затем подвергается финишной хонинговке. . По словам Шефера, напыляемый материал обладает высокой плотностью и низкой пористостью и фактически окисляется в процессе напыления со скоростью 3 Маха.И по сравнению с чугунными гильзами процесс термического напыления обычно требует гораздо меньших эксплуатационных и трудовых затрат на цилиндр.
- Наконец, Шефер указывает на менее известный процесс хонингования в Северной Америке, который используется с 2002 года в более чем миллионе бензиновых и дизельных двигателей по всему миру: лазерное структурирование.
 Лазерное структурирование, расположенное в стандартном процессе хонингования между черновым и чистовым хонингованием, использует лазер, встроенный в обычный хонинговальный шпиндель, для прожига микроскопических карманов внутри цилиндра двигателя.
Лазерное структурирование, расположенное в стандартном процессе хонингования между черновым и чистовым хонингованием, использует лазер, встроенный в обычный хонинговальный шпиндель, для прожига микроскопических карманов внутри цилиндра двигателя.
Шефер описывает лазерное структурирование как технологию, позволяющую производителям двигателей еще больше повысить эффективность моторного масла. Создавая своего рода расширенную штриховку, процесс создает однородную «инженерную структуру поверхности», которая снижает трение в стенке цилиндра. Эта структура снижает выбросы и увеличивает расход топлива более чем на 6% при обработке всей поверхности цилиндра (согласно тестам, процитированным Герингом). Этот процесс также можно использовать для втулок и поршневых колец — «или везде, где нам нужно оптимизировать смазку и состояние поверхности», — говорит Шефер.
Материал имеет значение при хонинговании
«При составлении рецептуры абразивов для удовлетворения требований к чистоте поверхности в зависимости от типа обрабатываемого материала, геометрии отверстия (тонкостенные или толстостенные процессы) и твердости материала требуется немало научных исследований», — говорит Майк Мерфи, специалист по продуктам Sunnen. Менеджер по инструментам и абразивам. Таким образом, Sunnen и другие поставщики абразивов предлагают несколько семейств абразивов для хонингования постоянно растущего числа обрабатываемых материалов, включая новые сплавы и керамику.
Менеджер по инструментам и абразивам. Таким образом, Sunnen и другие поставщики абразивов предлагают несколько семейств абразивов для хонингования постоянно растущего числа обрабатываемых материалов, включая новые сплавы и керамику.
включают карбид кремния, оксид алюминия, алмаз и кубический нитрид бора (CBN). Дэвид Чобани из Bates Technologies отмечает, что при хонинговании с ЧПУ алмазные или CBN «суперабразивы» являются основными и предпочтительными абразивами, особенно при обработке экзотических или труднообрабатываемых материалов, таких как инконель, керамика и CGI (железо с компактным графитом). , а также при чистовой обработке деталей с прерывистым резом, тандемными отверстиями или тонкими стенками.
Крис Зауэр из Nagel Precision иллюстрирует трудности обработки этих труднообрабатываемых материалов.Например, при сравнении CGI с серым чугуном: «CGI требует более тяжелых хонинговальных шпинделей и более жестких механических систем расширения для процесса хонингования».