


Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз).
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Хонингование блока цилиндров в Москве. Цена от 900р.
Детали блока цилиндров, как и все автокомпоненты, подвержены естественному износу. Обычно мотор живет дольше остальных узлов и агрегатов транспортного средства. Вместе с тем нештатная работа других компонентов машины способна быстро загубить силовую установку.
Обычно мотор живет дольше остальных узлов и агрегатов транспортного средства. Вместе с тем нештатная работа других компонентов машины способна быстро загубить силовую установку.
Перегрев и гидроудар
Наиболее часто это происходит при перегреве мотора. Пробитый радиатор, течи антифриза из патрубков, лопнувший расширительный бачок — вот лишь несколько поломок, способных полностью вывести мотор из строя. Сюда же можно отнести гидроудар, а также долгую эксплуатацию автомобиля, в двигателе которого используется старое масло.
Итог для владельца будет один — замена или капитальный ремонт двигателя. Последнее осложняется тем, что моторы современных машин слабо приспособлены для восстановления, не зря их прозвали одноразовыми.
Хонингование блока цилиндров
Восстановить работоспособность двигатели получится только при четком соблюдении технологии ремонта.
Хонингование блока цилиндров — задача для узкоспециализированного сервиса. Операция представляет собой финишный этап ремонта двигателя. Многие автовладельцы слышали про капитальный ремонт мотора, расточку, подбор поршней, соблюдение зазоров, но мало кто знает, что после всех основных работ с деталями необходима особая обработка поверхности цилиндра.
Многие автовладельцы слышали про капитальный ремонт мотора, расточку, подбор поршней, соблюдение зазоров, но мало кто знает, что после всех основных работ с деталями необходима особая обработка поверхности цилиндра.
От нее зависят такие важные показатели как:
- трение,
- скорость выработки деталей,
- способность удерживать масло,
- время приработки новых деталей.
Хонинговальные станки
Когда-то для выполнения операции использовался ручной труд. Здесь все зависело от квалификации моториста. В «Токио Сервисе» решили исключить человеческий фактор и закупили профессиональные станки для хонингования блока цилиндров.
Оборудование гарантирует стабильность качества и, что немаловажно, скорость выполнения работ. Процесс полностью автоматизирован, поэтому среднестатистический мотор можно обработать всего за полчаса.
Цена ошибки
Проведя хонингование, мастера в обязательном порядке очищают цилиндры от частичек металла, которые неизбежно остаются после завершения процедуры.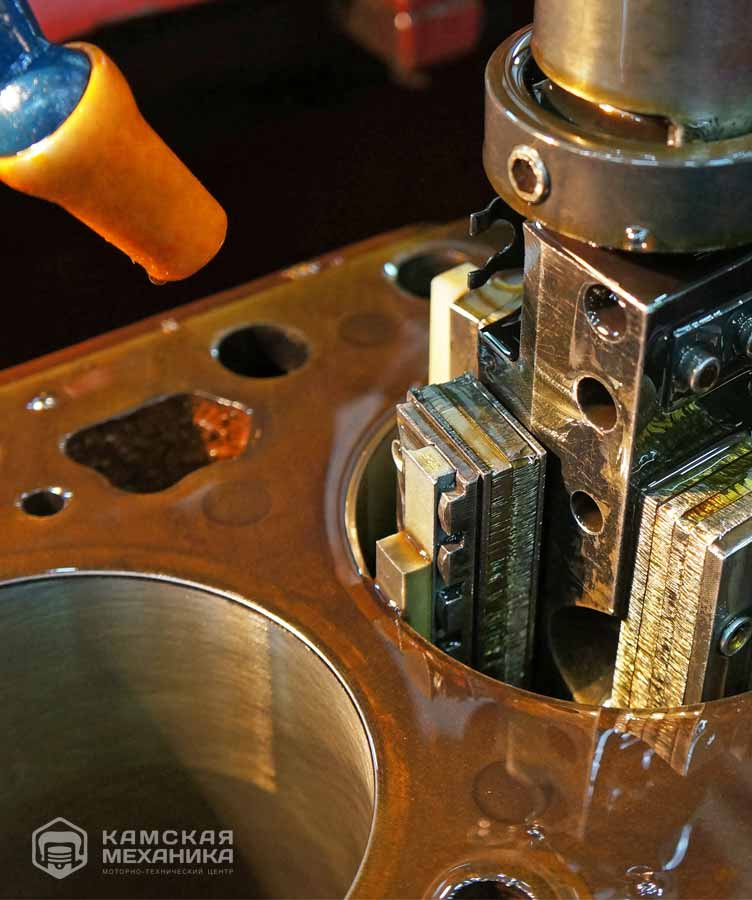
В Москве организаций, способных грамотно выполнить хонингование, едва ли наберется с десяток. Малейшая неточность в расчетах приведет в скором времени сначала к «масложору», а потом и к необходимости повторной починки.
Хонинговка хонингование блока цилиндров — abmotors.by
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра, после расточки цилиндра, осуществляется методом хонингования на оборудовании фирмы Rottler модель HP6A производства США. Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке. При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Основные понятия:
Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Правильная обработка цилиндров обеспечивает:
- Низкий расход масла
- Высокую компрессию в цилиндрах, небольшие утечки поршневых газов через поршневые кольца.
- Больший ресурс деталей Цилиндро-Поршневой Группы (ЦПГ), в том числе и самих цилиндров.
- Длительную работоспособность колец и цилиндров, за счет отсутствия задиров на стенках цилиндров, при постоянных и длительных нагрузках.
- Малое время приработки деталей ЦПГ.
- Низкий коэффициент трения скольжения колец при движении в цилиндре.
Что позволяет сделать хонингование?
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Весь смысл хонингования, хонинговки цилиндров сводится к одной простой цели – получить качественную поверхность цилиндра, с одной стороны, т.е. сделать её как можно более гладкой, а с другой – максимально шероховатой, чтобы впадины заполнялись возможно большим количеством масла. Улучшение смазки снижает интенсивность износа поршневых колец и цилиндров в паре трения поршневое кольцо – гильза цилиндра.
Нарушения геометрии цилиндров БЦ:
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм!!!
Шероховатость поверхности гильзы после хонингования соответствует строго виду топлива:
для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки.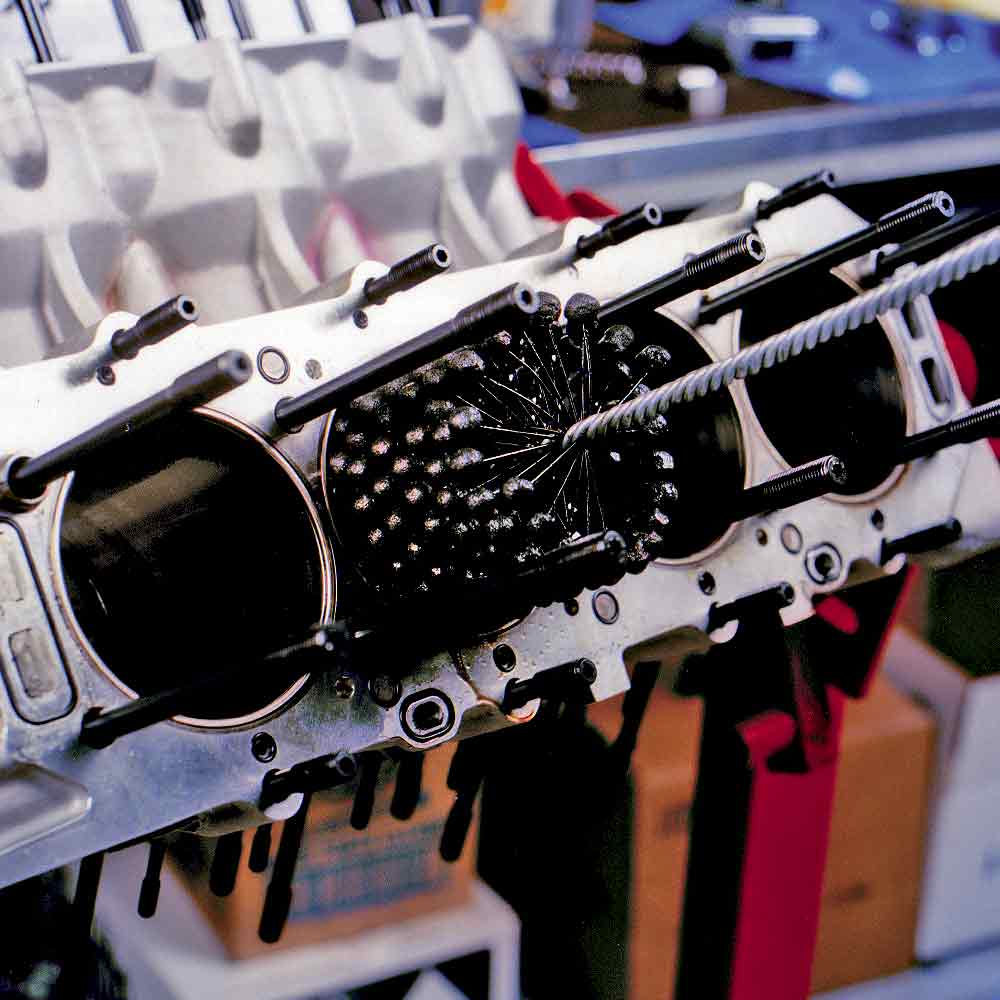 Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Вскрытие графитовых зерен гильзы цилиндра, путем кранцевания:
При хонинговании чугунных цилиндров необходимо также обеспечивать вскрытие графитовых зерен, на поверхности гильзы цилиндра.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что также соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания./32b795b2d2fd783.s.siteapi.org/img/1fb2d2d8e2585aca8a70904685026db3f328258d.JPG)
Подведем итог:
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Размер цилиндра (по осям X-Y)- отклонение от заданного диаметра не более +0,005мм;
Геометрию цилиндра — взаимное отклонение по осям не более +0,005мм;
Шероховатость поверхности;
Угол хонинговальной сетки;
Наш опыт и оборудование позволяют нам растачивать (расточка) , гильзовать (гильзовка) и хонинговать (хон) блоки цилиндров таких производителей как Subaru (Субару), Porsche (Порше), BMW (БМВ), Audi (Ауди), Volkswagen (Фольксваген), Mercedes (Мерседес), Lexus (Лексус), Toyota (Тойота) и даже Bentley (Бентли)!!!
К примеру в нашей мастерской были выполнены работы по гильзовке , расточке, хонинговке VV12 цилиндрового мотора от Bentley Continental:
Услуги
Мы предоставляем следующие услуги:
1. БЛОК ЦИЛИНДРОВ (БЦ)
БЛОК ЦИЛИНДРОВ (БЦ)
Мойка БЦ
Хонингование цилиндров (включая «плато» — хонингование)
Расточка цилиндров с хонингованием (включая «плато» — хонингование)
ГИЛЬЗОВКА (Установка «сухой» гильзы с хонингованием, включая «плато» — хонингование)
Ремонт постелей в БЦ
Замена втулки
Обработка плоскости разъема блока
Восстановление хон.риски
Съем форсунки
2. ГОЛОВКА БЛОКА ЦИЛИНДРОВ (ГБЦ)
Мойка Головки Блока Цилиндров (ГБЦ)
Разборка от коллектора
Разборка от осей и коромысел или от РВ
Разборка головки блока
Сборка головки блока
Обработка плоскости Головки Блока Цилиндров (ГБЦ)
Обработка плоскости коллекторов
Замена седла клапана ( без изготовления)
Изготовление седла клапана
Правка седла клапана
Расточка в чугунных головках под направляющие втулки
Замена направляющей втулки клапана с правкой седла (без изготовления)
Изготовление втулки напр.клапана
Притирка клапана
Ремонт направляющей втулки клапана
Замена маслосъемного колпачка
Шлифовка клапана
Снятие нагара с клапана
Ремонт постели Головки Блока Цилиндров (ГБЦ)
Замена форкамеры
Регулировка зазоров в КМ
Ремонт свечного отверстия на а/м
Ремонт направляющей втулки клапана в Головке Блока Цилиндров (ГБЦ)
3. КОЛЕНЧАТЫЙ ВАЛ
КОЛЕНЧАТЫЙ ВАЛ
Мойка коленчатого вала
Шлифовка к/в
Полировка к/в
Восстановление хвостовика и шпоночного паза
Восстановление внутренней резьбы хвостовика
4. ШАТУН
Мойка шатунов
Проверка геометрии Нижней Головки Шатуна (НГШ)
Ремонт Нижней Головки Шатуна (НГШ)
Ремонт Верхней Головки Шатуна (ВГШ)
Перепрессовка поршня (горячепрессовая посадка):
Перепрессовка поршня (плавающий палец):
Подгонка по весу (шатун / поршень)
Заказ запчастей
Наша фирма проводит консультации по широкому кругу вопросов, включающий в себя ремонт двигателей, хонингование, расточка, тюнинг, итд…
Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Хонингование блока цилиндров
Хонингование цилиндров — это процесс абразивной обработки металлических детей специальными хонинговальными головками.
Что дает данная процедура?:
- Обеспечение качественной приработки элементов цилиндро-поршневой группы;
- Увеличение ресурса двигателя транспортного средства;
- Увеличение эффективности функционирования смазочной системы двигателя;
- Снижение объема расходуемого моторного масла.

Последнее достигается благодаря образованию на стенках цилиндров толстой масляной пленки, которая улучшает смазывание и охлаждение деталей, то есть минимизирует трение.
Процедура почти всегда выполняется при капитальном ремонте мотора, когда подлежат замене поршни и поршневые кольца, коленвал. Также меняют или растачивают сами цилиндры, поверхность которых обязательно должна иметь небольшую шероховатость для удержания на стенках смазки, для смягчения трения. После замены или расточки для их эффективной работы необходимо как раз создать такую шероховатость, что и достигается посредством хона.
Хонингование цилиндров: технология
Технология процесса является сложной и требует специальных знаний и умений, не говоря уже о самом оборудовании. В нашем сервисном центре нанесение хона выполняется в четыре этапа:
- Начальная обработка деталей брусками с крупным абразивом;
- Финальная обработка мелкозернистым абразивом;
- Вымывание металлической стружки из БЦ;
- Сборка двигателя.

Важно знать, что нанесение хона – это не просто хаотичное царапание поверхности посредством вращательных и возвратно-поступательных движений, а создание определенного микропрофиля.
Хонинговка включает в себя большое количество промежуточных операций, например, черновая обработка, повторная мелкозернистая обработка, дополнительное хонинговое кварцевание. Для последнего действия используются специальные щетки с нейлоновыми нитями и кристаллами кремния.
Хонингование гильз: особенности
Процесс нанесения хона имеет свои особенности и секреты. Мы поделимся с Вами некоторыми из них:
- При выполнении работ особую роль играет угол наклона. Он влияет на расход масла на угар. Зависимость здесь обратная: чем больше угол, тем более шероховатой является поверхность (лучше удерживает смазку), тем больше становится расход масла. Чем меньше угол, тем хуже для системы в целом, то выгоднее с точки зрения расхода масла.
- Проводить процедуру лучше всего на чугунных блоках, на алюминиевых тоже можно, но не на всех моделях и не всегда это целесообразно.

- При своевременном выполнении срок службы увеличивается в 2-3 раза.
Заинтересованы? Мы с радостью проконсультируем Вас более подробно в нашем сервисном центре!
Хонингование в Екатеринбурге | «СТК МОТОРС»
Хонинговка цилиндров
Хонингование цилиндров — это финальный процесс обработки во время ремонта блока цилиндров двигателя. По сравнению с традиционно применяемыми финишными операциями (полировкой и притиркой поверхности) хонинговка стенок цилиндров обеспечивает высокую точность и достижение требуемых параметров шероховатости. В связи с этими особенностями, для процедуры окончательной обработки цилиндров необходимо использовать современное высокоточное оборудование и привлекать высококвалифицированных специалистов.
Этот процесс производят в несколько этапов:
- при помощи крупного абразива снимается большая часть припуска, при этом происходит формирование основной геометрии цилиндра;
- хонинговка продолжается, но уже при помощи более мелкого абразива, пока не будет достигнут заданный тепловой зазор в паре поршень-цилиндр.

Хонингование гильз
Естественный износ деталей силового агрегата приводит к тому, что они теряют свою первоначальную форму. Прежде всего, это относится к гильзам: стенки гильзы искривляются и принимают бочкообразную или конусообразную форму, а поперечное сечение цилиндров делается овальным. Кроме того, на стенках цилиндров часто образуются задиры и царапины.
Эти факторы отрицательно влияют на состоянии блока цилиндров:
- компрессия ухудшается;
- увеличивается расход масла и горючего;
- двигатель не работает на полную мощность.
Чтобы его восстановить, нужен капитальный ремонт. Если его не сделать своевременно, то плохое состояние гильз может отразится на состоянии других узлов двигателя и придется не только ремонтировать блок, но и проводить более дорогие мероприятия и даже заменять весь кривошипно-шатунный механизм. Поэтому целесообразно произвести хонингование гильз цилиндров.
Применение хонингования дает возможность сократить обкатку блока цилиндров в несколько раз. Хорошие результаты дает алмазное хонингование. Ведь расточка является серьезным вмешательством и после нее нужна длительная обкатка. В результате происходит уменьшение износа других деталей блока. Кроме этого наблюдается повышение компрессии и снижение расхода масла. В картер двигателя поступает меньше отработанного газа.
Хорошие результаты дает алмазное хонингование. Ведь расточка является серьезным вмешательством и после нее нужна длительная обкатка. В результате происходит уменьшение износа других деталей блока. Кроме этого наблюдается повышение компрессии и снижение расхода масла. В картер двигателя поступает меньше отработанного газа.
Специалисты «СТК Моторс» дают гарантии качественного и оперативного восстановления блока цилиндров. Звоните нам прямо сейчас!
Смотрите также: гильзовка блока цилиндров
Объяснение подготовки цилиндра к ремонту
Может быть, вы читали, что на цилиндры вашего мотоцикла есть специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы ныряете в топовую работу на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый поршневой комплект, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к продукту. В зависимости от вашего приложения будет написано «убрать глазури / отточить», либо «расточить и отточить», либо «расточить / повторить пластину». Мы посмотрим, что именно означают эти разные термины и как их выполнять.
В зависимости от вашего приложения будет написано «убрать глазури / отточить», либо «расточить и отточить», либо «расточить / повторить пластину». Мы посмотрим, что именно означают эти разные термины и как их выполнять.
Запчасти Wiseco для восстановления внедорожного мотоцикла. Фотография Wiseco.
Очистите цилиндр
от глазури Часто задаваемый вопрос: «Нужно ли удалять глазури с цилиндра?» Ответ: да, если только не пришло время для повторной пластинки или перетяжки. Если у вашего двигателя есть время на это, процесс остекления начался.Термин «застекленный» в этом контексте относится к движению поршневого кольца (колец), выравнивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более остеклен будет цилиндр. Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Цилиндры с покрытием и с гильзой
Если ваш двигатель для PowerSports был произведен в последние два десятилетия или около того, скорее всего, он имеет покрытие Nikasil (карбид никеля и силикона), хром или покрытие электросваркой.Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но они все еще изнашиваются. Мы рекомендуем проверять ваше руководство на предмет обычных интервалов ремонта верхнего уровня, но, как правило, если ваш двигатель работает долгие часы, общее состояние вашего цилиндра должно быть тщательно проверено. Это будет включать не только размер отверстия и состояние покрытия, но также круглость и конусность цилиндра в соответствии с техническими условиями обслуживания OEM. Есть ряд хороших компаний, которые предлагают услуги репликации.Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из железа или стали.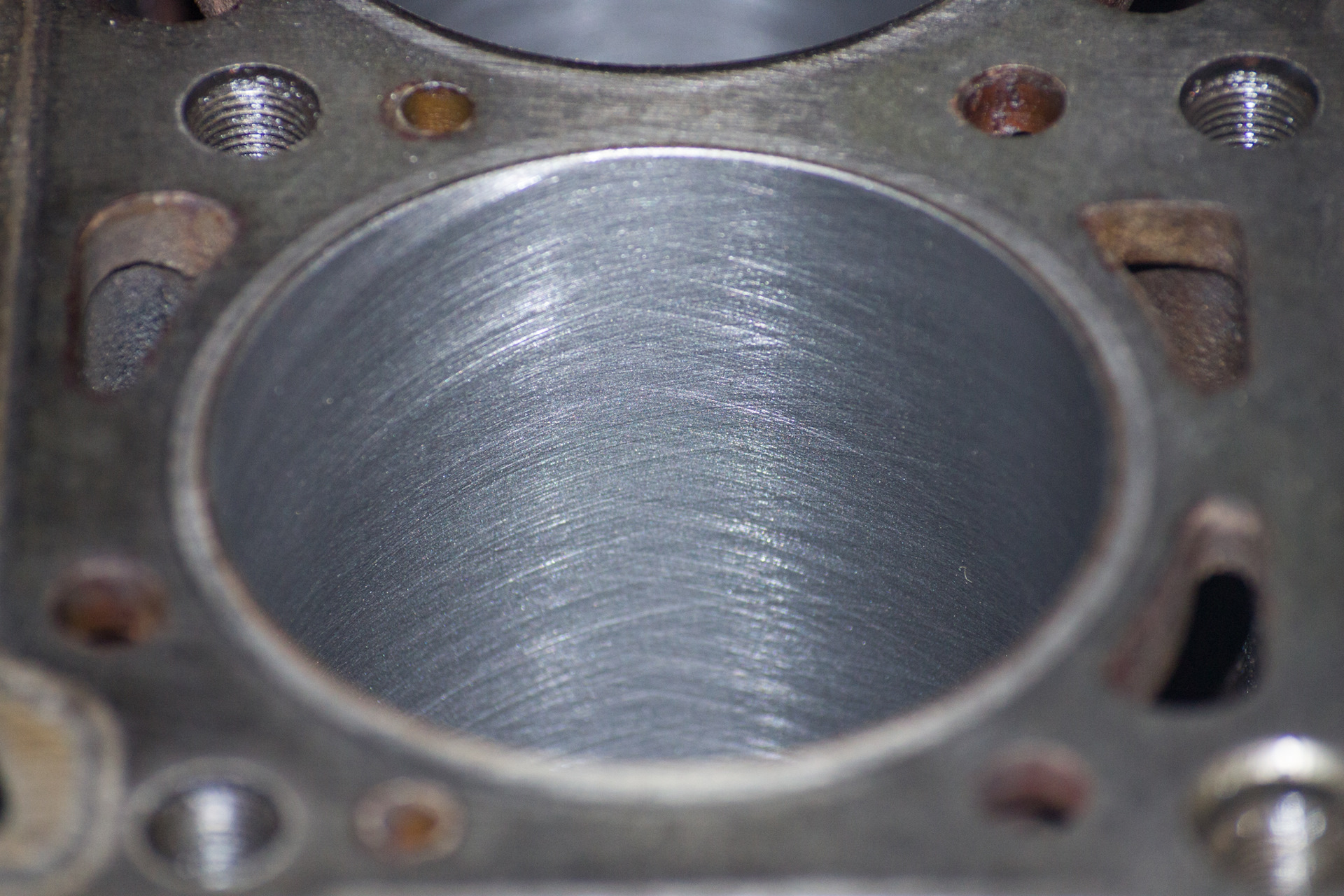 Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Подобно замене цилиндра после обычного времени восстановления верхнего конца, в ваш цилиндр с гильзой необходимо установить новую гильзу. Те же цеха цилиндров, которые производят замену, также должны выполнить замену рулона, и он вернется отточенным и готовым к совместному использованию.
Короче говоря, если у вашего двигателя есть достаточно времени, чтобы потребовать полной капитальной перестройки, мы рекомендуем заменить или переустановить ваш цилиндр. Технически вы можете использовать гильзу цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, как она была получена от производителя.Если он просто освежает из-за низкого количества часов на двигателе, вы можете просто удалить глазурь / отточить.
Этот образец штриховки на стенке цилиндра и является целью процесса хонингования. Фотография Wiseco.
Фотография Wiseco.
Что такое хонингование и зачем оно мне?
Когда ваш двигатель был сделан совершенно новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневого кольца (колец) во время работы.Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла. Это важно, потому что это помогает стенке цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между краем поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла, смазывающего постоянный контакт со стенкой цилиндра, было бы слишком большое трение, и как кольца, так и цилиндр быстро изнашивались.
Термин «удаление глазури» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фотография Wiseco.
Фотография Wiseco.
Как заточить цилиндр
Наиболее распространенными инструментами, которые вы найдете для хонингования небольших двигателей, являются жесткие или щеточные и шаровые шлифовальные головки. Хонаты можно заказать по размеру в соответствии с диаметром цилиндра.Просто свяжите свой размер отверстия с информацией, предоставленной компанией, у которой вы заказываете хон. В хонинговальной компании также должны быть рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на предмет повреждений. Если у вас был заедание поршня или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от степени повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения лучшей рекомендации.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними концами, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть изрядное количество штриховок, вы можете обойтись с помощью жесткого или кистевого хонинговального станка, чтобы просто восстановить эти штриховые метки. Вам нужно затачивать не более 10-15 секунд за раз, пока вы не увидите постоянные перекрестные штриховки.
Шаровая хонинговальная головка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую хонинговальную головку на цилиндрах с покрытием, если только они не являются безопасными.Если вам все же нужно использовать шаровой шлифовальный круг для более тяжелого остекления цилиндра с рукавами, прикрепите его к дрели и смажьте легким слоем моторного масла. Перед тем, как войти в цилиндр, убедитесь, что цилиндр закреплен и неподвижен, а шлифовальный круг вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
После завершения хонингования обязательно тщательно очистите цилиндр, пока не будет остатков материала.
При повторной сборке верхнего конца всегда дважды проверяйте зазор между поршнем и стенкой.
Правильно подготовьте цилиндр во время ремонта, чтобы получить максимальную производительность и долговечность вашего двигателя. Фотография Wiseco.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню написано «расточка и заточить» или «расточка / заменить пластину», это потому, что вы заказали поршень, размер которого больше, чем размер внутреннего диаметра запаса. Инструкции по расточке и затачиванию цилиндра означают, что ваш цилиндр не был покрыт гальваническим покрытием от производителя и требует только механической обработки до нужного размера для вашего поршня.Однако, если это цилиндр с рукавами, подумайте о том, чтобы его сменили, в зависимости от времени на двигателе. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
В любом случае мы рекомендуем просверлить цилиндр профессиональным станочником с соответствующим оборудованием. Цилиндрические цеха, которые заменяют пластину и заменяют рукав, обычно также имеют возможность растачивания.
Снятие фаски означает скругление острых кромок перед повторной сборкой, как это было сделано с этим цилиндром. Фотография Wiseco.
Не забудьте снять фаску и очистить
После любой расточной или хонинговальной работы на цилиндре важно снять фаски со всех отверстий и нижней части цилиндра. Снятие фаски — это сглаживание любой острой кромки, чтобы оставалась симметричная наклонная кромка. Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за какие-либо края во время работы двигателя.
Если в вашем цилиндре есть выхлопная перемычка, убедитесь, что она уменьшена с 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.
Наконец, не забудьте тщательно очистить все детали, которые были обработаны. Цилиндры, которые были расточены и / или хонингованы, будут иметь остаточную зернистость при хонинге. Его необходимо удалить, промывая теплой мыльной водой до тех пор, пока на смоченной маслом салфетке не останется песчинок после протирания поверхности стенки цилиндра.После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно закрывайте все основания, обновляя верхнюю часть машины. Уделение необходимого внимания всем областям поможет вам добиться максимальной плавности работы и максимальной надежности вашего двигателя.
Хонингование блоков двигателя с ЧПУ
Хонингование блоков двигателя с ЧПУ
Опубликовано:
Хонингование — это заключительный этап обработки при подготовке блока цилиндров к сборке. Его важность для качества сборки высокопроизводительного двигателя невозможно переоценить. Следующее обсуждение и видео объяснят и продемонстрируют основные детали, чтобы энтузиасты автоспорта могли глубже понять этот аспект создания двигателя.
Его важность для качества сборки высокопроизводительного двигателя невозможно переоценить. Следующее обсуждение и видео объяснят и продемонстрируют основные детали, чтобы энтузиасты автоспорта могли глубже понять этот аспект создания двигателя.
Три основные цели процесса хонингования:
- Придать должное качество поверхности стенкам цилиндра (измерено профилометром),
- Приведите цилиндр к правильному и однородному диаметру (измеренному с помощью индикатора внутреннего диаметра) и
- Посредством использования торсионной пластины убедитесь, что цилиндр будет идеально прямым. после того, как головки цилиндров будут затянуты на блок .
Эти три цели могут быть достигнуты на хонинговальном станке с ЧПУ (с торсионной пластиной) с гораздо более высоким уровнем точности по сравнению с ручным хонингованием. Хонингование с ЧПУ с использованием алмазных абразивов может идеально воспроизводить размеры и отделку первого цилиндра во всех последующих цилиндрах, поскольку износ алмазов незаметен от отверстия к отверстию.
Стенки цилиндров требуют хонингования, чтобы моторное масло могло как прилипать к стенке цилиндра, так и течь вверх и вниз.Путь потока достигается за счет использования перекрестной штриховки, в то время как определенная шероховатость поверхности необходима для данных наборов поршневых колец и конечных применений (например, без наддува или наддува). Поскольку при хонинговании удаляется металл, этот процесс определяет окончательный размер и форму цилиндра. Угол штриховки является критическим параметром и зависит от скорости хонинговальных ходов и числа оборотов в минуту. Шероховатость поверхности определяется сочетанием абразивов, используемых в процессе хонингования, и металлургией блока цилиндров.Блоки для вторичного рынка потребуют совсем других комбинаций абразивов, чем блоки оригинального производства, поскольку блоки вторичного рынка обычно используют более твердые сплавы с более высоким пределом прочности.
Примечание: фотография улучшена для лучшего отображения поверхности
Чистота поверхности измеряется профилометром. Эти инструменты сообщают Ra (средняя шероховатость), Rpk (средняя высота пика) и Rvk (средняя высота впадины). Производитель поршневых колец обычно указывает рекомендуемую чистоту поверхности для конкретного конечного применения.Они также могут порекомендовать плато в качестве заключительного этапа хонингования, который, по сути, сбивает вершины с пиков. Это удаляет неровности поверхностей, способствует посадке колец и подготавливает идеальную опорную поверхность, по которой кольца могут перемещаться.
Многих удивляет то, что блоки цилиндров деформируются при затягивании головок цилиндров (или пластин крутящего момента). Когда блоки цилиндров расточены, такое внешнее напряжение не применяется. Идеально прямая стенка цилиндра, отходящая от нашей 4-осевой фрезы, больше не прямая после установки головок цилиндров или упорных пластин.На видео вы увидите, что возникают узкие места, которые заточка с ЧПУ устраняет, оставаясь на дополнительное время.
Таким образом, хонинговальный станок с ЧПУ, индикатор внутреннего диаметра и профилометр могут обеспечить практически идеальный размер, форму и отделку любого цилиндра и повторить это во всех последующих. Это будет иметь широкие разветвления для производительности готового двигателя в таких областях, как мощность, долговечность и расход масла. Результаты, достигнутые с использованием технологий такого уровня, просто невозможно воспроизвести с помощью ручного оборудования.
Это будет иметь широкие разветвления для производительности готового двигателя в таких областях, как мощность, долговечность и расход масла. Результаты, достигнутые с использованием технологий такого уровня, просто невозможно воспроизвести с помощью ручного оборудования.
Приглашаем вас посмотреть видео ниже, чтобы посмотреть, как мы практикуем оттачивание с ЧПУ в Borowski Race Engines, Inc. Позвоните нам по телефону 815-725-2727, когда вы будете готовы к следующей сборке высокопроизводительного двигателя.
Искусство и наука хонингования цилиндров
Вся идея создания двигателя состоит в том, чтобы захватить как можно больше воздуха и надлежащего соотношения топлива в пространстве сгорания, сжать его, зажечь и использовать сгорание для создания давления и мощности.Один из лучших способов оптимизировать это давление — не допустить его утечки через кольца. Для этого нужен не только круглый цилиндр, но и цилиндр, который обеспечивает надлежащую подготовку стены с точки зрения рисунка штриховки и текстуры.
Хотя это звучит просто, выполнение процесса требует серьезного внимания к деталям. Нет смысла вкладывать тысячи долларов в хитрые поршни, кольца, головки цилиндров, клапанный механизм и индукцию только для того, чтобы сэкономить на подготовке стенок цилиндров.В этом выпуске серии EngineLabs Blueprint Series будут представлены некоторые текущие идеи, которые вы должны серьезно рассмотреть при следующей сборке движка производительности.
Хонингованная кромка Как общее определение, цель законченного хонингованного цилиндра состоит в том, чтобы получить идеально круглое отверстие, размер которого обеспечивает надлежащий зазор между поршнем и стенкой, с заданным рисунком штриховки и шероховатостью. Цилиндр должен быть не только идеально круглым, но и совершенно прямым по отношению к коленчатому валу.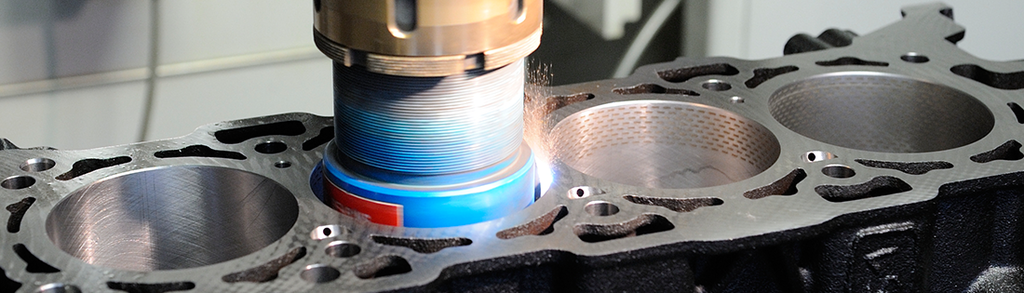
QMP предпочитает использовать торсионные пластины собственной разработки, изготовленные по индивидуальному заказу. Обратите внимание на фитинги на этих пластинах, которые при соединении могут циркулировать нагретое масло для резки через пластину, когда блок хонингован при температуре. Мы не выбрали эту функцию, так как она почти в четыре раза увеличивает стоимость хонингования.
В процессе хонингования используется хонинговальный камень определенной зернистости, применяемый с точным давлением и скоростью для создания желаемого рисунка штриховки. Рисунок на стенке цилиндра позволяет кольцам уплотняться после короткого периода приработки, сохраняя при этом достаточно масла для надлежащей смазки поршня и пакета колец.
Выполнить точную шлифовку труднее, чем может показаться. Когда гонщики впервые начали экспериментировать с отделкой отверстий цилиндров, их первые усилия были направлены на создание почти полированной поверхности. Это оказалось менее чем желательно.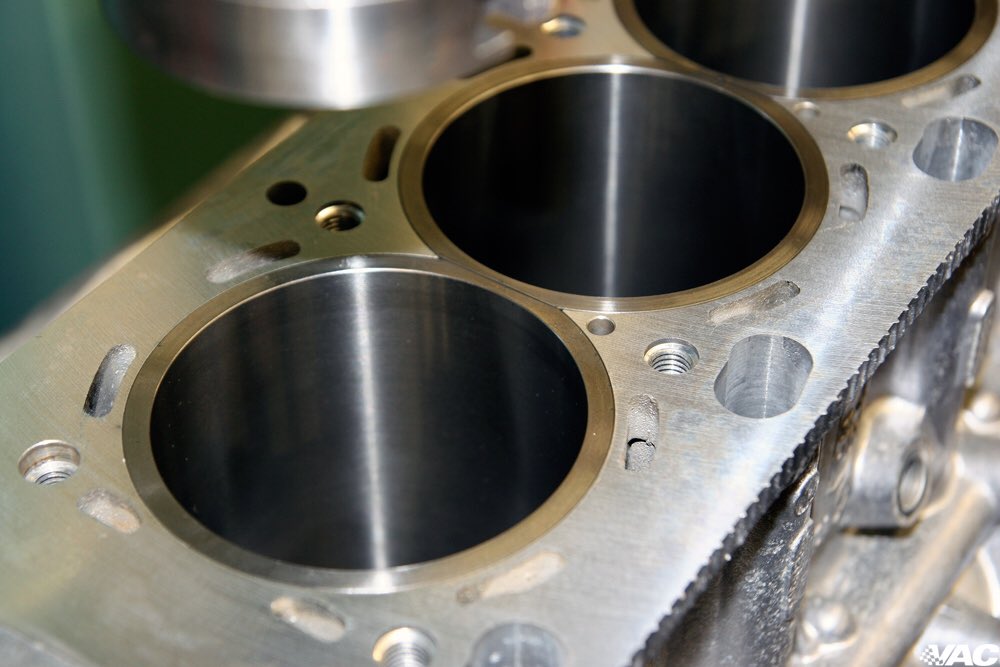
Более поздние эксперименты показали, что более оптимальная обработка поверхности имеет несколько микроскопических пиков в сочетании с более глубокими впадинами. Это дает возможность хранить в канавках достаточное количество масла для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Этот подход привел к тому, что еще в 1980-х годах впервые было названо финиш на плато. Идея заключалась в том, чтобы создать поверхность с помощью процесса, сначала используя грубые камни для создания более глубоких впадин, а затем постепенно более мелкие камни в сочетании с уменьшенной нагрузкой на камни, чтобы сгладить неровные вершины поверхности, сохраняя при этом достаточную глубину впадин для смазки кольца.
Это станок Sunnen SV-10 компании QMP, используемый для обработки нашего железного блока Dart Sportsman. В более старых камнях используются четыре камня.В SV-10 QMP используются восемь алмазных огранщиков, в отличие от более традиционных абразивных камней.
Некоторые из самых ранних достижений в области кольцевых уплотнений произошли, когда производители двигателей обнаружили, что цилиндр становится значительно отклоняющимся от формы, когда головка прикручивается к блоку. Чтобы воссоздать эту деформацию в процессе хонингования, к блоку прикручиваются толстые упорные пластины. В этих пластинах есть отверстия, позволяющие точить доступ к отверстиям.
Следующим логическим шагом в процессе разработки была циркуляция горячей охлаждающей жидкости и / или масла через блок и крутящие пластины, чтобы довести блок до рабочей температуры, которая имитирует тепловую деформацию блока в реальном мире. Мы сохраним точные сведения о том, сколько стоит этот процесс, для следующей истории, но улучшения будут значительными.
Пожалуй, самым значительным достижением производителя двигателей для уличных двигателей является интеграция компьютерного числового управления (ЧПУ) в хонинговальные станки. Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти современные цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти современные цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Лагман построил приспособление для крепления профилометра Mitutoyo к блоку. Таким образом, профилометр каждый раз помещается в одно и то же место, чтобы сделать измерения более последовательными. Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Один из аспектов хонингования цилиндров, который часто упускается из виду, — это то, насколько сильно деформируется отверстие цилиндра — только под действием самого хонинговального инструмента. Обычно прямолинейность канала ствола демонстрируют с помощью индикатора с круговой шкалой на разной глубине внутри отверстия. Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение выполняется в одной точке.
Примером этого является наша фотография стопки десять центов.Предположим на мгновение, что эта стопка представляет собой цилиндр заданной глубины, и каждая из этих десятицентовиков имеет точно такой же диаметр до 0,0001 дюйма. Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но на самом деле он будет ближе к S-образной форме.
Представьте, что эта стопка десятицентовиков представляет собой преувеличенный вид стенки цилиндра. Если мы используем прибор с круговой шкалой для измерения отверстия в точке, представленной одной десятицентовой монетой, и все десять центов имеют одинаковый диаметр, отверстие может показаться прямым.Но эта стопка будет указывать на то, что канал ствола не является «прямым».
Новейшие цифровые хонинговальные станки Sunnen, Rottler и др. Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкая посередине) или вариации, такие как песочные часы или параллелограмм. Задача машиниста — минимизировать эти искажения для создания действительно «прямого» канала ствола.
Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкая посередине) или вариации, такие как песочные часы или параллелограмм. Задача машиниста — минимизировать эти искажения для создания действительно «прямого» канала ствола.
Это также может быть хорошим местом, чтобы упомянуть, что многое из того, что мы здесь обсудим, нацелено на двигатели с более высокими характеристиками. Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут доставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько они могут его сделать, и с отличной отделкой.
QMP позволяет отображать форму отверстия в реальном времени.Это один цилиндр в нашем блоке, на котором отображены три отдельные полосы, отверстие в которых не было концентрическим. Станок автоматически компенсирует нагрузку и положение, чтобы обеспечить соосность отверстия сверху вниз. Наблюдать, как это происходит, действительно впечатляет.
Стилин и ПрофильЕсли пойти дальше вышеуказанных концепций, то нет возможности измерить результаты процесса хонингования, выходящие за рамки только размера отверстия и прямолинейности. Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Это прецизионное измерительное устройство, которое может быстро оценить шероховатость поверхности штриховки. Инструмент точно измеряет текстуру поверхности отверстия, и теперь конечный пользователь может с высокой точностью оценить процесс хонингования цилиндра. Итак, давайте вкратце объясним эти оценки.
Итак, давайте вкратце объясним эти оценки.
Эти описания взяты из Американского общества инженеров-механиков (ASME), но вместо того, чтобы увязнуть в математике «патока зимой», мы дадим вам сокращенные версии этих оценок Cliff’s Notes .Измерения, с которыми мы будем работать чаще всего, — это Ra, Rk, Rpk, Rvk и средняя линия.
Это экран отчета профилометра Mitutoyo компании QMP после завершения хонингования. Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложным — вы правы!
Micro-Millions: Измерение шероховатости поверхности
Все числа, используемые в этих описаниях, выражены в микродюймах (сокращенно «мкдюйм»), что составляет одну миллионную долю дюйма (0.000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
Есть несколько других значений, по которым экспресс-лифт проходит дальше по кроличьей норе, чем мы предпочитаем идти, поэтому мы ограничимся обсуждением четырех значений, вращающихся вокруг средней линии.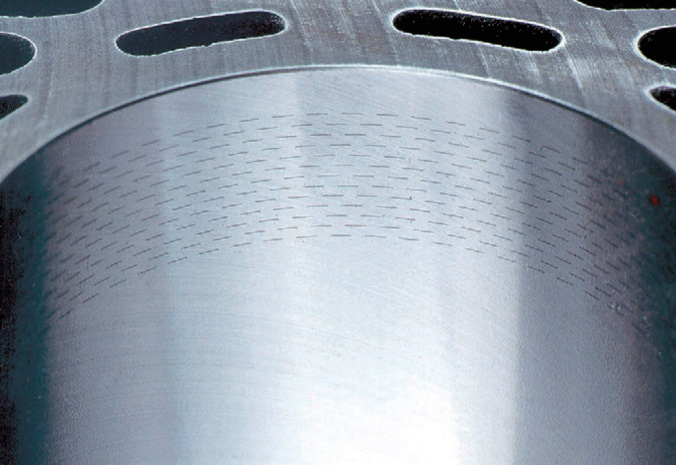 Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы все правильно поняли.
Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы все правильно поняли.«Ra» используется для описания общей средней шероховатости стенки цилиндра.Ra настолько универсален, что не имеет практического применения для стенок цилиндров. Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Rk или глубина шероховатости сердечника — это описание поверхности, которая будет выдерживать большую часть нагрузки. Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
На этом рисунке показано отношение Ra, Rvk и Rpk к M-линии на заданном линейном расстоянии (L).
«Rpk» — это уменьшенная средняя шероховатость выступов, созданных в процессе хонингования. Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода приработки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода приработки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Как вы, вероятно, догадались, число «Rvk» представляет собой уменьшенную среднюю глубину впадины в пределах заданного бокового расстояния.Эти долины простираются ниже поверхности Rk. Более высокое число Rvk, также выражаемое в микродюймах, эквивалентно более глубоким впадинам, где будет располагаться больше нефти. Хороший машинист будет использовать профилометр для измерения текстуры поверхности стенки своего цилиндра и регулировки шероховатости хонинговальных брусков, скорости своего станка и нагрузки, прикладываемой к камням, для достижения желаемой чистоты поверхности.
Рекомендации по хонингованию полного уплотнения
| общего назначения | Высокий уровень | Большой разгон | |
| Rpk | 8–12 | 7-10 | 10-15 |
| Rk | 30-35 | 18–22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
* Все числа выражены в мкдюймах
От теории к практике Ничто из этой информации ничего не значит, если мы не можем предложить несколько примеров. На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
Еще одна важная переменная — это то, как будет использоваться двигатель. Total Seal выбрала три основных категории производительности. Уличные двигатели, скорее всего, подпадут под класс Total Seal «общего назначения». Следующим шагом будет классификация Total Seal «High-End», охватывающая безнаддувные двигатели для соревнований.Верхний уровень — это приложения с закисью и наддувом, которые Total Seal называет приложениями «Big Boost».
Мы предложим несколько простых чисел для данного уличного паровоза. Мы перечислили рекомендации Total Seal по доводке в прилагаемой таблице, используя три вышеуказанные категории. Возможно, лучшее, что можно извлечь из этого, — это то, что создание правильных номеров хонингования для соответствующих колец во многом зависит от того, как будет использоваться двигатель. Один размер, или в данном случае один план хонингования, не подходит для всех.
Один размер, или в данном случае один план хонингования, не подходит для всех.
Что касается обкатки двигателя, то более качественные кольца, такие как кольца Advanced Profile (AP) Total Seal, притерты до оптимальной поверхности и, следовательно, буквально уже сломаны. Благодаря этому можно уменьшить Rpk стенок цилиндров потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Недавно мы доставили железный блок Chevy Dart Sportsman Брэду Лагману на завод Quarter-Mile Performance (QMP) в Чатсуорте, Калифорния, чтобы он применил окончательное точение для предстоящего кольцевого испытания Total Seal.Поскольку испытания будут включать набор ультратонких колец AP с покрытием CrN, Лагман установил наш блок на своем алмазном шлифовальном станке Sunnen SV-10 для обработки стенок цилиндров.
Если мы сравним числа, полученные с помощью профилометра QMP на этом блоке, с числами Total Seal для современной машины SV-10 Sunnen, мы увидим, что Lagman проделал действительно большую работу с блоком. Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Окончательные результаты шлифования блока дротиков QMP
| Микродюймы | |
| Rpk | 5,6 |
| Rk | 26 |
| Rvk | 48 |
Это поместит немного больше масла в впадины, что должно обеспечить отличную смазку колец, не создавая ситуации, когда использование масла может стать проблемой. Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
При более внимательном рассмотрении чисел Rk наше окончательное число ниже, что делает его немного более плавным, чем числа общего назначения. Это должно улучшить кольцевое уплотнение и помочь минимизировать трение.
По этой теме гораздо больше, чем вводная часть, которую мы здесь рассмотрели, и мы сохраним некоторую информацию для более глубокого рассказа. В будущем мы рассмотрим конкретные методы хонингования и другие интересные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
В будущем мы рассмотрим конкретные методы хонингования и другие интересные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
Всем известно, что кольцевое уплотнение имеет важное значение, но эти узкоспециализированные измерения профилометра становятся все более важными для правильного прилегания колец к стенке цилиндра в высокопроизводительных приложениях с высоким давлением в цилиндре. Все это часть того, что нужно, чтобы правильно отточить блок для создания двигателя производительности.
Старые станки, такие как аналоговый хонинговальный станок Sunnen CV-616, могут по-прежнему давать отличные результаты в руках квалифицированного и опытного оператора.
Хонинговальные блоки двигателя | Технология автоматического хонингования
В вашем двигателе горит масло или он не работает? Вам нужны новые поршневые кольца для отремонтированного двигателя?
Хонингование отверстий двигателя — жизненно важный процесс при ремонте большинства двигателей. В блоке двигателя находится много важных деталей, таких как поршневые кольца, головки цилиндров, впускные и выпускные каналы.
В блоке двигателя находится много важных деталей, таких как поршневые кольца, головки цилиндров, впускные и выпускные каналы.
Следовательно, жизненно важно, чтобы каждое отверстие могло выдерживать напряжение сжатия, поддерживать правильный поток масла и снижать образование вредных выбросов.
Разница в двигателе ARA
Двигатель ARA может повысить эффективность вашего двигателя.
Мы обеспечиваем хонингование блока цилиндров для улучшения характеристик двигателя, снижения напряжения растяжения и увеличения срока службы двигателя.
Наша команда имеет опыт в хонинговании ряда блоков двигателей для:
- легких коммерческих автомобилей
- сельскохозяйственных машин
- транспортных средств
- локомотивов
- строительных машин
- частных транспортных средств.
Технология автоматического хонингования
В ARA Engine используется новейшее оборудование для заточки ряда блоков цилиндров.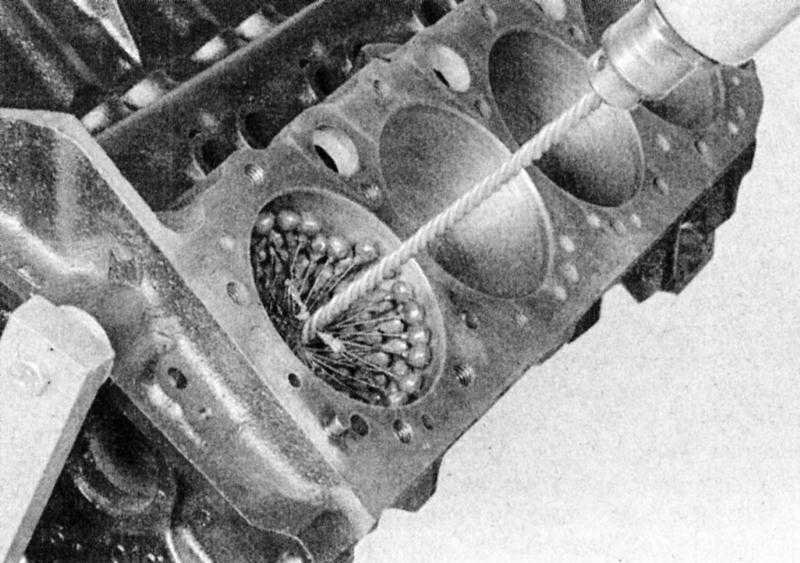
Вертикальный хонинговальный станок Sunnen SV-10 использует алмазные камни для отделки стенок цилиндров до нужной поверхности.
С дисплеем в реальном времени и сенсорным управлением мы обнаруживаем несоответствия там, где диаметр отверстия визуально меньше. Регулируемый независимый шпиндель и калькулятор угла штриховки позволяет нам создавать штриховку под любым углом.
При правильной шероховатости поверхности отверстие обеспечивает правильное удержание масла и смазку.
Самое главное? Ты больше не будешь выпускать синий дым.
Передовые внутренние технологии
ARA Engine — поставщик услуг по ремонту и техническому обслуживанию двигателей.
Наши услуги по ремонту двигателей восстанавливают рабочие характеристики многих типов двигателей, продлевая их срок службы и обеспечивая более плавную езду.
Благодаря новейшему оборудованию собственного производства наши автоматизированные решения сокращают количество ошибок, связанных с человеческим фактором, и позволяют оттачивать блоки двигателя с беспрецедентным уровнем точности.
Лицензированные специалисты
Все оборудование эксплуатируется лицензированными профессионалами с многолетним опытом.
Наша команда проходит курс обучения новейшим отраслевым методам и испытания проверенных методов ремонта двигателей.
Каждая операция хонингования контролируется опытными менеджерами участка, тестируется и проверяется для поддержания высочайшего уровня контроля качества.
Невероятная ценность
С появлением технологии автоматического хонингования хонингование блока цилиндров может выполняться быстрее, дешевле и эффективнее, чем когда-либо.
Это означает, что экономия может быть переложена на вас.
Сэкономив на сервисном обслуживании, вы получите более плавную и продолжительную поездку по очень разумной цене.
Почему стоит выбрать двигатель ARA для заточки блока цилиндров
- Увеличьте срок службы поршневых колец и компонентов двигателя
- Предотвратите возгорание масла и появление синего дыма
- Автоматизированная технология хонингования для устранения человеческой ошибки
- Качество контролируется лицензированные специалисты по ремонту двигателей
- Невероятная ценность — никаких скрытых платежей или текущих затрат
- Гарантия на все услуги по ремонту двигателей
Увеличьте срок службы вашего двигателя
Позвоните (02) 9892 1033 или напишите специалисту по ремонту двигателей, чтобы узнать о преимуществах хонингования блока цилиндров для повышения производительности.
Технология хонингования цилиндров | Безлимитное производство
Хонинговальный цилиндрЧто такое хонингование, как оно проводится и почему оно важно? Хонингование — это абразивный процесс, который улучшает качество поверхности, размер и округлость расточенного цилиндра / гильзы. Хонингование выполняется для максимального увеличения срока службы кольцевого уплотнения, поршневого кольца и стенок цилиндра. Цель состоит в том, чтобы создать поверхность, максимально приближенную к идеальной, для сопряжения с гранями кольца.
Оптимальное кольцевое уплотнение является целью надлежащей отделки цилиндра и имеет решающее значение для максимальной выработки энергии.На крутящий момент, мощность и расход масла напрямую влияет обработка стенок цилиндров. Скрытые затраты — это никогда не реализованный потенциал лошадиных сил и произведенная мощность, потребляемая паразитными потерями. Прорыв, ветер, флаттер кольца, масляное загрязнение и задиры на юбке поршня являются примерами паразитных потерь. Эти скрытые расходы вполне реальны.
Эти скрытые расходы вполне реальны.
Что происходит внутри вашего двигателя.
Поршневые кольца закрывают зазор между поршнем и цилиндром, позволяя преобразовывать давление в цилиндре в рабочее.Специальные кольца, сопряженные с должным образом отшлифованными стенками цилиндра и соответствующего размера, позволяют моторному маслу создавать масляный барьер, удерживаемый между поверхностью кольца и поверхностью цилиндра. Пленка масляного уплотнения изолирует давление в цилиндре, предотвращает контакт металла с металлом и передает 20% тепла сгорания от поршня к кольцу на стенку цилиндра, а затем в систему охлаждения. Это барьер, отделяющий успех от катастрофы. В двигателе с ходом 5,0 дюйма, работающем при 6000 об / мин, средняя скорость поршня составляет 83,33 фута / с или 56.83 миль / ч . Кольцо должно герметизировать очень высокое пиковое давление в цилиндре (более 4000 фунтов на квадратный дюйм), поддерживать это уплотнение, пока давление в цилиндре падает, когда поршень движется к нижней мертвой точке, выдерживать высокую температуру сгорания (более 5000 F. ), выдерживать поверхностное трение этих скоростей и обеспечивает возвращение в верхнюю мертвую точку с низким коэффициентом трения. Очевидно, что контакт металла с металлом между поверхностью кольца и цилиндром приведет к катастрофическому отказу при нескольких оборотах двигателя.
), выдерживать поверхностное трение этих скоростей и обеспечивает возвращение в верхнюю мертвую точку с низким коэффициентом трения. Очевидно, что контакт металла с металлом между поверхностью кольца и цилиндром приведет к катастрофическому отказу при нескольких оборотах двигателя.
Повышенное давление сгорания (более высокий наддув) увеличивает деформацию канала и требования к теплопередаче.Типичные двигатели с наддувом могут иметь утечку более 5%. Потеря давления означает потерю потенциальной мощности. Ложное экономичное решение проблемы прорыва — это добавить больше наддува, что, в свою очередь, приведет к увеличению цикла потерь. Таким образом, кольцевое уплотнение имеет решающее значение для улавливания повышенного давления в цилиндре, вызванного усовершенствованием распределительных валов, систем впуска, сгорания и выпуска.
Основные факторы подготовки баллонов.
Размер:
Размер может показаться простым, но размер так же сложен, как и обработка поверхности. Размер указан относительно конуса и овального размера . При выборе размера гильзы или цилиндра необходимо учитывать ряд вопросов. Размер определяется по максимальным или минимальным измерениям? Как снимаются эти измерения? Насколько цилиндрической (близкой к абсолютной круглой и размером по всей длине) является отверстие? При какой температуре измеряли?
Размер указан относительно конуса и овального размера . При выборе размера гильзы или цилиндра необходимо учитывать ряд вопросов. Размер определяется по максимальным или минимальным измерениям? Как снимаются эти измерения? Насколько цилиндрической (близкой к абсолютной круглой и размером по всей длине) является отверстие? При какой температуре измеряли?
Поверхность:
Штриховка важна для кольцевого уплотнения и срока службы кольца. Требуемый угол частично определяется материалом гильзы или блока.Узкий (плоский) угол поперечного люка может привести к чрезмерному вращению кольца и, как следствие, износу контактных площадок кольца и поршневого кольца. Крутой угол поперечной штриховки позволяет уменьшить удержание масляной пленки, непоследовательное кольцевое уплотнение и уменьшить вращение кольца, что приводит к повышенному износу цилиндра . Из всех возможных перекосов овальность более важна, чем конусность для кольцевого уплотнения и срока службы кольца.
«Плавность», как это назло бы большинство людей, очень важна. В зависимости от области применения он влияет на разрыв кольца во времени, а также на износ кольца и втулки.
Что происходит с размером и плохой обработкой поверхности?
Во-первых, кольцо деформируется и контактное давление между стенкой цилиндра и масляной пленкой на поверхности кольца распределяется неравномерно. Во-вторых, при потере достаточного контакта торца кольца кольцо может трепетать о стенку цилиндра. Кольцо теряет охлаждающую способность, что приводит к еще большей утечке и повышенному износу канавок поршневых колец. В-третьих, горячие газы сгорания могут «стереть» масляную пленку под кольцом, создавая меньшее уплотнение кольца и способность к теплопередаче.В случае достаточно сильной утечки дымовые газы могут пройти мимо вторичного и масляного колец, что приведет к образованию задиров на юбке поршня.
Прорыв является результатом недостаточного кольцевого уплотнения и создает давление в картере, которое увеличивает сопротивление воздуха.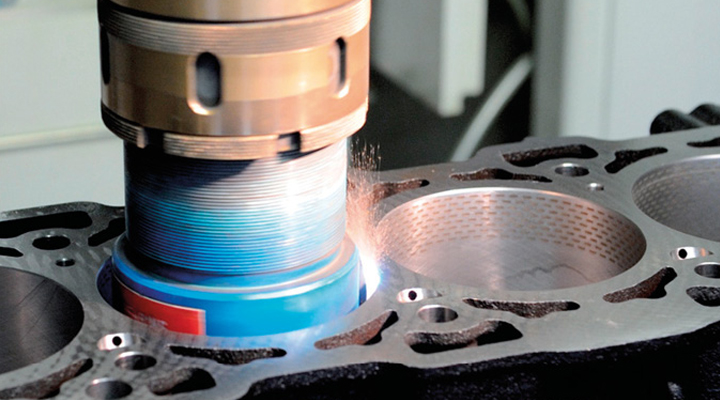 Эта смесь масла и продуктов сгорания образует «суспензию», которая окружает коленчатый вал и вращается вместе с ним. Паразитная потеря мощности из-за вращения этой дополнительной массы измерима.
Эта смесь масла и продуктов сгорания образует «суспензию», которая окружает коленчатый вал и вращается вместе с ним. Паразитная потеря мощности из-за вращения этой дополнительной массы измерима.
Решения
Хонинговальные втулки в блоке позволяют производить чистовое хонингование с минимальным скруглением и конусностью.Закаленный блок будет иметь тысячи часов наработки и циклов нагрева. Он сдвинулся, сдвинулся и исказился во всех сферах. Это было снято и стабилизировано.
Квалификация закаленного блока, повторная обработка по мере необходимости и последующее хонингование втулок на месте обеспечат наиболее свободный от деформации метод подготовки втулок к сборке. Путем установки втулок в блок, последовательного размещения и синхронизации каждой втулки в ее положение, а также использования торсионной пластины, втулка будет деформироваться, как это будет при окончательной сборке.Точные станки с жесткими шпинделями, правильные хонинговальные инструменты, смазочно-охлаждающие жидкости в сочетании с навыками оператора и соответствующими измерительными инструментами — все это необходимо для изготовления круглого отверстия с заданной обработкой поверхности и точного размера.
Однако, несмотря на использование лучших процедур и оборудования, диаметр цилиндра изменяется при сборке двигателя. Нагрузка на головку болта, совмещение зенковки втулки в верхней части блока относительно нижней части блока, равномерность и плоскостность глубины зенковки, постоянная высота фланца втулки, плоскостность деки блока и плоскостность головки цилиндров — все это влияет на деформацию отверстия цилиндра при сборке.Хороший блок
Осмотри повторная обработка по мере необходимости, качественные втулки и надлежащие процедуры затяжки болтов головки во время сборки помогут уменьшить деформацию.
Мы можем проверить, исправить и подготовить ваш блок для хонингования гильзы на месте. После того, как у нас будет чистый блок и будет завершена проверка, будет рассчитана стоимость ремонта и отправлена вам на утверждение. Мы отметим каждую втулку и блок для положения и вращения втулки, установим упорные пластины и закончим хонинговать наши втулки или отверстия в блоках без рукавов. По завершению очищаем блок от хонинговального масла и песка. Затем мы предоставим вам отчет о проверке размеров и состояния каждого отверстия / втулки.
По завершению очищаем блок от хонинговального масла и песка. Затем мы предоставим вам отчет о проверке размеров и состояния каждого отверстия / втулки.
Если доставка блока нам нецелесообразна из-за стоимости или времени, выберите наши готовые втулки для крепления. Вы получаете удобство более быстрой доставки. Наши приспособления сделаны так, чтобы напоминать блок по высоте и расположению зенковок, канавок для уплотнительных колец и т. Д., И в них используется зажимная пластина по всему периметру для имитации установки в блок. Наши приспособления обрабатываются на обрабатывающем центре с ЧПУ для обеспечения точности, и мы используем уплотнительные кольца, которые используются в блоке.
Хорошая подготовка блока, соответствие типа кольца внутренней поверхности отверстия, круглые и прямые гильзы при установке и сборке двигателя, тщательная очистка и надлежащие процедуры сборки обеспечат наилучшую производительность за эти деньги. Ощутимые преимущества заключаются в увеличении мощности, долговечности и стабильности. Теперь это лучшая песня «Взрыв за деньги».
Теперь это лучшая песня «Взрыв за деньги».
LS Torque Plate Блок двигателя Обработка растачивания Хонинговальный двигатель цилиндра 4.20 | 551335
LS Torque Plate Блок двигателя Обработка растачивания Хонинговальный двигатель цилиндра 4.20
ПРЕДУПРЕЖДЕНИЕ. Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, который, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другой вред репродуктивной системе. Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
АЛЮМИНИЙ: Большинство используемых сегодня алюминиевых сплавов содержат некоторое количество свинца, обычно менее 0,1%. В штате Калифорния известно, что свинец вызывает рак и вредит репродуктивной системе. Большинство алюминиевых сплавов физиологически инертны в своей твердой форме, и свинец содержится внутри, однако пыль и / или пары, создаваемые пользователем, могут представлять опасность при вдыхании или проглатывании.Нагревание выше определенной температуры также может обеспечить возможность воздействия.
СТАЛЬ (стальные болты): Сталь — это сплав железа с несколькими металлами, включая никель и хром. В штате Калифорния известно, что никель и хром вызывают рак и вред репродуктивной системе. Это предупреждение также относится к нержавеющей стали.
LS Крутящий момент для растачивания блоков цилиндров
- Использует болты / шпильки заводской длины с головкой
- 1.Алюминиевая заготовка толщиной 65 дюймов, 1 шт.
- Отверстия под цилиндр 4,20 дюйма
- Сделано в Уичито, Канзас из аэрокосмического сорта, произведено в США, алюминиевая заготовка
- Доза без болтов или шпилек
| Номер детали производителя | 551335 |
|---|---|
| UPC | 656729843352 |
| Вес | 17.0000 |
| Производитель ИКТ | Заготовка ICT |
| Страна производитель | США |
| Длина в дюймах | 20 |
| Ширина, дюймы | 8 |
| Высота в дюймах | 2 |
| Предложение 65 Предупреждение | ПРЕДУПРЕЖДЕНИЕ. Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, который, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другой вред репродуктивной системе.Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov АЛЮМИНИЙ: Большинство используемых сегодня алюминиевых сплавов содержат некоторое количество свинца, обычно менее 0,1%. В штате Калифорния известно, что свинец вызывает рак и вредит репродуктивной системе. Большинство алюминиевых сплавов физиологически инертны в своей твердой форме, и свинец содержится внутри, однако пыль и / или пары, создаваемые пользователем, могут представлять опасность при вдыхании или проглатывании. Нагревание выше определенной температуры также может обеспечить возможность воздействия. СТАЛЬ (стальные болты): Сталь — это сплав железа с несколькими металлами, включая никель и хром. В штате Калифорния известно, что никель и хром вызывают рак и вред репродуктивной системе. Это предупреждение также относится к нержавеющей стали. |
ПОЧЕМУ ICT BILLET?
Сделано в Америке, материалы премиум-класса
Мы используем только высококачественные материалы производства США для наших деталей в ICT Billet.Мы проектируем все наши собственные детали в Уичито, штат Канзас, используя для их производства оборудование американского производства. Наша цель — всегда использовать как можно больше компонентов, произведенных в США. Для любых компонентов, которые не производятся непосредственно нашей командой в ICT Billet, мы используем материалы, произведенные в США, для обеспечения надежности. Для нас важно сохранить рабочие места в Америке, а вы получите самые лучшие запчасти.
Исключительное качество
Никогда не следует жертвовать качеством ради доступности.Вот почему мы делаем замену двигателя на ваш автомобиль доступной, используя самые эффективные производственные технологии на нашем предприятии. Мы предлагаем полную линейку сменных компонентов LS от опор двигателя до проводки. Как член SEMA мы гордимся тем, что являемся частью элитной группы производителей автомобилей. Мы обеспечиваем высочайший уровень качества и развития наших продуктов.
Обширные исследования и разработки
В ICT Billet мы используем новейшие технологии, чтобы каждый продукт подходил с первого раза.Наша собственная команда инженеров усердно работает над проектированием и созданием наилучших продуктов, чтобы вы могли избежать головной боли и разочарований, связанных с дешевыми, плохо изготовленными сменными деталями LS. Прежде чем какой-либо товар попадет на полки, мы просканируем каждое транспортное средство лазером. После этого наша команда работает над созданием надежной модели для тестовой подгонки, чтобы каждый раз обеспечивать идеальную подгонку.
Политика конфиденциальности | Условия использования | Свяжитесь с нами
Хонингование цилиндров Блок цилиндров Отделка цилиндров: MA, CT, RI, NH, VT, ME, NY, NJ
Сегодняшние стандарты становятся все более требовательными
Производители прогрессивных двигателей должны реагировать на динамичные изменения в отрасли.С учетом требований к посадке колец последней модели и разнообразного количества конфигураций блоков, машинисту требуется универсальность, предлагаемая хонинговальными станками Rottler серии H. Обработка цилиндров становится наукой, поскольку требования продолжают расти. Графическое представление отделки цилиндра, например, отображаемое на кривой Эбботта-Файерстоуна, обеспечивает качественный анализ характеристик отделки поверхности. Семейство параметров Rk напрямую отображает характеристики поверхности на заданной длине выборки.
Характеристики
Еще один первый в отрасли от Rottler
HP6A — это первый автоматизированный хонинговальный станок для цилиндров, способный работать в двух автоматических программных режимах.
1. Автоматическая подача камней
Установив количество ходов на подачу в сочетании с общим объемом, который должен быть удален, оператор может полностью отточить цилиндр без присмотра. Скорость подачи можно регулировать в любой момент в процессе хонингования.
2. Автоматическое определение нагрузки
Путем установки желаемого давления нагрузки в сочетании с общим количеством снимаемых цилиндров можно точно подогнать под размер без необходимости участия оператора. Впервые в отрасли! Кроме того, при работе в автоматическом режиме на высокой скорости машина настраивается на желаемую скорость для надлежащей обработки цилиндра непосредственно перед остановкой. Введите нагрузку в компьютер, и машина автоматически поддерживает это значение, пока заканчивает цилиндр.
Регулировка хода очень эффективна с использованием верхнего и нижнего ограничительных рычагов. Система принудительной подачи на машине Rottler HP обеспечивает контролируемое и точное расширение камней.
Rottler ответил на динамические потребности сегодняшних производителей двигателей, предложив самый простой контролируемый метод чистовой обработки цилиндров. Превратите трудную работу в доллары. Особенности:
• Независимые приводы хода и шпинделя
Эффективное достижение желаемой штриховки.Остановитесь в любом месте цилиндра.
• Цифровое управление
Настройки подачи можно регулировать даже во время работы машины.
• Зажимные рычаги блока
Превосходное крепление Rottler позволяет легко закреплять заготовки без основных линий.
• Бесступенчатая регулировка скорости и подачи
Изменение скорости вращения шпинделя так же просто, как поворот ручки … установите желаемую рабочую скорость.
Точность
Добейтесь непревзойденной точности и контроля с помощью высокоточной точильной шлифовальной головки Rottler. Эта система не только обеспечивает превосходную точность, но также эффективна при интенсивном съеме материала. Прецизионная хонинговальная головка была разработана для обеспечения отличной поддержки абразивного инструмента и его жесткости.
• Обеспечивает превосходную точность
• Быстрая коррекция геометрии отверстия с минимальным удалением припуска
• Интенсивное удаление припуска из.От 004 до 0,012 в минуту
Скорость
• Большая производительность для обработки дизельных блоков