


Хонингование цилиндров: что это такое?
Nevada 1976Хонингование цилиндров: что это такое? 0 Comment
Содержание статьи
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
 Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой.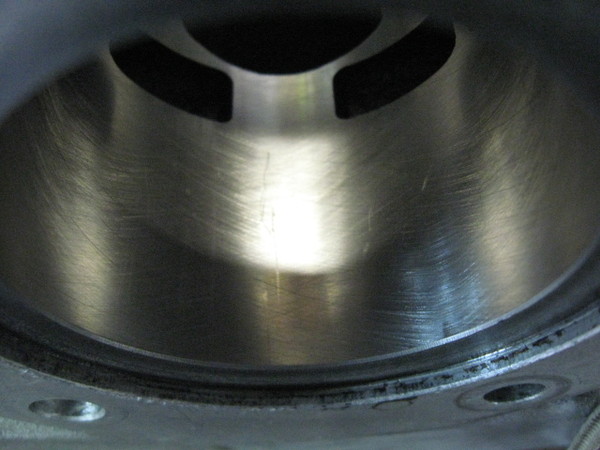 Для этого применяется хонингование.
Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования.
 Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент.
 Происходят задиры и вырывание абразивных частиц.
Происходят задиры и вырывание абразивных частиц.Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния.
 Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.

Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.

Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм.
А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния.
 И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали.
 Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену.
 Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Видео о том, что такое хонингование
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата.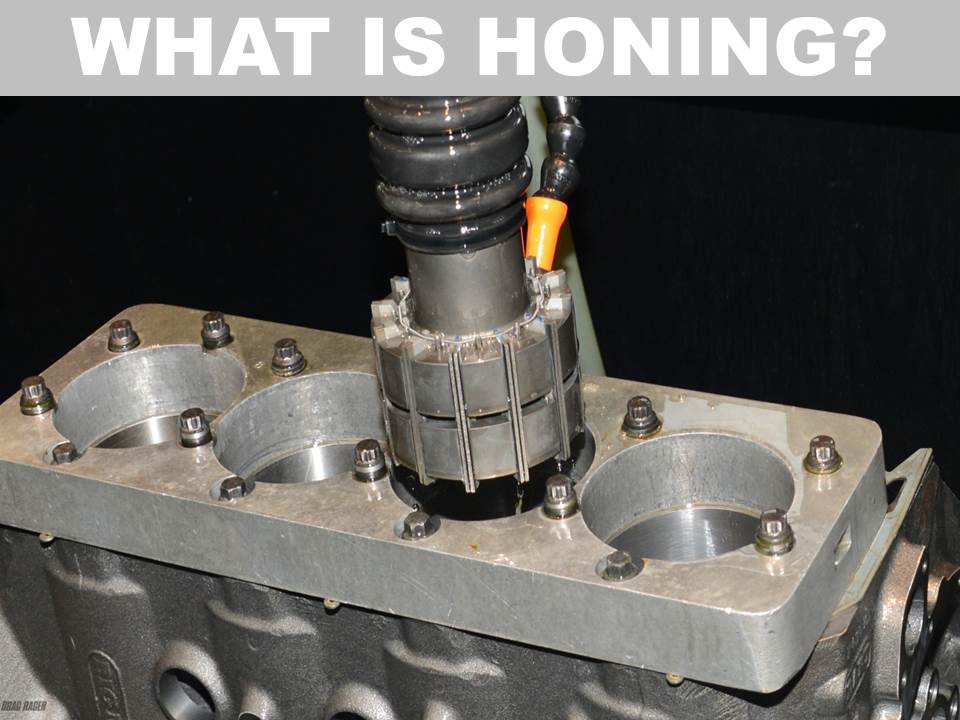 И в качестве финишной операции капремонта широко применяется процесс хонингования.
И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Содержание
- Хонингование цилиндров: суть процедуры
- Как делается хонингование
- Преимущества хонинговки
- Инструмент для хонингования
- Хонинговка цилиндров своими руками в домашних условиях
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером.
 Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска. - Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов. Происходит возвращение первоначальной формы.
- Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.

- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется.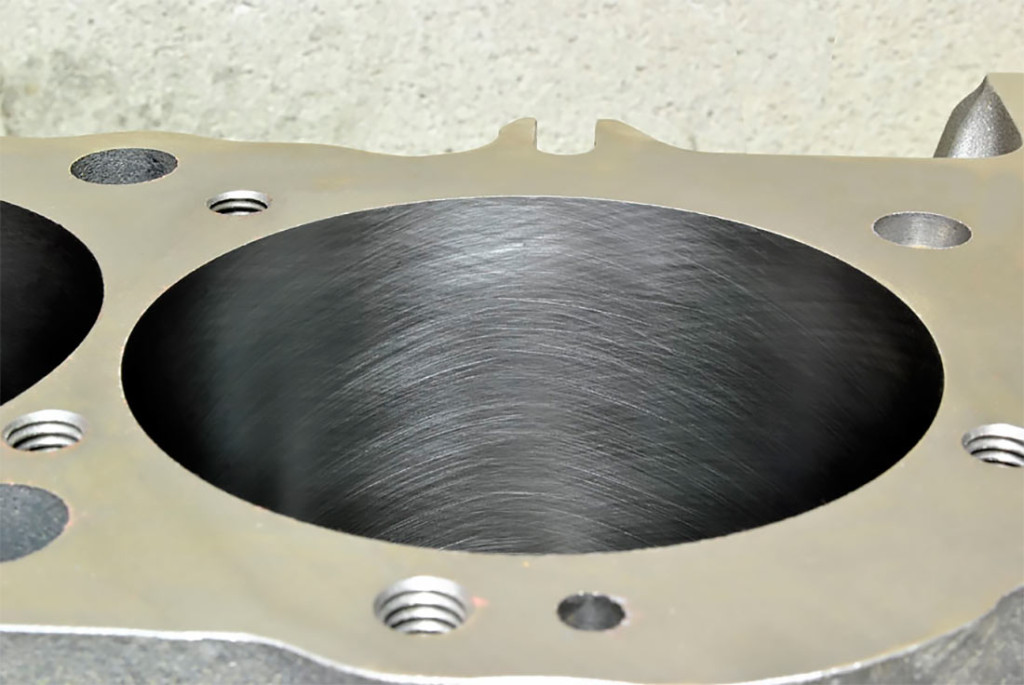 При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом.
 Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей. - Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
Что такое хонингование цилиндров двигателя. Особенности процесса, как делается и для чего нужно
Сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура
ЧТО ТАКОЕ ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ. ОСОБЕННОСТИ ПРОЦЕССА, КАК ДЕЛАЕТСЯ И ДЛЯ ЧЕГО НУЖНО
Добрый день, сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура. Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого «омолаживающего» процесса ключевого узла силовой установки. В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого «омолаживающего» процесса ключевого узла силовой установки. В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Итак, что называется хонингованием или расточкой цилиндров двигателя автомобиля и для чего проводят эту процедуру? Хонингованием, известным в народе понятием, как расточка блока двигателя называется окончательная обработка поверхности стенок цилиндра при помощи специальных инструментов. Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
Несомненно достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
ЧТО ТАКОЕ ПОРШЕНЬ ДВИГАТЕЛЯ
Справочно заметим, что в процессе эксплуатации силовая установка находится под сильной нагрузкой и с течением времени изнашивается, что приводит к потери им первозданного состояния. Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров. По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности. Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Заметим, что при проведении капитального ремонта двигателя, цилиндры растачивают до определенного размера, который называется первым ремонтным. Хонингование помогает сохранить правильную геометрию цилиндров мотора, то есть из овальной формы их привести к правильной круглой, так сказать первоначальной. Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Справочно скажем, что полностью избавиться от шероховатости не получиться, но привести поверхность стенок к оптимальному состоянию при расточке, как правило получается. Как мы отметили ранее, хонингование — это последний или завершающий штрих в обработке при капитальном ремонте двигателя и по сравнению с классическими доводочными операциями, на подобии полирования или притирки того или иного участка поверхности, расточка обладает высокой точностью, а также большой эффективностью.
Самым эффективным способом расточки блока цилиндров по мнению специалистов является плосковершинное хонингование, которое имеет большое количество плюсов. Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
По завершению данного процесса, цилиндры двигателя быстрее прирабатываются к поршневым кольцам и следовательно будет меньший износ деталей мотора. При меньшем износе деталей двигателя, увеличивается эффективность работы всего узла.
Кроме того, благодаря быстрой приработке элементов силовой установки, повышается компрессия в цилиндрах мотора. Все это в итоге ведет к увеличению срока службы силового узла и тем самым удлиняется интервал до следующего капитального ремонта. Также к достоинствам расточки можно отнести сокращение расхода моторного масла и нивелирование прорыва газов в картер двигателя.
Главной особенностью расточки блока двигателя является образование по завершению этого процесса на стенках цилиндров специальной сетки, которая хорошо заметна при детальном осмотре поверхности. Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Как же происходит процесс расточки стенок цилиндров силовой установки? Такой процесс всегда проходит в 2 этапа. К 1-му этапу относят черновую обработку поверхности стенок цилиндров, на которой применяется специальный абразив с крупной зернистостью. На 2-ом этапе наступает окончательная или заключительная обработка стенок цилиндров. На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
Керамические абразивы по эффективности немного уступают алмазным. На это имеются вполне объективные причины, например керамические элементы имеют более короткий срок службы, поэтому и стоят почти в 2 раза дешевле алмазных. По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку. Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
В заключении отметим, что большинство специалистов, которые проводят растачивание стенок блока цилиндров двигателя, по завершению процедуры производят еще одну довольно важную операцию, которая называется финишная чистка при помощи абразивной пасты. Паста отлично убирает и сглаживает острые углы с впадинами, которые могут оставаться после растачивания. В результате применения абразивной пасты достигается идеальная гладкость поверхности стенок цилиндров силовой установки.
БОЛЬШОЕ СПАСИБО ЗА ВНИМАНИЕ. ОСТАВЛЯЙТЕ СВОИ КОММЕНТАРИИ, ДЕЛИТЕСЬ С ДРУЗЬЯМИ.
ЖДЕМ ВАШИХ ОТЗЫВОВ И ПРЕДЛОЖЕНИЙ.
Хонинговка блока цилиндров — Технический Центр Мотортехнология
Выработка ресурса мотором – неизбежный процесс, и неважно, насколько аккуратно его эксплуатировали. При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
Что такое хонингование
Слово «хонингование» пошло от английского «hone», что в переводе – «точить». Это название технологии абразивной обработки отверстий деталей автомобиля конической и цилиндрической формы посредством специальных насадок (хонов). Цель хонингования – достижение требуемой степени шероховатости поверхностей и максимальной точности их геометрических размеров.
Обычно хонингование требуется полостям разных компонентов двигателей, но нередко проводят и наружную обработку крупных деталей с помощью специализированных или модифицированных шлифовальных и горизонтально-расточных станков. Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Для двигателей внутреннего сгорания (ДВС) автомобилей в первую очередь выполняется хонингование цилиндров. Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Зачем выполняется хонингование
Точность обрабатывания хоном рабочей поверхности цилиндров двигателя куда выше, если сравнивать с применением расточных инструментов. Как следствие:
- благодаря обработке в разы сокращается период обкатки двигателя, в особенности если установлены особые компрессионные кольца, которые куда быстрее и точнее прирабатываются к стенкам цилиндров. Это благоприятно сказывается на ресурсе ДВС;
- обеспечивается наилучшая компрессия в цилиндрах. В результате двигатель начинает работать с предельной отдачей. Параллельно с этим увеличивается экономичность, снижается расход масла на угар;
- куда меньше газов прорывается в картер двигателя внутреннего сгорания, а значит моторное масло дольше сохраняет изначальные свойства;
- нивелируется конусность и эллипсность цилиндров мотора, нуждающегося в капремонте.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.
За счет хонингования блока цилиндров рабочая поверхность последних получает микропрофиль – углубления необходимы для удерживания частиц моторного масла. Особенно выигрывают от этого высокооборотистые двигатели, в которых поршни движутся с большой скоростью, а масляный туман, идущий из картера, не успевает оседать на стенках цилиндров. Хонингование в таком случае создает так называемый «аккумулятор масла», необходимый, чтобы детали цилиндропоршневой группы не работали на сухую, что чревато ускоренным износом.
Когда выполняется операция
Хонингование цилиндров для большей части двигателей выпускаемых сейчас автомобилей выполняют ещё на заводе с целью достичь эффекта «аккумулятора масла». Повторная процедура выполняется при капитальном ремонте, обычно после расточки.
Как часто требуется повторное хонингование сказать сложно, так как многое зависит от условий эксплуатации ДВС, манеры вождения, качества топлива и моторного масла. Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Пора делать хонинговку блока, если:
- заметно упала мощность двигателя;
- на холостом ходу возникают плавающие обороты;
- повысился расход топлива и масла.
Также о многом скажет цвет выхлопа. Если появился сизый оттенок, значит масло сгорает вместе с топливом – так быть не должно.
Особенности хонингования цилиндров двигателя
Хонинговка цилиндров выполняется таким образом: бруски-абразивы, закрепленные на хоне, прижимаются к стенкам детали, при этом насадка, шток которой зафиксирован в патроне станка, делает вращательные и возвратно-поступательные движения. При обработке поверхности она обильно смазывается смазочно-охлаждающей жидкостью.
Принцип операции меняется исходя из материала цилиндра:
- двигателям внутреннего сгорания с деталями из чугуна требуется два этапа.
 На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей; - для двигателей с деталями из сплавов алюминия Alusil, Locasil и Silitec по завершении расточки требуется хонингование в три этапа. На третьем шлифуют детали с сохранением ремонтного размера;
- хонингование – единственно возможный вариант устранения конусности и эллипсности алюминиевых цилиндров, стенки которых покрыты никелем и особо прочным карбидом кремния (Nicasil). Дело в том, что нет таких резцов, которые используются при стандартной расточке.

Условия качественного выполнения процедуры:
- шлифующая кромка равномерно давит на внутреннюю сторону цилиндра. Для деталей, сделанных из сплавов алюминия (в особенности если речь идет о тех, что с покрытием Nicasil), необходимо умеренное давление. Важно, чтобы точно соответствовали диаметр бруска и поршня, иначе обрабатываемая поверхность перегреется, образуются задиры, а из бруска будут вырваны абразивные зерна;
- правильный выбор абразива хонинговальных брусков с учетом материала цилиндров. Для моторов Alusil, например, используют бруски с «антизасаливающейся» поверхностью. К ним не будут цепляться частицы алюминия, и как следствие, не образуются задиры;
С помощью хонинговки важно достичь оптимальной степени шероховатости детали, чтобы моторное масло хорошо удерживалось. Для каждого сплава свой подход:
- у двигателей с деталями из чугуна для задания микрорельефа используют хонинговальную сетку. Ее риски в верхней части должны быть такими, чтобы при воздействии силы поверхностного натяжения масла образовывался «купол», обеспечивающий оптимальный смазывающий эффект.
 Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар; - для двигателей Alusil, Silitec и Locasil уровень шероховатости во многом зависит от размеров зерен кристаллов кремния, содержащихся в сплаве, и глубины их раскрытия.
При желании расточку и хонинговку реально сделать самому, понадобится только специальная насадка и смазочно-охлаждающая жидкость. Но надо учесть один момент: глубина рисок хонинговальной сетки, угол пересечения и уровень шероховатости для каждой серии ДВС свой, и изготовители этой информацией делиться не торопятся. В техническом центре же такие процедуры выполняются регулярно, то есть мастера, отталкиваясь от статистики, накопили достаточно опыта.
Если выполнять хонинговку самостоятельно, хорошо, если просто не будет никакого эффекта. В худшем же случае расход масла только увеличится, а ресурс ДВС сократится. По этой причине доверить хонингование лучше профессионалам, к тому же в ходе капитального ремонта эта операция идет сразу за расточкой цилиндров.
Взятие шарикового хонинговального инструмента и проверка результатов
Долгое время люди высмеивали товары для хонингования, сделанные своими руками. Некоторые люди клянутся ими, чтобы получить желаемый угол поперечной штриховки при перестройке дома, а другие прямо осуждают их за то, что они не дают никакого реального эффекта. В конце концов, здесь, в EngineLabs, все дело в данных. Поскольку мы близки к Total Seal и знаем, что у них есть множество профилометров, мы решили испытать старый точильный шарик.
Honing Science «Идея плоского хонингования заключается в том, что вы проходите через грубый абразив и «выкапываете долину», прежде чем использовать мелкую зернистость для выравнивания пиков», — объясняет Кит Джонс, директор Total Seal. Технические продажи. Как мы уже говорили в прошлом, наука о заточке значительно продвинулась за последние десятилетия. Но один из ключевых выводов заключается в том, что, несмотря на достижения, это не делает старые методы недействительными.
«Шариковые хоны не могут реально изменить геометрию отверстия, потому что они не оказывают достаточного или нужного давления на стенку цилиндра», — говорит Джонс. «Что они могут сделать, так это восстановить отделку поверхности цилиндра. Вы можете сидеть с этим [точилом с зернистостью 320] в цилиндре в течение двух дней и не удалить даже двухтысячных дюйма материала».
Это наш совершенно новый точильный станок с шариками из карбида кремния зернистостью 320. Конструкция хона размером 4,125 дюйма такова, что он создаст желаемую чистоту поверхности, не беспокоясь о чрезмерном удалении материала.
Подготовка к тесту Для этого теста мы решили использовать один из профилометров Mitutoyo SJ-210, которые продает Total Seal, которые они специально настроили для проверки чистоты поверхности цилиндра двигателя. В качестве подопытного кролика для проекта мы бросили голый блок Project Retro 5.0 на подставку и в кузов грузовика и направились к Total Seal. Блок был точно в том же состоянии, в котором мы его получили — якобы деталь с меньшим пробегом и совершенно нетронутая с момента первоначального разбора.
Блок был точно в том же состоянии, в котором мы его получили — якобы деталь с меньшим пробегом и совершенно нетронутая с момента первоначального разбора.
В блоке было четыре измерения, которые нас интересовали. Первой была нижняя часть цилиндра, которая была обработана на заводе, но на ней никогда не было износа поршневых колец. Вторым был осмотр области изношенного цилиндра, чтобы оценить состояние каналов цилиндров, когда они сидели. Третье измерение будет после того, как мы запустим шаровой хонингователь в цилиндрах, а последнее измерение будет после того, как блок будет должным образом отточен.
Начальные цифры После быстрой протирки цилиндра щуп был помещен на «неработающую» часть обработанного цилиндра, чтобы увидеть, какие исходные числа были, когда двигатель покидал сборочную линию. SurfTest показал среднюю шероховатость (Ra) 24,50 микродюймов (мкдюйм), шероховатость сердцевины (Rk) 77,23 мкдюйм, уменьшенную высоту пика (Rpk) 15,68 мкдюйм и уменьшенную глубину впадины (Rvk) 49,00 мкдюйм. «Учитывая, что это было 30 лет назад, это довольно приличные цифры с завода», — говорит Джонс.
«Учитывая, что это было 30 лет назад, это довольно приличные цифры с завода», — говорит Джонс.
Заводские номера отделки цилиндров — это хорошая точка данных, но реальные цифры, которые нам нужны, — это то, что в настоящее время имеет отделка цилиндров в области охвата. После двух следов, чтобы убедиться, что числа верны, лицо Джонса рассказало историю еще до того, как мы увидели числа. «Этот цилиндр стерт», — говорит Джонс. Цифры совпали, показав Ra всего 5,47 мкдюйм, Rk 9,60 мкдюйм, Rpk всего 1,93 мкдюйм и Rvk 31,70 мкдюйм.
Слева показаны заводские показания, непроходной участок цилиндра (ниже хода поршневых колец). Справа видны номера изношенного участка стенки цилиндра.
Удар точилкой по мячу «Я не думаю, что точилка с шариком поможет, к сожалению. Эти виды хонингования, особенно шаровые, предназначены не для того, чтобы добавить глубины стенкам цилиндра, а для того, чтобы сгладить пики», — говорит Джонс. Тем не менее, во имя науки, мы решили хотя бы попробовать, прежде чем отправиться в механический цех, чтобы сдать блок.
Тем не менее, во имя науки, мы решили хотя бы попробовать, прежде чем отправиться в механический цех, чтобы сдать блок.
Для теста ваш автор приобрел совершенно новый Brush Research Mfg. Flex-Hone (P/N: GB41832) у Summit Racing, к большому удовольствию Джонса, сказав: новенький точильный камень!» По рекомендации UEM мы выбрали версию из карбида кремния с зернистостью 320 и диаметром 4,125 дюйма для диаметра цилиндра двигателя 4,00 дюйма.
Согласно инструкции BRM, рекомендуемый диапазон оборотов щетки составляет 350–600 об/мин с допустимой частотой хода 100–250 дюймов в минуту. Тем не менее, эти цифры являются всего лишь рекомендациями, и вместо того, чтобы измерять точные обороты и частоту хода, мы просто стремились создать твердый угол штриховки в 45 градусов (измеренный на 22,5 градусах на карточке для определения угла Total Seal).
Имея это в виду, ваш автор бросил заточку в беспроводную дрель и передал ее Джонсу для выполнения грязной работы, которой он любезно обязан. Поскольку цель этого теста состояла в том, чтобы воспроизвести то, что средний энтузиаст будет делать в своем гараже, мы использовали старый добрый WD-40 для смазки заточки и стенок цилиндра, и Джонс справился с этим.
Поскольку цель этого теста состояла в том, чтобы воспроизвести то, что средний энтузиаст будет делать в своем гараже, мы использовали старый добрый WD-40 для смазки заточки и стенок цилиндра, и Джонс справился с этим.
После дюжины ходов мы вытащили хонинговальную головку из канала ствола, очистили цилиндры и снова применили иглу профилометра, и пусть она делает свое дело. Странный взгляд Джонса показал, что он не видит того, что ожидал, и повторил тест. После «Хммм…» последовала повторная смазка и повторная установка хона еще на 10 или около того ударов.
Brush Research дает рекомендации по частоте вращения хонингования и скорости вертикального перемещения в зависимости от размера отверстия. Так как двигатель, который мы использовали, был примерно посередине между этими двумя, мы отрегулировали скорость наших ударов, чтобы получить желаемый угол поперечной штриховки 45 градусов.
Повторив процесс очистки и отбора проб, Джонс заявил, что поход в мастерскую может и не понадобиться. «Конечно, я не ожидал, что цилиндр вернется в таком виде. У нас довольно солидные цифры, включая добавление некоторого Rvk, чего я совсем не ожидал», — говорит Джонс о новых цифрах.
«Конечно, я не ожидал, что цилиндр вернется в таком виде. У нас довольно солидные цифры, включая добавление некоторого Rvk, чего я совсем не ожидал», — говорит Джонс о новых цифрах.
Показания профилометра Mitutoyo показали новые измерения цилиндра: Ra 15,91 мкдюйм, Rk 42,68 мкдюйм, Rpk 13,47 мкдюйм и Rvk 49,26 мкдюйм. «Это не идеальные числа, но вам около 9 лет.0 процентов пути», — говорит Джонс. «Для того, что вы делаете с этим проектом, типа колец, которые вы используете, и угла, который вы берете, это вполне приемлемые цифры. Я искренне удивлен работой точилки здесь, и нечасто удивляюсь».
Здесь вы можете увидеть отшлифованный цилиндр по сравнению с застекленным цилиндром. Отточенный цилиндр гораздо менее отражающий и имеет новую штриховку. Шаровой хонингователь также убрал масляные пятна и легкую ржавчину, которая начала образовываться в отверстии пары цилиндров.
Что такое деглазирование?
В ходе этого теста термин «деглазирование» всплывал несколько раз. Brush Research определяет остекление как сглаживание или полировку стенки цилиндра с течением времени из-за трения поршневых колец. Эта полировка не позволяет маслу прилипать к стенке цилиндра. Это не только увеличивает трение, но и может помешать правильной посадке новых поршневых колец в цилиндре. Запустив хонингователь в цилиндр, супергладкая поверхность становится «шероховатой», как при подготовке поверхности к покраске. Тем не менее, деглазирование обычно не добавляет глубины впадины для удержания масла, поэтому, если цилиндр слишком изношен, одно только деглазирование не обеспечит надлежащей обработки поверхности новых колец.
Brush Research определяет остекление как сглаживание или полировку стенки цилиндра с течением времени из-за трения поршневых колец. Эта полировка не позволяет маслу прилипать к стенке цилиндра. Это не только увеличивает трение, но и может помешать правильной посадке новых поршневых колец в цилиндре. Запустив хонингователь в цилиндр, супергладкая поверхность становится «шероховатой», как при подготовке поверхности к покраске. Тем не менее, деглазирование обычно не добавляет глубины впадины для удержания масла, поэтому, если цилиндр слишком изношен, одно только деглазирование не обеспечит надлежащей обработки поверхности новых колец.
А вот окончательные цифры чистоты поверхности после того, как шаровой хонинговальный станок прошел приблизительно 22 прохода. Если вы сравните их с заводскими измерениями, числа пика и впадины чертовски близки друг к другу. Это одна из тех ситуаций, когда достаточно хорошо может быть достаточно хорошо.
Выводы шаровой заточки То, что начиналось почти как шутка, в итоге привело к серьезным данным. Хотя идея использования точильного шлифовального круга — и при этом только одного зернистого шлифовального круга — некоторым может показаться смехотворной, нельзя отрицать данные, полученные в результате теста. Если бы это был высокопроизводительный двигатель с максимальным усилием, мы бы непременно отправились в механический цех и попросили бы их отшлифовать его алмазными и эльборовыми хонинговщиками, и беспокоились бы о том, чтобы каждая отдельная характеристика была доведена до оптимального диапазона.
Хотя идея использования точильного шлифовального круга — и при этом только одного зернистого шлифовального круга — некоторым может показаться смехотворной, нельзя отрицать данные, полученные в результате теста. Если бы это был высокопроизводительный двигатель с максимальным усилием, мы бы непременно отправились в механический цех и попросили бы их отшлифовать его алмазными и эльборовыми хонинговщиками, и беспокоились бы о том, чтобы каждая отдельная характеристика была доведена до оптимального диапазона.
Однако это сборка для «среднего энтузиаста», и это один из немногих случаев, когда «достаточно хорошо» на самом деле является для нас «достаточно хорошим». Если шаровая заточка поможет нам пройти 90% пути только за счет стоимости заточки, это кажется разумным планом действий. Поскольку мы сможем измерить прорыв газов на динамометрическом стенде, мы сможем окончательно сказать, был ли это правильный курс действий. А пока следите за обновлениями контента Retro 5.0, созданного во имя науки.
Идеальная отделка: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров хонингование отверстий цилиндров с помощью BRM Flex-Hone с точностью до нескольких микрон.
«Несмотря на то, что поршневое кольцо, безусловно, важно для производительности, оно является своего рода пасынком высокопроизводительного двигателя», — говорит Кит Джонс, технический эксперт компании Total Seal в Фениксе. «Их обвиняют практически во всем. Если есть проблема с компрессией, то это поршневые кольца. Если есть расход масла, то это кольца. Я не удивлюсь, если кольца обвинят в спущенной шине по дороге на гоночную трассу».
Джонс много знает о поршневых кольцах и гонках. С 1967 года его компания производит комплекты поршневых колец с высокими эксплуатационными характеристиками, устанавливаемые на гоночные двигатели, используемые в соревнованиях IRL (Indy), NASCAR, спринтерских автомобилях World of Outlaw и других гоночных классах. Чтобы быть в курсе потребностей и степени удовлетворенности клиентов, компания Jones активно собирает отзывы от клиентов, особенно вопросы, касающиеся производительности и важных процедур установки.
Чтобы быть в курсе потребностей и степени удовлетворенности клиентов, компания Jones активно собирает отзывы от клиентов, особенно вопросы, касающиеся производительности и важных процедур установки.
За исключением стандартной автомобильной линейки, бесчисленное множество различных комплектов колец, предлагаемых Total Seal, предназначены для специализированных двигателей, каждый из которых имеет множество индивидуальных требований, включая материалы блока цилиндров и конструкцию поршневых колец. Из них особенно важно, чтобы поршневые кольца точно сохраняли 100-процентный контакт со стенками отверстий цилиндров блока. В противном случае проблемы с производительностью, такие как прорыв газов при сжатии и утечка масла, могут вызвать серьезные, если не катастрофические проблемы.
Обеспечение необходимого постоянного контакта между поршневыми кольцами и отверстием цилиндра почти всегда требует восстановления поверхности отверстий в гоночных автомобилях, либо потому, что отверстия не идеально круглые, либо они были повреждены в результате предыдущего отказа кольца или поршня, либо из-за других факторов износа. В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
«Высокопроизводительные блоки двигателей сильно изменились за последние пару десятилетий, — говорит Джонс. «Одним из наиболее примечательных изменений является твердость металла блока, которая может быть в несколько раз тверже, чем раньше. Это резко повлияло на требования к установке колец цилиндра, поскольку теперь для клиента крайне важно обеспечить правильную посадку кольца внутри отверстия цилиндра во время установки».
Джонс объясняет, что в прежние времена, когда блоки цилиндров изготавливались из относительно мягких металлов (например, твердость 150 по Бринеллю), установщики обычно могли полагаться на поршневые кольца, чтобы приспособиться к отверстиям цилиндров путем притирки поверхностей отверстий после установки. Однако такой подход уже нереалистичен, потому что сегодня блоки двигателей намного тверже (например, 330 Бринелля), а высокопроизводительные кольца значительно мягче с меньшим натяжением. Комбинация просто не допускает такой техники «взлома».
Комбинация просто не допускает такой техники «взлома».
Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию компания Jones и другие производители и дистрибьюторы высококачественных колец рекомендуют хонингование отверстия цилиндра с жесткими допусками (в пределах нескольких микрон). Эта процедура позволяет с самого начала избежать чрезмерного прорыва газов при сжатии и неадекватной задержки масла в канале цилиндра.
Упрощенное решение для хонингования
Поскольку отверстия сильно различаются в зависимости от твердости блоков, конструкции и условий износа двигателя, правильное хонингование поверхностей отверстий может стать сложной задачей. Тем не менее, Джонс считает, что вместо довольно сложного и громоздкого подхода к заточке с помощью обычных камней он рекомендует Flex-Hone® производства Brush Research Manufacturing в Лос-Анджелесе.
Flex-Hone представляет собой инструмент в виде шарика, характеризующийся стержнем с небольшими абразивными шариками, постоянно прикрепленными к гибким нитям. Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Способность инструмента делать перекрестную штриховку является неотъемлемой частью требований к обработке поверхности цилиндров большинства двигателей внутреннего сгорания, обеспечивая постоянное надлежащее удержание масла в стенках цилиндров.
С помощью инструмента такие детали, как твердосплавные втулки, расточенные втулки, гидравлические и пневматические цилиндры и другие цилиндрические полости, могут быть обработаны на производственной линии или обработаны в полевых условиях с помощью относительно недорогого инструмента, который требует небольшой настройки -время работы.
«Мы рекомендуем этот тип хона, потому что он работает очень хорошо, его легко использовать с ручной дрелью и он действительно надежен для среднего потребителя, не являющегося опытным механиком», — объясняет Джонс. «Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
«Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
Flex-Hone доступен с 11 типами абразива и восемью зернами. В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для цилиндров, которые были повторно расточены и немного шероховатые. Хонинговки с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать. Зернистость 320, а иногда и зернистость 400, часто используются в высокопроизводительных приложениях с высокопроизводительными наборами колец.
Экспертная поддержка
Поскольку Flex-Hone доступен в различных размерах, а также с абразивами и текстурами, Джонс часто направляет клиентов в Brush Research за дополнительными техническими советами или рекомендациями по конкретным продуктам и процессам.
«Мы постоянно оказываем такую поддержку, — говорит Миллер. «Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Например, у нас есть клиент, который производит двигатели для высокопроизводительной морской промышленности, и ему требуется отделка поверхности, которая сильно отличается от автомобильной. Итак, мы спрашиваем их, какие Ra, Rk [коэффициенты шероховатости] и другие характеристики поверхности они хотят получить, а затем определяем и отправляем им инструмент, который будет соответствовать этим спецификациям».
Помимо специальных, индивидуальных применений, этот гибкий хонинговальный станок также используется в производственных условиях, в том числе с оборудованием с ЧПУ.
В производственном примере, требующем индивидуального решения, компания по восстановлению дизельных двигателей использует Flex-Hones в двухэтапной операции для восстановления поверхности гильз цилиндров.
«Для этого применения мы рекомендовали один инструмент, модель с зернистостью 120, для получения заштрихованной поверхности с «впадинами», которые обеспечили бы необходимое удержание масла», — объясняет Миллер. «Для второго шага хонингования мы предоставили модель с зернистостью 600, которая нанесла хороший плато поверх более глубокой поперечной штриховки. Благодаря этому двухэтапному процессу восстановитель смог вернуть свои гильзы цилиндров в соответствие со спецификацией».
Для получения дополнительной информации обращайтесь в компанию Brush Research Manufacturing, Brush Research Mfg. Co., Inc., 4642 Floral Drive, Los Angeles, CA
; Телефон: (323) 261-2193; Факс: (323) 268-6587; электронная почта: [email protected] или посетите: http://www.
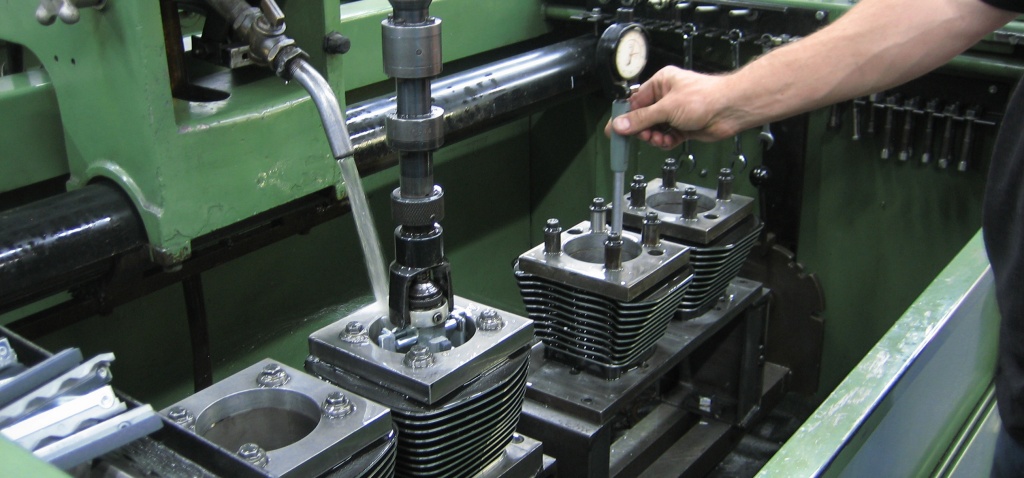 brushresearch.com
brushresearch.com
Cylinder Honing Tech | No Limit Manufacturing
Хонингование цилиндровЧто такое хонингование, как оно выполняется и почему оно важно? Хонингование — это абразивный процесс, улучшающий чистоту поверхности, размер и округлость расточенного цилиндра/гильзы. Хонингование выполняется для максимального увеличения срока службы кольцевого уплотнения, поршневого кольца и стенки цилиндра. Цель состоит в том, чтобы создать как можно более близкую к идеальной поверхность для сопряжения с кольцевыми поверхностями.
Оптимальное уплотнение кольца является целью надлежащей обработки цилиндра и имеет решающее значение для получения максимальной мощности. Крутящий момент, мощность и расход масла напрямую зависят от покрытия стенок цилиндров. Скрытые затраты — это никогда не реализованный потенциал лошадиных сил и производимая мощность, потребляемая за счет паразитных потерь. Прорыв газов, аэродинамическое сопротивление, флаттер колец, загрязнение маслом и задиры на юбке поршня являются примерами паразитных потерь. Эти скрытые расходы вполне реальны.
Эти скрытые расходы вполне реальны.
Что происходит внутри вашего двигателя.
Поршневые кольца герметизируют зазор между поршнем и цилиндром, позволяя преобразовать давление в цилиндре в работу. Кольца специального назначения, сопрягаемые с правильно отточенными и размерными стенками цилиндра, позволяют моторному маслу создавать масляный барьер, удерживаемый между поверхностью кольца и поверхностью цилиндра. Масляная пленка герметизирует давление в цилиндре, предотвращает контакт металла с металлом и передает 20% тепла сгорания от поршня к кольцу к стенке цилиндра, а затем в систему охлаждения. Это барьер, отделяющий успех от катастрофы. В двигателе с ходом поршня 5,0 дюймов и частотой вращения 6000 об/мин средняя скорость поршня составляет 83,33 фута в секунду или 56,83 мили в час 9.0005 . Кольцо должно герметизировать очень высокие пиковые давления в цилиндре (более 4000 фунтов на квадратный дюйм), сохранять это уплотнение, пока давление в цилиндре падает, когда поршень движется к нижней мертвой точке, выдерживать теплоту сгорания (более 5000 F), выдерживать поверхностное трение.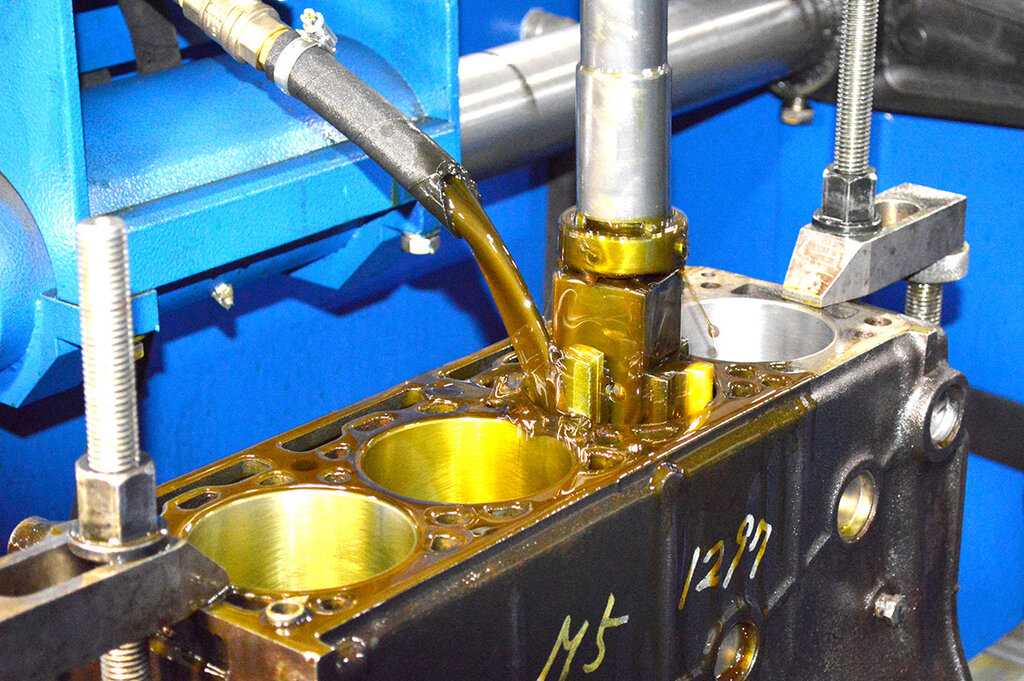 этих скоростей и обеспечивают возврат к верхней мертвой точке с низким коэффициентом трения. Очевидно, что контакт металла с металлом между поверхностью кольца и цилиндром приведет к катастрофическому отказу двигателя за несколько оборотов.
этих скоростей и обеспечивают возврат к верхней мертвой точке с низким коэффициентом трения. Очевидно, что контакт металла с металлом между поверхностью кольца и цилиндром приведет к катастрофическому отказу двигателя за несколько оборотов.
Повышенное давление сгорания (более высокий наддув) увеличивает деформацию канала ствола и требования к теплопередаче. Типичные форсированные двигатели могут иметь утечку более 5%. Потерянное давление означает потерю потенциальной мощности. Ложное экономичное решение проблемы прорыва двигателя состоит в том, чтобы добавить больше наддува, что, в свою очередь, создает больший цикл потерь. Таким образом, кольцевое уплотнение имеет решающее значение для захвата повышенного давления в цилиндре, создаваемого усовершенствованиями распределительных валов, систем впуска, сгорания и выпуска.
Основные факторы подготовки баллона.
Размер:
Размер может показаться простым, но размер так же сложен, как и отделка поверхности. Размер указан относительно конусности и некруглости . При выборе размера гильзы или цилиндра необходимо учитывать ряд вопросов. Размер определяется по максимальным или минимальным зарегистрированным измерениям? Как проводятся эти измерения? Насколько цилиндрическим (близким к абсолютной круглости и размерам по всей длине) является канал ствола? При какой температуре измеряли?
Размер указан относительно конусности и некруглости . При выборе размера гильзы или цилиндра необходимо учитывать ряд вопросов. Размер определяется по максимальным или минимальным зарегистрированным измерениям? Как проводятся эти измерения? Насколько цилиндрическим (близким к абсолютной круглости и размерам по всей длине) является канал ствола? При какой температуре измеряли?
Обработка поверхности:
Штриховка важна для уплотнения и срока службы кольца. Требуемый угол частично определяется материалом втулки или блока. Узкий (плоский) угол поперечной штриховки может привести к чрезмерному вращению колец и, как следствие, износу колец и поршневых колец. Крутой угол поперечного люка приводит к потере удержания масляной пленки, непостоянному уплотнению кольца и уменьшенному вращению кольца, что приводит к повышенному износу цилиндра . Из всех возможных деформаций некруглость более важна, чем конусность, для кольцевого уплотнения и срока службы кольца.
«Гладкость», как назвало бы ее большинство людей, очень важна. В зависимости от области применения это влияет на время разрыва кольца и износ кольца и втулки.
Что происходит, если размер и качество поверхности неудовлетворительны?
Во-первых, деформируется кольцо и неравномерно распределяется контактное давление между стенкой цилиндра и масляной пленкой торца кольца. Во-вторых, при потере достаточного контакта с поверхностью кольца кольцо может биться о стенку цилиндра. В этом случае кольцо теряет охлаждающую способность, что приводит к еще большей утечке и повышенному износу канавок поршневых колец. В-третьих, горячие газы сгорания могут «вытирать» масляную пленку под кольцом, уменьшая уплотнение кольца и способность теплопередачи. Если утечка продуктов сгорания достаточно велика, она может пройти мимо вторичных и маслосъемных колец, что приведет к образованию задиров на юбке поршня.
Прорыв газов является результатом недостаточного кольцевого уплотнения и создает давление в картере, которое увеличивает аэродинамическое сопротивление. Эта смесь масла и продуктов сгорания образует «жидкий раствор», который окружает коленчатый вал и вращается вместе с ним. Паразитная потеря мощности из-за вращения этой дополнительной массы поддается измерению.
Эта смесь масла и продуктов сгорания образует «жидкий раствор», который окружает коленчатый вал и вращается вместе с ним. Паразитная потеря мощности из-за вращения этой дополнительной массы поддается измерению.
Решения
Хонинговальные втулки в блоке позволяют выполнять чистовое хонингование с минимальным отклонением от круглости и конусности. Закаленный блок будет иметь тысячи часов работы и тепловых циклов. Он сдвинулся, сместился и исказился во всех областях. Снялся стресс и стабилизировался.
Квалификация закаленного блока, повторная обработка по мере необходимости, а затем хонингование втулок на месте обеспечит наиболее бездеформационный метод подготовки втулок к сборке. При установке втулок в блоке, приведении каждой втулки в соответствие с ее положением, а также при использовании пластины крутящего момента втулка будет деформироваться так, как это будет при окончательной сборке. Точные станки с жесткими шпинделями, правильные хонинговальные инструменты, смазочные материалы для резки в сочетании с навыками оператора и соответствующими измерительными инструментами — все это требуется для изготовления круглого отверстия с заданной чистотой поверхности и точными размерами.
Однако, несмотря на использование лучших процедур и оборудования, диаметр цилиндра меняется при сборке двигателя. Нагрузка на болты головки, выравнивание расточенного отверстия втулки в верхней части блока по отношению к нижней части блока, равномерность и плоскостность глубины расточенного отверстия, постоянная высота фланца втулки, плоскостность основания блока и плоскостность головки блока цилиндров — все это влияет на искривление отверстия цилиндра при сборке. Хорошая проверка блока
и повторная обработка по мере необходимости, качественные втулки и надлежащие процедуры затяжки головных болтов во время сборки помогут уменьшить деформацию.
Мы можем проверить, исправить и подготовить ваш блок для хонингования на месте. После того, как мы получим чистый блок и завершим осмотр, будет рассчитана стоимость восстановления и отправлена вам на утверждение. Мы отметим положение и вращение каждой втулки и блока, установим стопорные пластины и закончим хонингование наших втулок или отверстий в блоках без втулок. По завершению очищаем блок от хонинговального масла и песка. Затем мы предоставим вам отчет об инспекции размера и состояния каждого отверстия/втулки.
Если доставка блока к нам нецелесообразна из-за стоимости или времени, выберите готовые втулки с нашим крепежом. Вы получаете удобство быстрой доставки. Наши приспособления напоминают блок по высоте и расположению раззенкованных отверстий, канавок для уплотнительных колец и т. д., а также используют зажимную пластину по всему периметру для имитации установки в блок. Наши приспособления обрабатываются на обрабатывающем центре с ЧПУ для обеспечения точности, и мы используем уплотнительные кольца, используемые в блоке.
Хорошая подготовка блока цилиндров, соответствие типа кольца и отделки отверстия, круглые и прямые втулки при установке и сборке двигателя, тщательная очистка и хорошие процедуры сборки обеспечат вам наилучшую производительность за вложенные деньги. Ощутимыми преимуществами являются повышенная мощность, долговечность и постоянство. Теперь это лучший «Bang for the Buck».
Хонингование цилиндров — заточено на скорость
| Практическое руководство — двигатель и трансмиссия
В Circle Track мы постоянно занимаемся технологиями. И хотя бы несколько раз в год мы покажем вам, как собрать собственный двигатель от воздушного фильтра до масляного поддона. Но одна область технологий, которую мы редко затрагиваем подробно, — это машинная обработка блока цилиндров и головок цилиндров. Это потому, что качественная машинная работа требует очень дорогого оборудования и специальной подготовки. Так что, честно говоря, даже если они собираются заняться сборкой двигателя, большинству гонщиков лучше передать обязанности по механической обработке своему местному производителю двигателей.
Но это не значит, что не нужно понимать, что происходит. Качественная машинная работа, выполненная с осторожностью и точностью, необходимой для соблюдения требуемых допусков, не всегда является само собой разумеющимся — в конце концов, вы можете нанять малоквалифицированного слесаря, который так же легко срезает углы, как и вы. может сантехник, маляр или парикмахер. Ключом к уверенности в том, что вы получаете то, за что платите, является понимание того, что происходит и что отличает хорошую работу от плохой.
Первый шаг — поговорить с другими гонщиками. Имеет ли производитель двигателей или машинист хорошую репутацию на вашей гоночной трассе? Команды, которые могут стабильно добиваться лучших результатов, не достигают этого случайно. Можно поспорить, что любая компания, с которой они готовы сотрудничать, работает качественно.
Но часто бывают случаи, когда нельзя просто положиться на рекомендацию. Затем вам нужно понять, что вам нужно, и быть в состоянии определить, получаете ли вы то, за что заплатили. Есть несколько критических процессов обработки, которые должны быть частью каждой сборки двигателя. На этот раз мы уделяем особое внимание хонингованию отверстий цилиндров.
Хотя их часто называют вместе, хонингование — это не то же самое, что растачивание цилиндров. При растачивании используется режущий инструмент из карбидной стали для вырезания металла из отверстия цилиндра. При хонинговании, с другой стороны, используются камни разной зернистости, чтобы стереть меньшую часть отверстия цилиндра, чтобы улучшить концентричность (округлость, говоря простым языком) и подготовить поверхность металла.
Возьмем, к примеру, новую сборку двигателя. Вы, вероятно, захотите пойти дальше и расточить цилиндр на 0,030 дюйма увеличенного размера — до конечного диаметра отверстия 4,030 дюйма — чтобы воспользоваться типичными правилами, которые допускают максимальный рабочий объем двигателя 358 дюймов как для Фордов с малым блоком, так и для Шевроле. Эти дополнительные 0,030 ширины не имеют большого значения с точки зрения кубических дюймов, но они действительно могут помочь улучшить степень сжатия при использовании поршней с плоским верхом.
Чтобы достичь этого, большинство машинистов расточат цилиндры до 4,025 дюйма, оставив 0,005 материала, который необходимо отшлифовать, чтобы достичь конечной цели 4,030. Хонингование выполняется поэтапно, начиная с более грубого набора камней. Хонингование грубыми камнями увеличивает диаметр отверстия до 4,027–4,0275 дюймов. Окончательный 0,0025 делается за один или два шага — с более мелкими камнями — что не только оставляет идеально круглое отверстие цилиндра, но также создает чистоту поверхности на стенках цилиндра.
При обработке отверстий цилиндров чистота поверхности стенок так же важна, как и округлость. Хорошая работа по хонингованию создаст рисунок «штриховки», который будет одинаковым по всей длине канала ствола. Штриховка представляет собой тонкую текстуру гребней и впадин в металле, которая захватывает и помогает удерживать тонкую пленку моторного масла в каналах цилиндров. Это снижает трение между поршневыми кольцами и стенками цилиндра, когда поршни перемещаются вверх и вниз по отверстиям, а также предотвращает приваривание колец к блоку цилиндров.
Конечным результатом хонингования на высоком уровне является двигатель, который хорошо герметизируется, так что абсолютный минимум утечек продуктов сгорания через кольца. Это означает, что на коленчатый вал передается больше мощности, а в масле меньше загрязняющих веществ, что обеспечивает улучшенную защиту подшипников, кулачков и других поверхностей, подверженных трению. Хорошая работа по хонингованию также помогает кольцам хорошо герметизироваться, так что вы также не сжигаете масло. Итак, вот несколько советов, которые помогут вам добиться наилучших результатов при заточке.
Правильная заточка цилиндров — один из первых шагов к созданию надежного гоночного двигателя. Вот как убедиться, что ваш слесарь все делает правильно.
Кен Траутман, владелец магазина гоночных двигателей KT Engine Development, построил множество двигателей, выигравших гонки на всех уровнях, и говорит, что ценность правильной обработки вашего блока и головок — и особенно хонингования отверстий цилиндров — перед сборкой двигателя не может быть достигнута. быть завышенным. Сколько бы вы ни потратили на поршни, шатуны и другие компоненты, на этом этапе невозможно побороть ошибки или небрежную работу.Trending Pages
Эти неудавшиеся модели на десятилетие отпугнули Chevy от производительных внедорожников
Видеотест Kia EV6 GT 2023 года: почти 600 л. Эпически сочная дань
Rivian R1S получает двухмоторный двигатель R1T, конфигурацию Max Pack и почти соответствует его большому ассортименту
Ford наконец-то добавляет базовые удобства для грузовиков, которые Chevy имели в течение 9 лет0267
Трендовые страницы
Эти неудавшиеся модели напугали Chevy Off Fun Suvs в течение десяти лет
2023 Kia EV6 GT Video Test: 600 HP — yeah, Right’s Perse
- 666666. Поплачь в эпически сентиментальном трибьюте
Rivian R1S получает двухмоторный двигатель R1T, конфигурацию Max Pack и почти соответствует его большому ассортименту
Ford наконец-то добавляет базовые удобства для грузовиков, которые были у Chevy в течение 9 лет0267
Инструменты для цилиндрического хонингования | Гонки на высшем уровне
Результаты 1–25 из 495
Ориентировочная дата отгрузки в США: 5 апр. 2023 г. Расчетная дата международной отправки: 10 апр. 2023 г.
$76,99
Ориентировочная дата отгрузки в США: 22 марта 2023 г. Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 20 марта 2023 г. Расчетная дата международной отправки: 22 марта 2023 г.
$91,99
Ориентировочная дата отгрузки в США: Среда, 08.03.2023 Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: Четверг, 09.03.2023 Расчетная дата международной отправки: Сегодня
25,99 долларов США
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Вторник, 07. 03.2023
109,99 долларов США
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
$64,99
Ориентировочная дата отгрузки в США: Среда, 08.03.2023 Расчетная дата международной отправки: 21 марта 2023 г.
$41,99
Ориентировочная дата отгрузки в США: 21 марта 2023 г. Расчетная дата международной отправки: Сегодня
$131,99
Ориентировочная дата отгрузки в США: 20 марта 2023 г. Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 22 марта 2023 г. Расчетная дата международной отправки: Сегодня
26,99 долларов США
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 22 марта 2023 г. Расчетная дата международной отправки: 23 марта 2023 г.
167,99 долларов США
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
$171,99
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 22 марта 2023 г. Расчетная дата международной отправки: Сегодня
$69,99
Ориентировочная дата отгрузки в США: 22 марта 2023 г. Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 14 марта 2023 г. Расчетная дата международной отправки: Сегодня
$134,99
Ориентировочная дата отгрузки в США: 14 марта 2023 г. Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: 10 апр. 2023 г. Расчетная дата международной отправки: 10 апр. 2023 г. если заказать сегодня
$73,99
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: Понедельник, 06.03.2023 Расчетная дата международной отправки: Сегодня
2149,99 долларов США
Ориентировочная дата отгрузки в США: 14 марта 2023 г. Расчетная дата международной отправки: 14 марта 2023 г. если заказать сегодня
$36,99
Ориентировочная дата отгрузки в США: 21 марта 2023 г. Расчетная дата международной отправки: Сегодня
Обсуждение поршневых колец и хонингования цилиндров
При рассмотрении деталей для будущей сборки двигателя мне вспоминается разговор, который я подслушал много лет назад между подростком и пожилым джентльменом. Мальчик присматривался к машине, которую хотел купить, и восклицал обо всех преимуществах своей недавно найденной машины мечты, таких как новые тормоза, новая выхлопная система и так далее и тому подобное. Пожилой джентльмен выслушал, а затем спросил: «Вы покупаете машину или кучу автозапчастей?» Хотя набор качественных деталей всегда является плюсом, они не будут иметь большого значения, если остальная часть пакета также не соответствует поставленной задаче. То же самое касается двигателя вашего автомобиля. Выбор правильных поршневых колец так же важен, как и любая другая часть вашего двигателя.
Технология изготовления поршневых колец сильно изменилась по сравнению с вариантом «хром или молибден». В современных кольцах используются различные материалы и покрытия, чтобы адаптировать их к конкретному применению.
Мы должны точно так же выбирать отдельные компоненты для наших двигателей, полностью понимая, как они должны работать вместе, чтобы получить наилучшие результаты, включая поршневые кольца. Сегодняшние кольца используют гораздо больше технологий, чем всего несколько лет назад. Выбор правильного пути при покупке поршневых колец без понимания того, почему произошли эти достижения, может быть довольно сложным. Мы поговорили с Лейком Спидом-младшим из Total Seal, чтобы помочь нам лучше понять современную технологию поршневых колец и то, как процесс обработки должен работать вместе, чтобы обеспечить успех любого ремонта двигателя.
Многие из нас помнят времена, когда существовало только два типа поршневых колец – из ковкого чугуна с молибденовым покрытием или с хромированным покрытием. До этого были простые чугунные кольца, но раз уж мы говорим о двигателях на базе LS, то давайте придерживаться технологий из этого века. Последним материалом, появившимся на рынке поршневых колец, является сталь. Этот прочный материал позволяет герметизировать цилиндры, используя самые тонкие поверхности. Если вы недавно покупали поршневые кольца, вы, несомненно, заметили, насколько тонкими стали некоторые кольца.
Масло действует как прокладка, а также как смазка. – Lake Speed Jr., Total Seal
Для поршневых колец также доступны различные покрытия, такие как плазменно-молибденовое покрытие, газовое азотирование и различные покрытия PVD. PVD (физическое осаждение из паровой фазы) в последнее время стало более популярным. Это процесс тонкого покрытия, при котором твердые пленки осаждаются на поверхности кольца. Процесс PVD предлагает множество вариантов, таких как CrN (нитрид хрома) и TiN (нитрид титана), оба обладают отличной термостойкостью и износостойкостью. Имея так много различных вариантов, вы можете задаться вопросом, может ли кто-нибудь действительно знать, какой тип поршневого кольца лучше всего подходит для их применения. Да, ты можешь. Мы спросили у Total Seal’s Speed, как это сделать.
Как и во многих областях, требующих внимания при сборке двигателя, знание ожидаемой мощности двигателя — лучший способ определить, какое поршневое кольцо будет работать лучше всего. Даже топливо, которое вы собираетесь использовать, может иметь значение при выборе наилучшего поршневого кольца для вашего применения. Спид объясняет: «Ключ в том, что вы должны знать, как будет использоваться двигатель. Он будет без наддува или с наддувом? Увидит ли он закись азота? Каждое из этих соображений влияет на то, какой материал кольца лучше всего использовать».
Кольца стали намного тоньше, чем вы привыкли видеть. Современное более тонкое кольцо имеет так много преимуществ, что многие OEM-производители начали использовать их на заводе.
Запуск газового насоса или E85 также может иметь большое значение. Для безнаддувного двигателя, работающего на газовом насосе, идеально подходит кольцо из ковкого чугуна с молибденовым покрытием. Молибденовое покрытие пористое, поэтому оно хорошо удерживает масло для смазки стенки цилиндра. По этой причине кольца из ковкого молибдена не зависят от механической обработки стенок цилиндра, чтобы удерживать масло так сильно. И наоборот, если вы хотите повысить или запустить двигатель E85, вам следует использовать стальное кольцо. Стальные кольца тверже, чем хромированные или кольца с молибденовым покрытием, и они не пористые, поэтому масло необходимо удерживать в тех небольших впадинах на стенке цилиндра, которые образуются в процессе хонингования.
«ВСЕ, что вы делаете, влияет на способность колец герметизировать цилиндр!» говорит Спид. «Даже поддержка двигателя с помощью пластины двигателя по сравнению с традиционными опорами двигателя может иметь значение». Общепризнано, что использование торсионной пластины во время хонингования увеличивает мощность, обеспечивая идеально круглую форму цилиндра после установки головки. Точно так же правильное покрытие стенки цилиндра для выбранных вами колец важно для долговечности и того, как кольца будут плотно прилегать к стенке цилиндра. Спид объясняет, что у каждого типа колец будет свой собственный рецепт подготовки отверстия цилиндра. Эта правильная отделка чаще всего представляет собой уравнение, состоящее из двух частей, которое включает в себя плавность высоких частот и глубину низов, называемое оттачиванием плато.
Платохонингование начинается с грубого бруска, чтобы создать более глубокую «впадину» на обрабатываемой поверхности цилиндра. Затем более тонкий камень создает более гладкую поверхность, удаляя пики от предыдущего процесса обработки.
Масло в цилиндре действует как прокладка, а также как смазка. В цилиндре должно быть достаточное количество масла, чтобы кольца имели необходимую смазку. Скорость объясняет, что топливо становится врагом, когда оно попадает в область, где встречаются поршневые кольца и стенки цилиндра, потому что оно смывает слой смазочного масла. Чем больше топлива попадает в цилиндр (как в случае наддува, закиси азота или Е85), тем больше оно смывает стенки цилиндра и удаляет масляную пленку, обеспечивающую долговечность ваших колец. В этих случаях крайне важно сохранить достаточное количество масла для смазки поршневых колец.
Четыре «R» масла
- ПРАВИЛЬНАЯ СУММА
- ПРАВОЕ МАСЛО
- В ПРАВИЛЬНОМ МЕСТЕ
- В В НУЖНОЕ ВРЕМЯ
Не менее важно, чтобы стенки цилиндра были достаточно гладкими, чтобы кольца полностью герметизировались. Ответ — платохонингование, при котором используются два разных зернистых камня. Первый раунд выполняется с грубым камнем, чтобы создать поверхность с достаточной «впадиной», чтобы масло оставалось, не смываясь топливом. Во втором проходе используется более мелкий камень, чтобы сгладить вершины крошечных гор на поверхности стенки цилиндра (как это было бы в обкатанном двигателе), чтобы обеспечить хорошее уплотнение с кольцами. «Посадка колец» когда-то была процессом, который происходил во время работы только что построенного двигателя. Сегодня кольцо, установленное в правильно отточенном двигателе с правильным пакетом колец, может быть приработано намного быстрее. Исключением являются кольца с хромированным покрытием, которые требуют другой обработки в зависимости от материала.
В связи с тем, что на свалке собирается так много двигателей на базе LS, мы обратились к Speed с просьбой найти подходящее решение для отделки цилиндров и пакета колец для малобюджетной сборки на основе складских запасов. Он подтвердил: «Будьте честны с собой и с тем, что вы ДЕЙСТВИТЕЛЬНО собираетесь с этим делать». Он объяснил, что на насосном газовом двигателе кольцо из ковкого чугуна отлично работает с хонинговальной машиной с зернистостью 320 на стенках цилиндра. В этот момент ограничивающим фактором становится способность поршня выдерживать выходную мощность двигателя.
Если вы собираетесь усилить его и хотите, чтобы он прослужил долго, Спид рекомендует начать с точилки хотя бы с зернистостью 280 и закончить камнем с зернистостью 400, чтобы обеспечить необходимое плато. После того, как поверхность цилиндра станет правильной, вы также можете покрыть юбки поршней истираемым покрытием, чтобы они оставались прямыми в отверстии. При выборе колец вы можете выбрать верхнее кольцо с газовыми отверстиями, чтобы улучшить уплотнение по всей окружности цилиндра.
Чтобы улучшить уплотнение кольца к стенке цилиндра, вы можете выбрать либо кольцо с отверстиями, либо поршень с отверстиями. Это позволяет давлению в цилиндре течь за кольцо и равномерно выталкивать кольцо к цилиндру.
Спид также говорил о важности правильного зазора в концах колец. Вы хотите, чтобы эти кольца могли расширяться при больших нагрузках, не сталкиваясь друг с другом и не разрушая ваш двигатель. Он также объяснил, что слишком многие люди беспокоятся о том, чтобы сохранить узкий зазор на конце, чтобы предотвратить утечку. Спид говорит, что риск поломки вашего двигателя из-за слишком тугих зазоров на концах поршневых колец больше, чем мощность, которую вы можете потерять, дав кольцам некоторый зазор. Если вы действительно беспокоитесь о потере этой последней лошадиной силы из-за концевого зазора, вы всегда можете использовать набор колец без зазоров, чтобы, так сказать, заполнить зазор.
В кольцах без зазоров используется второе кольцо в той же кольцевой зоне. Промежутки между двумя кольцами расположены в шахматном порядке, эффективно заполняя область зазора и оставляя каждому кольцу достаточно места для расширения из-за тепла.
Без профилометра можно только гадать.
– Lake Speed, Jr.
Знание требований к вашему двигателю поможет вам выбрать лучшие компоненты и процесс обработки для вашего применения. Когда придет время поцарапать поверхность стенок цилиндра, убедитесь, что ваш механик может проверить работу с помощью профилометра.
Профилометр показывает детали вашего покрытия на обработанной стенке цилиндра. Получение надлежащего плоского хонингования представляет собой двухэтапный процесс, в котором основное внимание уделяется глубине маслоудерживающих впадин, а также высоте пиков поверхности, где кольца будут соприкасаться со стенкой цилиндра. Профилометр – это инструмент, обеспечивающий правильную обработку.
Спид был весьма непреклонен, «без профилометра вы только гадаете». Мы потратили большую часть этой истории, превознося важность получения надлежащей отделки для ваших колец, и было бы стыдно бросить мяч на этом этапе игры. Если подумать, это как закладывать фундамент дома без уровня. Хотя вы, возможно, не держите профилометр во время процесса обработки, мы надеемся, что это поможет пролить свет на выбор следующего набора колец для сборки вашего двигателя.