


Механика. Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.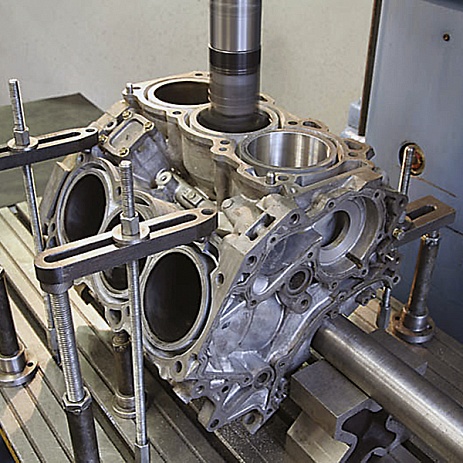
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Расточка блока цилиндров в Москве
В Техцентре «Пит-Стоп Сервис» специалисты токарно-фрезерного цеха выполняют профессиональную расточку и хонингование блока цилиндров двигателя (алюминиевого, чугунного рядного, V-образного) для отечественных и зарубежных автомобилей. Мы гарантируем предоставление высокого качества услуг по доступным ценам.
Мы гарантируем предоставление высокого качества услуг по доступным ценам.
Мы работаем со следующими видами транспортных средств:
- легковые — Ваз (2107, 2106, 2109, 2111, 2114), Хендай Солярис и т.д.;
- грузовые до 2-х т — ГАЗель (ЗМЗ 406, УМЗ 421), Ситроен, Фиат и т.д.;
- грузовые свыше 2-х т — Скания, Хино, DAF и т.д.
Выполнение расточки и хонингования БЦ
В ходе эксплуатации, наибольшему износу в блоке подвержены стенки цилиндров. Для восстановления их размеров заводским, применяется расточка блока цилиндров. Перед выполнением расточки каждый блок дополнительно померяют для точного определения размеров поршневой группы. Для большей точности попадания в тепловой зазор блок цилиндров растачивается относительно самого поршня. На следующем этапе каждый блок проходит обязательное хонингование, для получения оптимально-рабочей поверхности каждого цилиндра, обладающего антифрикционными и износостойкими свойствами. Наличие такой «пленки» помогает увеличить ресурс работы в несколько раз.
Работа выполняется опытными сотрудниками Техцентра «Пит-Стоп Сервис» с использованием современного оборудования и оригинальных запчастей. На все виды токарно-фрезерных работ мы предоставляем гарантию от 1 (одного) до 6 (шести) месяцев.
УСЛУГА «срочный ремонт» — ДОПЛАТА ВСЕГО 20%
Если вам необходимо в кратчайшие сроки выполнить механический ремонт деталей ДВС, воспользуйтесь нашей услугой «срочный ремонт». Ваш заказ будет выполнен нашими специалистами вне очереди с доплатой всего лишь 20%.Практическое занятие по теме «Хонингование блоков цилиндров ДВС »
Практическая работа № 3 « Хонингование блоков цилиндров ДВС»
Цель практической работы: «Хонингование блоков цилиндров ДВС »
Практическая работа являются неотъемлемой частью изучения дисциплины, определяемой учебным планом, относятся к средствам, обеспечивающим решение следующих основных целей:
-приобретение студентами навыков выполнения технологического процесса, изучаемых в рамках данной дисциплины: «Технологические процессы технического обслуживания и ремонта автомобилей»;
-закрепление, развитие и детализация теоретических знаний, полученных на лекциях;
-получение новой информации по изучаемой дисциплине;
Задачи практической работы
Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
Рассмотреть способ восстановления рабочей поверхности цилиндров.
Провести анализ технологического оборудования для хонингования цилиндров.
Ознакомится с требованиями по безопасности
Ознакомится установкой-станком.
Составить технологическую карту.
Ход работы
1. Ознакомиться с методическими указаниями по практической работе.
2. Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
3. Рассмотреть способ восстановления рабочей поверхности цилиндров.
4. Провести анализ технологического оборудования для хонингования цилиндров.
5. Ознакомится с требованиями по безопасности
6. Ознакомится установкой-станком.
7.Составить технологическую карту.
8. Вывод
Содержание практической работы
1 Особенности конструкции блоков цилиндров двигателей внутреннего сгорания, основные дефекты и причины их возникновения
Блок цилиндров является остовом двигателя. На блоке цилиндров и внутри него находятся главные механизмы и детали двигателя.
На блоке цилиндров и внутри него находятся главные механизмы и детали двигателя.
Автомобильные и тракторные блоки цилиндров двигателей внутреннего сгорания (ДВС) бывают линейными и V-образными. Их разделяют на безгильзованные, с мокрыми или с сухими гильзами. Еще блоки разделяют на однорядные и двухрядные, а также с нижним и с верхним расположением клапанов. Число цилиндров у двигателей в основном – от 2 до 16. Блоки двигателей у малолитражных автомобилей в основном линейные – чугунные, алюминиевые с сухими полугильзами и верхним расположением клапанов.
У чугунных блоков толщина стенок варьируется в диапазоне 5-8 мм.
Допустимое колебание толщины стенок составляет 1,5-2 мм. В свою очередь в алюминиевых блоках стенки на 1,5-2 мм толще, чем у чугунных.
Обработка отдельных элементов блоков выполняется с высокой точностью. Особенное значение имеет точность размеров и формы зеркала цилиндров. Важно также обеспечение правильного взаимного расположения указанных поверхностей.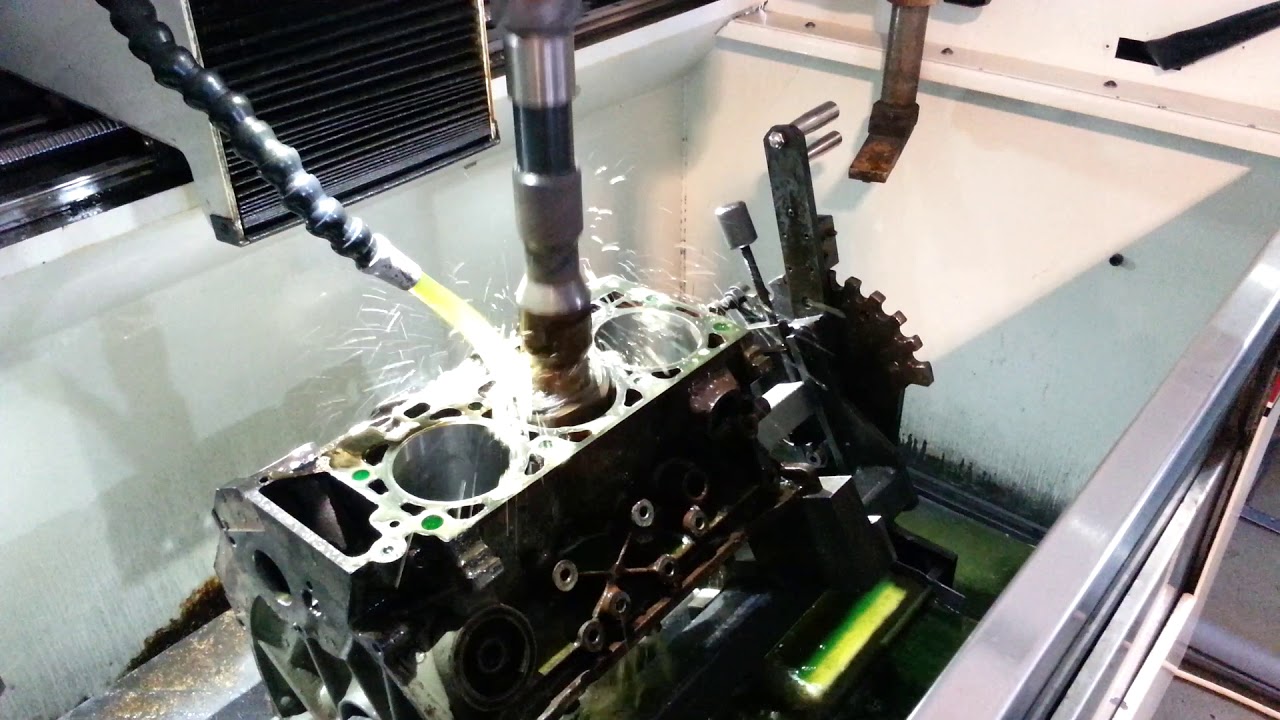
Блоки цилиндров ДВС отечественного производителя изготавливаются из серого чугуна марок: СЧ 18 — 36, СЧ 15 — 32, СЧ 24 — 44 или алюминиевого сплава АЛ 4.
Рабочий цилиндр — одна из главных частей поршневого двигателя внутреннего сгорания.
Традиционные монолитные блоки из чугуна, которые не имеют съемных гильз (рис.1).
Рисунок 1 — Монолитный чугунный блок ВАЗ 2121
После изнашивания рабочей поверхности встал вопрос их ремонта, их стали растачивать под ремонтный размер, но после последнего ремонтного размера приходилось менять весь блок, что было нецелесообразно. Тогда стали делать съемные чугунные гильзы (рис.2) , что намного увеличило ресурс блока.
Рисунок 2 — Чугунный блок со съемными гильзами
Позже блок стали делать из алюминия, со съемными чугунными гильзами, данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава. Сейчас изготавливают монолитные алюминиевые блоки, они могут быть полностью алюминиевые либо с чугунными вставками.
Сейчас изготавливают монолитные алюминиевые блоки, они могут быть полностью алюминиевые либо с чугунными вставками.
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют мокрых гильз.
Для получения определённых поверхностей или прочности монолитные блоки могут иметь соответствующие заливаемые части в зоне отверстий цилиндров, а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники.
Алюминиевый блок получается намного легче чугунного удельная масса алюминия (2850кг/м3) в 2,7 раза меньше удельной массы чугуна (7695кг/м3). А это важно, особенно для многоцилиндровых моторов с большим рабочим объемом. Кроме того, теплопроводность алюминия в 4 раза выше, чем у чугуна. В результате этого двигатель с алюминиевым блоком быстрее прогревается, а объем системы охлаждения может быть уменьшен благодаря более эффективному охлаждению и быстрому выравниванию температуры стенок блока. Однако реализовать на практике эти преимущества алюминия не так-то просто. Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца, как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя. Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них — блоки цилиндров с «мокрыми» гильзами.
Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца, как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя. Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них — блоки цилиндров с «мокрыми» гильзами.
Таким образом, для блока цилиндров используют как чугуны, так и алюминиевые сплавы. Особенности этих материалов обязательно влияют на технологию восстановления. Основные дефекты и причины их возникновения. Блок цилиндров, как одна из наиболее нагруженных деталей двигателя, может иметь отклонения в процессе эксплуатации от номинальных значений благодаря износу в различных точках конструкции. Нагрузка на элементы блока распределяется крайне неравномерно и, как следствие этого неравномерность износа рабочих поверхностей имеют различный запас прочности. Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
К основным дефектам блоков двигателей относятся: износ или задир внутренней поверхности гильзы или блока, трещины и отколы различного характера и расположения.
При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра, при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность). Кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.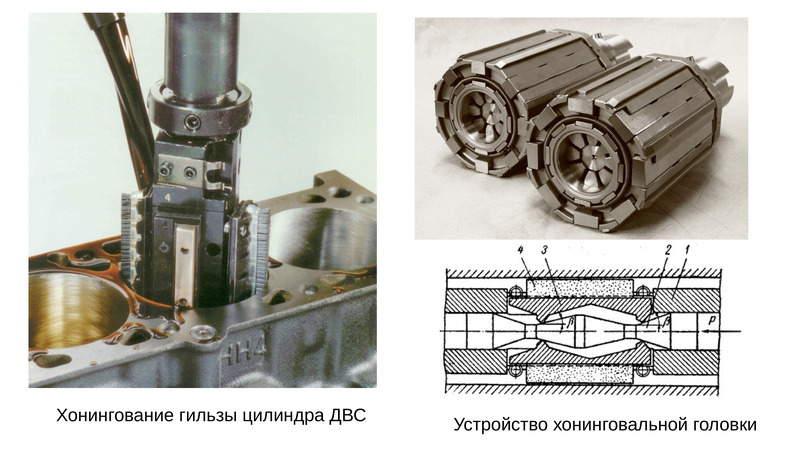
Задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются задиры, цилиндры необходимо ремонтировать.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
Характерные дефекты гильз: трещины, износ рабочей поверхности, коррозионные и кавитационные повреждения посадочных поясов. Трещины и ослабление вставки являются дефектами, при которых гильзы цилиндров выбраковываются.
Гильза цилиндра работает в условиях переменных давлений в надпоршневой полости. Поршень при перемещении действует на гильзу с боковой силой и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в мёртвой точке (рис.3).
Поршень при перемещении действует на гильзу с боковой силой и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в мёртвой точке (рис.3).
В процессе перемещения поршня к верхней мертвой точке увеличивается давление сжатия в цилиндре. Высокая температура при завершении сжатия (700 — 800оC) ухудшает процесс смазки колец из-за уменьшения вязкости и увеличения испаряемости масла. В процессе работы усилие шатуна в плоскости, перпендикулярной оси коленчатого вала, направлено не по оси цилиндра, а под углом к ней. Из-за чего на рабочую поверхность блока воздействует неравномерное давление в плоскостях вдоль оси вала и перпендикулярной к ней.
Стенки внутренней полости цилиндра служат направляющими для поршня при его перемещениях между крайними положениями и соприкасаются с пламенем и горячими газами, достигающими температуры 1500 — 2500оС.
Указанные особенности работы являются причиной ускоренного износа верхней части цилиндра, при этом рабочая поверхность цилиндра приобретает по высоте форму неправильного конуса, а в поперечном сечении — форму овала.
Как правило, основной причиной, вызывающей необходимость ремонта, является износ поверхностей под воздействием трения. Обеспечить при изготовлении точное совпадение твердости поверхностей хотя бы двух деталей практически невозможно, поэтому обычно одну из деталей изготавливают заведомо менее износостойкой, обеспечив, по возможности, простоту ее замены.
Внутренняя поверхность гильзы цилиндров изнашивается неравномерно, как по диаметру, так и по образующей. Максимальный износ наблюдается в верхней части гильзы (рис.3), в зоне, где верхнее кольцо меняет направление движения при прохождении высшей мертвой точки. В этом месте образуется кольцевая выработка, глубина которой обычно и лимитирует срок службы гильзы цилиндра.
Дефектами, характерными для гильз и блоков цилиндров, является износ рабочей поверхности.
Предельный износ цилиндров автомобильных двигателей в пределах 0,3-04 мм. Дальнейшая эксплуатация становится затруднительной из-за ухудшения эксплуатационных характеристик.
Способы восстановления рабочей поверхности хонингованием.
Хонингование − метод окончательной обработки преимущественно гладких цилиндрических отверстий абразивными брусками специальным инструментом − хонинговальной головкой. Его сущность состоит в снятии припуска абразивными брусками хонинговальной головки, связанной с шпинделем станка шарнирно или жёстко и совершающей вращательное или возвратно-поступательное движение (а иногда и осевое колебательное). В результате такого сочетания движений абразивные бруски движутся по винтовым линиям, как показано на рис 2.1
Рис. 2.1. Технологическая и конструктивная схема хонингования:
а –схема процесса: 1 – шпиндель станка; 2 – стержень головки; 3 – корпус головки; 4 – обрабатываемая деталь; 5 – брусок; б – схема следов обработки
Хонингование является процессом массового микрорезания (царапания) обрабатываемой поверхности большим количеством абразивных зёрен, беспорядочно расположенных на рабочей поверхности брусков. Абразивные зёрна обеспечивают срезание большого количества тонких стружек. Процесс микрорезания происходит в результате внедрения контактирующего выступа абразивного зерна в граничный слой обрабатываемого материала.В процессе хонингования абразивные бруски снимают припуск от 0,01 мм, в некоторых случаях до 1 мм и более на диаметр. При этом удаляются как гребешки микронеровностей, так и основной металл. В пределах снимаемого припуска обеспечивается исправление погрешностей предыдущих операций в виде конусности, эллипсности, бочкообразности, корсетности огранки и в некоторой степени искривления оси отверстия. Процесс сопровождается обильной подачей технологической жидкости в зону микрорезания, чем обеспечивается удаление
Абразивные зёрна обеспечивают срезание большого количества тонких стружек. Процесс микрорезания происходит в результате внедрения контактирующего выступа абразивного зерна в граничный слой обрабатываемого материала.В процессе хонингования абразивные бруски снимают припуск от 0,01 мм, в некоторых случаях до 1 мм и более на диаметр. При этом удаляются как гребешки микронеровностей, так и основной металл. В пределах снимаемого припуска обеспечивается исправление погрешностей предыдущих операций в виде конусности, эллипсности, бочкообразности, корсетности огранки и в некоторой степени искривления оси отверстия. Процесс сопровождается обильной подачей технологической жидкости в зону микрорезания, чем обеспечивается удаление
продуктов износа из пор абразивных брусков и с обрабатываемой поверхности. В качестве СОЖ применяют керосин чистый или с добавкой масла. Значительно реже используются некоторые водорастворимые эмульсии. В процессе обработки абразивные бруски выходят из отверстия на некоторую величину Lпер, называемую перебегом, чтонеобходимо для обеспечения правильной геометрической формы обрабатываемого отверстия и равномерного износа брусков. Неправильное установление величины Lпер ведёт к образованию конусности, бочкообразности или корсетности отверстия. Угол сетки рисок определяется отношением скоростей вращательного и возвратно-поступательного движений скоростей головки.
Неправильное установление величины Lпер ведёт к образованию конусности, бочкообразности или корсетности отверстия. Угол сетки рисок определяется отношением скоростей вращательного и возвратно-поступательного движений скоростей головки.
2.Порядок выполнения работы
1.Ознакомится с устройством хонинговального станка
Рисунок — Хонинговальный станок 3Г833
Вертикальный одношпиндельный хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Перечень органов управления хонинговальным станком 3Г833
Кран охлаждения
Маховик механизма разжима хона
Кулачки регулировки хода ползуна
Рукоятка реверса
Маховик ручного ввода хоны
Указатель нагрузки
Переключатель режимов: «Ввод хоны», «Ручной»
Сигнальная лампа
Кнопка управления: «Подача пуск»
Кнопка управления: «Толчковый»
Кнопка управления: «Шпиндель стоп»
Кнопка управления: «Шпиндель пуск»
Кнопка управления: «Общий стоп»
Кнопка управления: «Конец цикла»
Техническая характеристика хонинговального станка Таблица 6
Наименование параметра | Параметры |
Тип | Вертикально-хонинговальный |
Диаметр хонингования, мм | 20. |
Длина хонингования, мм | 15…400 |
Частота вращения, мин–1 | 125; 160; 200; 250; 300;350; 400; 500; 630; 800; 1000 |
Ход шпинделя, мм | 600 |
Габаритные размеры, мм | 400 × 250 × 1600 |
Масса, кг | 600 |
 ..160
..160Хонингование выполняют на одношпиндельных вертикально-хонинговальных станках моделей 3А 833, 3Б 833, 3Г 833, СС 700М и др. технические характеристики в табл. 6.
Хонинговальная головка (рис. 6а) с набором абразивных брусков может быть различных номеров в зависимости от диаметра обраба-тываемого цилиндра и предназначена для доводки цилиндров диаметров 65. ..150 мм после их расточки.
..150 мм после их расточки.
а) б)
Рис. 6. Хонинговальная головка – а; схема процесса хонингования – б
В корпусе 1 установлено шесть брусков 2 предварительного или окончательного хонингования. Бруски разжимаются валиком 5. На валике установлены две фасонные шайбы с шестью пазами. Корпус головки соединяется штангой 8 с пневматическим приводом. Принцип работы хонинговальной головки состоит в следующем: разжимный валик 5, перемещаясь под действием пневматического привода вниз, разжимает хонинговальные бруски. Для смены брусков производится извлечение хонинговальной головки и ручная замена брусков с предварительных на окончательные. После каждого двойного хода (или нескольких ходов) механизмом хона производится разжатие (радиальная подача) брусков. Зернистость абразивного бруска выбирается в зависимости от требуемой шероховатости поверхности цилиндра, а твердость связки – в зависимости от твердости обрабатываемого материала. Наибольшее распространение получили карборундовые бруски на керамической связке зернистостью 120 и твердостью СТ-С2 или бруски из синтетических алмазов АС6для предварительной обработки зернистостью 400 и твердостью СМ1-СМ или АСМ20 на металлической связке М1 при 100% концентрации для окончательной доводки. Для окончательного хонингования рекомендуются алмазные бруски на эластичной основе. Алмазные бруски на эластичной основе имеют стойкость примерно в 100 раз больше по сравнению со стойкостью абразивных брусков. Учитывая, что алмазные бруски на эластичной связке снимают ограниченный припуск до 4…6 мкм на диаметр, необходимо обеспечить после предварительного хонингования шероховатость поверхности по внутреннему диаметру гильзы в пределах Ra = 0,25…0,6 мкм и точность геометрической формы 0,01…0,02 мм. Хонингование алмазными брусками осуществляется в два – три приема. Общий припуск на хонингование составляет 0, 05…0 ,08 мм на сторону. При предварительном хонинговании удаляется припуск 0,03…0,04 мм на сторону.
Для окончательного хонингования рекомендуются алмазные бруски на эластичной основе. Алмазные бруски на эластичной основе имеют стойкость примерно в 100 раз больше по сравнению со стойкостью абразивных брусков. Учитывая, что алмазные бруски на эластичной связке снимают ограниченный припуск до 4…6 мкм на диаметр, необходимо обеспечить после предварительного хонингования шероховатость поверхности по внутреннему диаметру гильзы в пределах Ra = 0,25…0,6 мкм и точность геометрической формы 0,01…0,02 мм. Хонингование алмазными брусками осуществляется в два – три приема. Общий припуск на хонингование составляет 0, 05…0 ,08 мм на сторону. При предварительном хонинговании удаляется припуск 0,03…0,04 мм на сторону.
Двукратным или трехкратным хонингованием можно обеспечить точность до 6 квалитета и шероховатость поверхности Ra = 0, 2…0 ,32 мкм.
3.Ознакомится с видеоматериалом «Хонингование блока цилиндров»
4.Технологический процесс хонингования блока цилиндров
Настройка станка. Настройка станка заключается в установлении частоты вращения шпинделя, определении величины хода хонинговальной головки и числа двойных ходов хона. Необходимую частоту вращения шпинделя устанавливают с помощью коробки передач станка, а число двойных ходов хонинговальной головки сменными шестернями, расположенными с левой стороны станка под крышкой. Обработка отверстий хонингованием алмазными брусками проводится на следующих режимах, приведенных в табл. 7.
Настройка станка заключается в установлении частоты вращения шпинделя, определении величины хода хонинговальной головки и числа двойных ходов хона. Необходимую частоту вращения шпинделя устанавливают с помощью коробки передач станка, а число двойных ходов хонинговальной головки сменными шестернями, расположенными с левой стороны станка под крышкой. Обработка отверстий хонингованием алмазными брусками проводится на следующих режимах, приведенных в табл. 7.
Таблица 7 Режимы резания при хонинговальной обработке
Параметры | Операция хонингования | ||||
Первая | Вторая | Третья | |||
Частота вращения хонинговальной головки, мин-1 | 120 | 160 | 240 | ||
Число двойных ходов головки, ход/мин | 60 | 60 | 60 | ||
Длина хода, мм | 165 | 165 | 165 | ||
Давление на разжим брусков, МПа | 1,5 | 1,2 | 1,0 | ||
Количество брусков в комплекте, шт. | 6 | 6 | 6 | ||
Время хонингования, с | 40…45 | 20…25 | 15 | ||
Цилиндричность отверстия, мм | 0,02 | 0, 1…0 ,02 | 0, 01…0 ,02 | ||
Шероховатость поверхности, Ra | 0,8 | 0,63 | 0,25 | ||
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм.
Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
После хонингования отклонение геометрической формы рабочей поверхности гильзы должно быть не более 0, 01…0 ,02 мм, а шероховатость Ra = 0,08 мкм
5.Заполнить технологическую карту
Последовательность операций | Инструмент, приспособление | Технические условия и указания |
1.Настройка станка | ||
2….. |
6.Вывод
Расточка и Хонингование — motor-masters.ru
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
Хонингование в Екатеринбурге | «СТК МОТОРС»
Хонинговка цилиндров
Хонингование цилиндров — это финальный процесс обработки во время ремонта блока цилиндров двигателя. По сравнению с традиционно применяемыми финишными операциями (полировкой и притиркой поверхности) хонинговка стенок цилиндров обеспечивает высокую точность и достижение требуемых параметров шероховатости. В связи с этими особенностями, для процедуры окончательной обработки цилиндров необходимо использовать современное высокоточное оборудование и привлекать высококвалифицированных специалистов.
Этот процесс производят в несколько этапов:
- при помощи крупного абразива снимается большая часть припуска, при этом происходит формирование основной геометрии цилиндра;
- хонинговка продолжается, но уже при помощи более мелкого абразива, пока не будет достигнут заданный тепловой зазор в паре поршень-цилиндр.
Хонингование гильз
Естественный износ деталей силового агрегата приводит к тому, что они теряют свою первоначальную форму. Прежде всего, это относится к гильзам: стенки гильзы искривляются и принимают бочкообразную или конусообразную форму, а поперечное сечение цилиндров делается овальным. Кроме того, на стенках цилиндров часто образуются задиры и царапины.
Эти факторы отрицательно влияют на состоянии блока цилиндров:
- компрессия ухудшается;
- увеличивается расход масла и горючего;
- двигатель не работает на полную мощность.
Чтобы его восстановить, нужен капитальный ремонт. Если его не сделать своевременно, то плохое состояние гильз может отразится на состоянии других узлов двигателя и придется не только ремонтировать блок, но и проводить более дорогие мероприятия и даже заменять весь кривошипно-шатунный механизм. Поэтому целесообразно произвести хонингование гильз цилиндров.
Применение хонингования дает возможность сократить обкатку блока цилиндров в несколько раз. Хорошие результаты дает алмазное хонингование. Ведь расточка является серьезным вмешательством и после нее нужна длительная обкатка. В результате происходит уменьшение износа других деталей блока. Кроме этого наблюдается повышение компрессии и снижение расхода масла. В картер двигателя поступает меньше отработанного газа.
Специалисты «СТК Моторс» дают гарантии качественного и оперативного восстановления блока цилиндров. Звоните нам прямо сейчас!
Смотрите также: гильзовка блока цилиндров
Наши возможности (Работы по блоку цилиндров двигателя)
Гильзовка является достаточно сложным процессом монтажа ремонтных гильз в блоки цилиндров. Грамотно произведенная процедура позволяет значительно увеличить срок эксплуатации двигателя. Так же наша компания имеет большой опыт работы гильзовке с использованием комплектующих компании Darton.
Darton это американская производственная компания, которая с 1978 года успешно занимается изготовлением мокрых и сухих гильз для гоночных автомобилей и тюнинга, считается на современном рынке безусловным лидером. Darton производит детали для двигателя Nissan, Subaru, GM, Honda, Ford, Suzuki, Toyota и многих других. Гильзовка блоков, производимая нашими высококлассными специалистами — это всегда качество и экономия Ваших средств.
Гильзовка блоков гильзами Darton – это усложненный процесс гильзовки, связанный со своими особенностями. По данным работам мы имеем огромный опыт.
Если же клиенту требуется просто восстановить в номинальный размер цилиндры или отремонтировать один поврежденный цилиндр с последующей расточкой и хонинговкой всех цилиндров в ремонтный размер, то мы рекомендует уже отработанную технологию гильзовки блока цилиндров.
Очень часто гильзовка блока цилиндров является единственным выходом в создавшейся ситуации из-за отсутствия ремонтных поршней, сильного износа или повреждений блока. Мы устанавливаем как готовые гильзы, так и изготовленные нашими специалистами ремонтные гильзы из специальных сплавов чугуна.
Процедура проходит в несколько этапов:
- промеры деталей и дефектация
- расточка блока под гильзы
- изготовление гильз
- установка гильз в блок цилиндров
- опрессовка блока цилиндров
- обработка плоскости(фрезеровка) блока цилиндров
- хонинговка цилиндров
Качество выполняемых процедур зависит от нескольких показателей:
- опыт мастеров
- наличие современного ремонтного оборудования
- выходной контроль
Как обрабатывать блок цилиндров для ремонта двигателя Ford
Измерение критических размеров блока позволит определить, остается ли он в пределах допусков, рекомендованных производителем. Если отверстия цилиндра остаются концентрическими и не имеют чрезмерной конусности, возможно, вам удастся просто отточить их. Но имейте в виду, что в процессе хонингования со стенок цилиндра удаляется материал, что может привести к выходу отверстия за пределы допуска. Другими словами, если сомневаетесь, сделайте растачивание цилиндров.Любой двигатель с большим пробегом значительно выиграет от расточки, так как процесс вернет цилиндрам концентрическую форму и улучшит их соосность относительно друг друга.
Этот технический совет взят из полной книги
КАК ВОССТАНОВИТЬ ДВИГАТЕЛИ FORD С БОЛЬШИМИ БЛОКАМИ. Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой записью в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/machine-cylinder-block-big-block-ford-engine-rebuild/
После того, как вы решили расточить блок, вы должны решить, на сколько. Как правило, вы хотите, чтобы цилиндры растачивались как можно меньшего размера. Для большинства двигателей легко получить поршни и поршневые кольца размером от 0,020 до 0,060 дюйма. Но в случае с двигателями Lima и некоторыми другими сериями двигателей Ford ваши возможности могут быть более ограниченными.Механические мастерские часто рекомендуют растачивать ваши цилиндры до следующего увеличенного диаметра, который ближе всего к, скажем, размеру отверстия Chevrolet, тем самым увеличивая доступность и снижая стоимость поршневых колец. Поршни — это совсем другое дело, так как помимо негабаритности необходимо учитывать ряд факторов. Я расскажу об этом более подробно чуть позже в этой главе.
Блок цилиндров, шаг за шагом
Шаг-1: Настройка блока цилиндров в работе расточного станка
После измерения, очистки и магнафлюксинга блок устанавливается в сверлильный станок.Мы решили расточить наш блок размером 0,030 дюйма из-за износа из-за большого пробега и ржавчины в цилиндрах из-за того, что двигатель не эксплуатировался в течение нескольких лет.
Шаг-2: Расточка цилиндров
Расточная оправка устраняет конусность и снова делает каждый цилиндр концентрическим при подготовке к чистовому хонингованию. Фактический процесс растачивания удаляет примерно на две-три тысячные меньше материала из цилиндра, чем общий запланированный размер, что позволяет в процессе хонингования довести цилиндр до размера, необходимого для поршня.
Шаг 3: Заточка цилиндров
После расточки блок устанавливается в хонинговальную головку цилиндра для чистовой обработки. В станке используются камни с двумя разными зернами, при этом смазочно-охлаждающая жидкость вводится для достижения надлежащей отделки в каждом отверстии цилиндра.
Шаг-4: Используйте высокоплато Hone (если применимо)
Мы используем хонку High Plateau для облегчения уплотнения поршневых колец из Moly.Гил Джордан рекомендует от 15 до 20 ходов в каждом отверстии с хонингованием, прикрепленным к двигателю сверлильного станка диаметром 1/2 дюйма.
Шаг 5: использовать образец перекрестной штриховки
Желаемая отделка стенок цилиндра — это мелкая штриховка под углом примерно 30 градусов. Это позволяет поршневым кольцам быстро и тщательно присаживаться и уплотняться.
Шаг 6: Очистка отверстий подъемника
Для очистки отверстий подъемника используйте шлифовальную головку. Хотя в отверстиях подъемника редко возникают проблемы, они могут быть повреждены из-за отказа подъемника во время высокопроизводительных операций или изъедены из-за ржавчины.В этих случаях отверстия подъемника можно наложить втулки и отточить до заводских спецификаций, чтобы сохранить в остальном исправный блок цилиндров. Шариковые шлифовальные головки большего диаметра иногда используются для очистки отверстий цилиндров, которые не подвергаются полной механической обработке.
Шаг 7: Замена подшипников кулачка
Подшипники кулачка необходимо заменять каждый раз при химическом обезжиривании блока.Мы выбрали эти высокоэффективные подшипники Dura-Bond для работы.
Шаг 8: Установите подшипники кулачка
Для установки кулачковых подшипников в блок требуется специальный инструмент и некоторый опыт. В то время как в двигателях Ford серии Lima в каждой шейке используются кулачковые подшипники только одного размера, в других — специальные подшипники для определенных шейек (уменьшающиеся при движении назад от передней шейки, где нагрузки наиболее высоки). Использование единого размера для всех кулачковых подшипников считается одним из немногих недостатков двигателей серии Lima, поскольку они иногда имеют склонность к вращению кулачковых подшипников из-за недостаточной смазки или зазора.В результате важно убедиться, что отверстия для подачи масла между подшипниками кулачка и блоком цилиндров правильно выровнены и что распределительный вал свободно вращается при установке. Производители рекомендуют размер отступа (от лицевой стороны блока) для подшипника кулачка №1 (переднего). Самым важным является правильное выравнивание подшипника и масляных каналов, которые питают их от каналов в блоке.
Наконечник для профессиональных механиков
Блок серии Lima, в котором поврежден подшипник (и) вращающегося кулачка, не обязательно обречен на металлолом.Ваш механический цех может спасти блок, просверлив отверстия подшипников и используя кулачковые подшипники для двигателей Ford серии FE, которые имеют те же шейки кулачков с внутренним диаметром 2,124 дюйма, что и у серии Lima, но постепенно увеличиваются по внешнему диаметру, перемещаясь спереди назад. блок.
Шаг 9: модификация системы смазки — необязательно (совет по производительности)
Существует несколько простых модификаций системы смазки, которые значительно улучшат поток масла и продлят срок службы вашего двигателя. Масляный канал, расположенный в месте крепления масляного фильтра к блоку, увеличен, скошен и скошен с помощью высокоскоростной шлифовальной машины, чтобы способствовать потоку масла.
Шаг-10: Масляный канал для снятия фаски (дополнительно)
Используя прокладку, которая устанавливается между масляным насосом и блоком цилиндров в качестве шаблона, совместите и сделайте фаску с этим каналом с помощью высокоскоростной шлифовальной машины.
Шаг-11: Совместите масляный канал с подшипником
Установка верхней половины вкладыша коренного подшипника в седло в блоке обычно выявляет серьезное несоответствие между масляным каналом в стенке коренного подшипника и канавкой в подшипнике, которая переносит важнейшую охлаждающую и смазывающую жидкость к подшипнику. кривошип.Ручная шлифовальная машина легко исправит эту ситуацию, совместив масляный канал с подшипником. На двигателях серии Lima это несоответствие чаще всего встречается в передней (№1) главной магистрали.
Шаг-12: Переходы со скошенными кромками
Масляные каналы в шейке шатуна коленчатого вала скошены и сглажены, что обеспечивает достаточный поток живительного масла к подшипнику.Только тонкий слой масла смазывает и охлаждает поверхности трения между подшипниками и вращающимся узлом, а правильная подача масла имеет первостепенное значение для долговечности двигателя.
Коленчатый вал, поршни и шатуны, шаг за шагом
Шаг-1: Шатуны
Двигатели Ford серииLima вышли с завода с довольно мощными шатунами, так что есть вероятность, что, если ваш двигатель не потерпел катастрофический отказ, вы сможете повторно использовать стандартные стержни.Даже в тех случаях, когда двигатель не подвергался неправильной эксплуатации, вы должны учитывать износ и давление, оказываемое на шатуны. Их необходимо проверить, чтобы убедиться, что шатуны (конец шейки коленчатого вала) остаются концентрическими. Это достигается на шатунной машине Sunnen. Колпачок надевается обратно на стержень и затягивается с правильным крутящим моментом, прежде чем машина измерит диаметр.
Шаг-2: Установите болты стержня
Перед изменением размеров мы установили на наши шатуны болты ARP.Я обнаружил, что установка нового оригинального оборудования или качественных болтов стержня послепродажного обслуживания — недорогой способ избежать преждевременного выхода из строя восстановленного двигателя. Специальное примечание: ARP рекомендует соблюдать определенные процедуры при использовании болтов шатуна, в одном из которых описывается использование датчика растяжения для получения надлежащего крутящего момента. Если у вас нет измерителя натяжения, они рекомендуют использовать смазку ARP Moly Assembly Lube на болтах и выполнить три цикла затяжки по 50 фут-фунт на болтах для достижения надлежащего растяжения.Также обратите внимание, что болты стержня ARP имеют другие характеристики крутящего момента, чем болты OE.
Написано Чарльзом Р. Моррисом и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Хонингование цилиндров: важность пиков и впадин — СКЛАД CIRCLE TRACK | ДИСТРИБЬЮТОР PERFORMANCE RACING
Правильное хонингование цилиндра может существенно повлиять на производительность и срок службы двигателя.
Хонингование цилиндров — это всего лишь один из элементов подготовки двигателя к высокопроизводительным двигателям, который часто считается само собой разумеющимся, однако он может быть эффективным средством не только для поддержания надлежащего контроля масла, но и для увеличения мощности. Большинство энтузиастов высокой производительности понимают, что после перестройки двигателя и установки новых колец блок необходимо будет должным образом отшлифовать в виде перекрестной штриховки, но немногие понимают, что твердость блока, ход, материал кольца и натяжение, а также применение — все это необходимо учитывать перед выполнением любых работ.
Хонингование цилиндров — ключевая часть подготовки блока цилиндров.В высококлассных гоночных двигателях разница между правильной и неправильной операциями хонингования цилиндров, по мнению экспертов, может достигать 30 лошадиных сил. Когда выполнено надлежащее хонингование, обработка отверстия цилиндра приводит к созданию двигателя, обеспечивающего как превосходное кольцевое уплотнение, так и увеличенный срок службы кольца. Часто требуется тонкий баланс наличия достаточной площади поверхности для уплотнения поршневых колец, но не настолько большой, чтобы было нарушено удержание масла и смазка колец.При визуальном осмотре цилиндров только что отточенный цилиндр выглядит довольно грубым из-за процесса хонингования, в результате которого остается штриховка, в то время как использованный цилиндр имеет «глянцевую» поверхность с небольшой или нулевой видимой штриховкой, в зависимости от износа.
Когда только что отточенный цилиндр рассматривается под микроскопом, на поверхности появляется множество «пиков» и «впадин». «Пики» — это самая высокая точка поверхности, которая соприкасается с кольцами. «Выемки» — это участки, обработанные абразивом в процессе хонингования.После запуска свежего двигателя вершины «выступов» буквально срезаются, когда кольца входят в цилиндры, создавая «плато», по которым кольца проезжают, и легкую масляную пленку, которая остается в «впадинах». ».
Чтобы добиться надлежащей подготовки стенок цилиндра, производитель двигателя и / или машинист обычно тщательно исследуют три области; отделка, штриховка и деформация, все с целью достижения превосходного кольцевого уплотнения и максимальной производительности. В мастерских по производству двигателей с высокими эксплуатационными характеристиками для тщательной проверки отделки стенок цилиндра используется профилометр, ранее называвшийся «RA» (средняя шероховатость).Этот сложный электронный инструмент оснащен стилусом с ромбовидным наконечником, похожим на иглу на проигрывателе виниловых пластинок, который скользит по поверхности, измеряя распределение пиков и впадин. Профилометр предоставляет современные, определенные описания отделки цилиндра, которые включают «RPK» (уменьшенная высота пика), «RVK» (уменьшенная глубина впадины) и «RK» (глубина шероховатости сердечника), которые основаны как на «RPK», так и на Измерения «РВК».
Поскольку «RVK» означает глубину впадин, в которых задерживается масло, это напрямую связано с расходом масла.По мнению экспертов Hastings Manufacturing, чрезмерное количество «RVK» способствует высокому расходу масла, а недостаточное количество может привести к чрезмерному износу колец и цилиндров. Как описано ранее, окончательная отделка стенок цилиндра сильно зависит от множества факторов. В некоторых случаях высокопроизводительные гоночные двигатели имеют очень глубокие «впадины», чтобы удерживать больший объем масла, и «пики» с небольшой площадью поверхности для движения колец.
Во время хонингования цилиндра также тщательно исследуется угол поперечной штриховки, который определяется скоростью вращения хонинговальной головки и ее циклами подъема и опускания.Угол наклона можно проверить с помощью транспортира или практичной и креативной визитной карточки Total Seal, которая служит гибким пластиковым транспортиром. Чтобы проверить угол штриховки с помощью специальной визитки, сначала удалите с карты полупрозрачную подложку. Затем вдавите ее в кривизну цилиндра и совместите верхний край карты с поверхностью колоды. Затем прочтите карточку, удвоив сумму, соответствующую штриховке. Например, если он показывает 20 градусов, истинный угол равен 40 градусам.
Угол штриховки должен быть таким же, как полная длина цилиндра, и хотя наиболее распространенный угол составляет примерно 45 градусов, он может варьироваться в зависимости от натяжения кольца или длины хода. Некоторые строители предпочитают перекрестную штриховку всего 20-30 градусов при использовании масляных колец низкого напряжения, например, потому что это уменьшает количество движения масла вверх и вниз по цилиндру. С другой стороны, длинноходовые двигатели могут работать лучше с большей поперечной штриховкой, 60 градусов, поскольку угол обеспечивает увеличенное движение масла к верхней части канала ствола и более быстрое возвращение масла в поддон, хотя прорыв газа может несколько увеличиваться. по мнению экспертов Total Seal.
При хонинге высокопроизводительного блока цилиндров важно установить пластину крутящего момента. Тормозная пластина при использовании с надлежащей прокладкой головки и крепежными деталями имитирует нагрузки, прикладываемые к блоку при установке головки блока цилиндров, и, следовательно, помогает добиться более круглых и правильных отверстий цилиндров во время процесса хонингования, сводя к минимуму деформацию отверстия. Большинство мастерских по производству двигателей с высокими рабочими характеристиками продают пластины крутящего момента для большинства популярных двигателей.
Естественно, чем круглее и правильнее будут цилиндры, тем легче кольца будут прилегать к цилиндру и тем лучше они будут прилегать к цилиндру.Нередко квалифицированные мастерские с надлежащим оборудованием достигают искажения диаметра отверстия всего 0,0005 дюймов. Отверстия цилиндров могут быть проверены с помощью индикатора отверстий с круговой шкалой с установленной пластиной крутящего момента.
После завершения операций механической обработки очень важно тщательно промыть двигатель водой с мылом. Нет ничего более вредного для двигателя, чем грязь и мусор. Протирание цилиндров белой тканью, пропитанной WD-40, а затем осмотр ткани гарантирует, что цилиндры действительно чистые.
Полный список процедур хонингования цилиндров, рекомендации и технические советы можно получить у производителей, включая Hastings, Total Seal и Sunnen.
Chevrolet Pressroom — США
DETROIT — Chevrolet Camaro ZL1 Coupe 2012 года разгоняется от 0 до 60 миль в час за 3,9 секунды и может достигать максимальной скорости 184 миль в час. Начиная с 54 995 долларов США, включая подвеску Performance Traction Management и Magnetic Ride, ZL1 обеспечивает уровень производительности и технологий суперкара по цене спортивного автомобиля.
«От оригинального Camaro до нынешнего Corvette ZR1, Chevrolet имеет долгую историю поставок автомобилей мирового класса, которые превосходят своих конкурентов по цене в несколько раз», — сказал Крис Перри, вице-президент по глобальному маркетингу Chevrolet. «ZL1 не исключение. Очень мало автомобилей любой ценовой категории, которые могут сравниться по мощности, характеристикам и гусеничным характеристикам с Camaro ZL1 ».
По цене 54 995 долларов, включая стоимость доставки 900 долларов, ZL1 выгодно отличается от гораздо более дорогих автомобилей:
Базовая цена | Мощность | Момент | Магнитная направляющая | |
Camaro ZL1 | 54 995 долларов США | 580 | 556 | Стандартный |
Audi R8 GT | 196 800 | 560 | 398 | Стандартный |
Maserati GranTurismo | $ 122 800 | 405 | 339 | Не доступен |
Mercedes SLS AMG | 185 750 долл. США | 565 | 479 | Не доступен |
Производительность суперкара
Сердце Camaro ZL1 — 6-я модель с наддувом.Двигатель 2L имеет рейтинг SAE и имеет мощность 580 лошадиных сил (432 кВт) и мощность 556 фунт-футов. крутящего момента (754 Нм), что делает его самым мощным серийным Camaro за всю историю.
LSA оснащен вентилятором в стиле Рутса с эффективным четырехлопастным ротором и компактным промежуточным охладителем. ZL1 также имеет стандартную двухрежимную выхлопную систему с вакуумными клапанами в выхлопных трубах для улучшения выхлопа на низких скоростях, так как а также свободно текущая система для максимальной производительности.
Мощность передается на задние колеса через шестиступенчатую механическую или автоматическую коробку передач.С любой коробкой передач Camaro ZL1 демонстрирует впечатляющие характеристики:
Руководство | Автомат | |
0-60 миль / ч (с начала качения) | 4.0 секунды | 3.9 секунды |
1/4 мили (с начала качения) | 12,1 с при скорости 119 миль / ч | 12.0 сек при 119 миль / ч |
Максимальная скорость | 180 миль / ч | 184 миль / ч |
Максимальный боковой захват | 1,0 г | 1,0 г |
«Разгон от 0 до 60 занимает менее четырех секунд, а максимальная скорость превышает 180 миль в час, мощность и ускорение Camaro ZL1 могут соперничать со многими суперкарами», — сказал Аль Оппенгейзер, главный инженер Camaro.«И лошадиные силы — это только половина дела, поскольку наиболее важным показателем потенциала ZL1 является прохождение Нюрбургринга за 7: 41,27. Это отличное свидетельство мощности, торможения, сцепления и баланса Camaro ZL1, а также всесторонних характеристик ZL1, который устанавливает планку для сегмента спортивных автомобилей ».
Эксклюзивные гусеничные технологии
Чтобы обеспечить такие всесторонние характеристики, Camaro ZL1 стандартно поставляется с несколькими технологиями, поддерживающими гусеницы, которые являются эксклюзивными для этого сегмента.
Например, Camaro ZL1 — первый спортивный автомобиль, оснащенный системой Magnetic Ride третьего поколения. В этой усовершенствованной системе подвески используется бесклапанное демпфирование и технология магнитно-реологической жидкости (MR) для изменения жесткости подвески в соответствии с дорожными и дорожными условиями.
«Традиционные системы подвески в какой-то момент ставят под угрозу качество езды для сцепления с дорогой и контроля кузова», — сказал Оппенгейзер. «Благодаря магнитной системе управления движением мы можем предложить клиентам лучшее из обоих миров: комфортную езду, которая делает ZL1 подходящим для повседневного вождения, и невероятно точный контроль над телом, который делает ZL1 таким приятным на трассе.”
Также в стандартную комплектацию Camaro ZL1 входит система Performance Traction Management, которая объединяет магнитный контроль плавности хода, контроль запуска, контроль тяги, электронный контроль устойчивости и реакцию рулевого управления с электроусилителем для повышения производительности. Впервые эта технология была представлена на Corvette ZR1. Благодаря функции Performance Traction Management функция управления пуском (только механическая коробка передач) автоматически регулирует крутящий момент двигателя для наилучшего возможного ускорения без чрезмерного пробуксовки колес. Когда водитель нажимает на дроссельную заслонку до пола, система поддерживает заданную скорость двигателя до тех пор, пока водитель не отпускает сцепление.Затем система модулирует крутящий момент двигателя 1000 раз в секунду, чтобы максимально увеличить тяговое усилие. Точно так же на дорожном курсе водитель может использовать полный газ при выходе из поворота, а Performance Traction Management автоматически управляет динамикой ускорения, чтобы максимизировать скорость выхода на основе доступного сцепления с дорогой.
Кроме того, Camaro ZL1 был спроектирован так, чтобы иметь возможность гусеницы с завода, включая охладитель заднего дифференциала, интегрированный охладитель масла двигателя и трансмиссии, а также каналы охлаждения тормозов в качестве стандартного оборудования.Таким образом, ZL1 предлагает множество технологий и функций, недоступных в Ford Shelby GT500 2012 года:
Camaro ZL1 | 2012 GT500 | |
Магнитная направляющая | Стандартный | Не доступен |
Performance Traction Management | Стандартный | Не доступен |
Заводские радиаторы двигателя и трансмиссии | Стандартный | Опция, устанавливаемая дилером |
Заводские каналы охлаждения тормозов | Стандартный | Опция, устанавливаемая дилером |
Заводской кулер заднего дифференциала | Стандартный | Опция, устанавливаемая дилером |
Дополнительные функции и опции
В салоне Camaro ZL1 стандартные кожаные сиденья со вставками из замшевой микрофибры и передние сиденья с подогревом и электрорегулировкой.Стандартные технологии включают аудиосистему Boston Acoustics® с девятью динамиками; Возможность подключения по USB и Bluetooth; и помощь при парковке сзади с дисплеем камеры заднего вида, встроенным в центральное зеркало заднего вида.
- Camaro ZL1 доступен в шести вариантах:
- Шестиступенчатая АКПП с управлением TapShift — 1185 долларов
- 20-дюймовые светлые алюминиевые колеса в пакете обойдутся в 470 долларов
- Электро люк на крыше стоит 900 $
- Stripe в пакете 470 долларов
- Карбоновая вставка на капоте с открытым переплетением — $ 600
- Комплект замши, включая замшевые вставки из микрофибры на рулевом колесе, ручке переключения передач и чехле переключения передач, стоит 500 долларов.
Camaro ZL1 Coupe поступит в продажу весной 2012 года как модель 2012 года.Camaro ZL1 Convertible поступит в продажу летом 2012 года, как модель 2013 года. Цены на Camaro ZL1 Convertible будут объявлены позже.
О Chevrolet
Компания Chevrolet, основанная в Детройте в 1911 году, отмечает свое столетие в качестве глобального автомобильного бренда с годовым объемом продаж около 4,25 миллиона автомобилей в более чем 140 странах. Chevrolet предлагает потребителям экономичные, безопасные и надежные автомобили высокого качества, выразительного дизайна, динамичных характеристик и стоимости.В портфолио Chevrolet входят такие культовые автомобили с высокими характеристиками, как Corvette и Camaro; надежные, долговечные пикапы и внедорожники, такие как Silverado и Suburban; и отмеченные наградами легковые автомобили и кроссоверы, такие как Sonic, Cruze, Malibu, Equinox и Traverse. Chevrolet также предлагает «безопасные для газа» решения, в том числе Cruze Eco и Volt. По оценкам EPA, Cruze Eco предлагает шоссе на 42 мили на галлон, в то время как Volt предлагает 35 миль электрического, безбензинового вождения и дополнительные 344 мили бензина с увеличенным запасом хода.Большинство новых моделей Chevrolet предлагают технологии безопасности, защиты и удобства OnStar, в том числе функции громкой связи OnStar, автоматическое реагирование на аварии и замедление движения угнанного автомобиля. Более подробную информацию о моделях Chevrolet, топливных решениях и наличии OnStar можно найти на сайте www.chevrolet.com.
Восстановление двигателя Йоркшир: Хонингование блока цилиндров
Когда двигатель ремонтируется, цилиндры обычно требуют внимания. Износ имеет тенденцию создавать конусность в верхней части цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв и расход масла, если его не удалить.Цилиндр также может иметь некруглую форму, царапины или другие повреждения, которые необходимо исправить, прежде чем новый комплект колец будет правильно запечатан.
Основная задача при повторной окраске цилиндров:
- Сделать стенки как можно более параллельными (без конуса).
- Сделайте отверстия как можно более круглыми.
- Имейте правильную штриховку для хорошего удержания масла и поддержки кольца.
- Произведите обработку поверхности, соответствующую требованиям колец.
Это достигается путем расточки и / или хонингования цилиндров в один или несколько этапов с использованием различных типов абразивов. После хонингования цилиндры очищаются от остаточного абразива и металлического мусора, оставшегося в отверстиях. Лучший способ избавиться от этого материала и сгладить отверстия — это «отполировать» отверстия после хонингования с помощью гибкой абразивной щетки. Чистка после хонингования не только помогает очистить отверстия, но и выравнивает поверхность. Чистка сметает рваный и скрученный металл, а также острые зазубренные выступы, оставляя гораздо более гладкую поверхность.Одно из преимуществ обработки отверстий плато состоит в том, что она способствует предварительному кондиционированию или приработке цилиндров. Это сокращает время, необходимое для установки нового набора колец, а также снижает начальный износ колец, прорыв и расход масла. Двигатель сразу обеспечивает хорошую компрессию, нет синего дыма в выхлопе, сокращаются выбросы и расход масла, а кольца служат дольше, потому что им не пришлось изнашиваться, чтобы соответствовать диаметрам отверстий.
Плоская поверхность отверстия также обеспечивает увеличенную площадь опоры для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки.Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки канала ствола и используют его в большинстве новых двигателей.
Здесь, в ASD Engines Ltd. , мы используем современный хонинговальный станок Rottler HP6A. Мы можем обеспечить все допуски, требуемые OEM-производителями и производителями поршневых колец, чтобы наши клиенты могли быть уверены, что наша обработка двигателей не имеет себе равных. более подробный взгляд на хонингование цилиндров см. в этой статье.
Chevrolet Pressroom — США
DETROIT — Chevrolet Camaro ZL1 Coupe 2012 года разгоняется от 0 до 60 миль в час за 3 секунды.9 секунд и может достичь максимальной скорости 184 миль в час. Начиная с 54 995 долларов США, включая подвеску Performance Traction Management и Magnetic Ride, ZL1 обеспечивает уровень производительности и технологий суперкара по цене спортивного автомобиля.
«От оригинального Camaro до нынешнего Corvette ZR1, Chevrolet имеет долгую историю поставок автомобилей мирового класса, которые превосходят своих конкурентов по цене в несколько раз», — сказал Крис Перри, вице-президент по глобальному маркетингу Chevrolet. «ZL1 не исключение.Очень мало автомобилей любой ценовой категории, которые могут сравниться по мощности, характеристикам и гусеничным характеристикам с Camaro ZL1 ».
По цене 54 995 долларов, включая стоимость доставки 900 долларов, ZL1 выгодно отличается от гораздо более дорогих автомобилей:
Базовая цена | Мощность | Момент | Магнитная направляющая | |
Camaro ZL1 | 54 995 долларов США | 580 | 556 | Стандартный |
Audi R8 GT | 196 800 | 560 | 398 | Стандартный |
Maserati GranTurismo | $ 122 800 | 405 | 339 | Не доступен |
Mercedes SLS AMG | 185 750 долл. США | 565 | 479 | Не доступен |
Производительность суперкара
Сердце Camaro ZL1 — 6-я модель с наддувом.Двигатель 2L имеет рейтинг SAE и имеет мощность 580 лошадиных сил (432 кВт) и мощность 556 фунт-футов. крутящего момента (754 Нм), что делает его самым мощным серийным Camaro за всю историю.
LSA оснащен вентилятором в стиле Рутса с эффективным четырехлопастным ротором и компактным промежуточным охладителем. ZL1 также имеет стандартную двухрежимную выхлопную систему с вакуумными клапанами в выхлопных трубах для улучшения выхлопа на низких скоростях, так как а также свободно текущая система для максимальной производительности.
Мощность передается на задние колеса через шестиступенчатую механическую или автоматическую коробку передач.С любой коробкой передач Camaro ZL1 демонстрирует впечатляющие характеристики:
Руководство | Автомат | |
0-60 миль / ч (с начала качения) | 4.0 секунды | 3.9 секунды |
1/4 мили (с начала качения) | 12,1 с при скорости 119 миль / ч | 12.0 сек при 119 миль / ч |
Максимальная скорость | 180 миль / ч | 184 миль / ч |
Максимальный боковой захват | 1,0 г | 1,0 г |
«Разгон от 0 до 60 занимает менее четырех секунд, а максимальная скорость превышает 180 миль в час, мощность и ускорение Camaro ZL1 могут соперничать со многими суперкарами», — сказал Аль Оппенгейзер, главный инженер Camaro.«И лошадиные силы — это только половина дела, поскольку наиболее важным показателем потенциала ZL1 является прохождение Нюрбургринга за 7: 41,27. Это отличное свидетельство мощности, торможения, сцепления и баланса Camaro ZL1, а также всесторонних характеристик ZL1, который устанавливает планку для сегмента спортивных автомобилей ».
Эксклюзивные гусеничные технологии
Чтобы обеспечить такие всесторонние характеристики, Camaro ZL1 стандартно поставляется с несколькими технологиями, поддерживающими гусеницы, которые являются эксклюзивными для этого сегмента.
Например, Camaro ZL1 — первый спортивный автомобиль, оснащенный системой Magnetic Ride третьего поколения. В этой усовершенствованной системе подвески используется бесклапанное демпфирование и технология магнитно-реологической жидкости (MR) для изменения жесткости подвески в соответствии с дорожными и дорожными условиями.
«Традиционные системы подвески в какой-то момент ставят под угрозу качество езды для сцепления с дорогой и контроля кузова», — сказал Оппенгейзер. «Благодаря магнитной системе управления движением мы можем предложить клиентам лучшее из обоих миров: комфортную езду, которая делает ZL1 подходящим для повседневного вождения, и невероятно точный контроль над телом, который делает ZL1 таким приятным на трассе.”
Также в стандартную комплектацию Camaro ZL1 входит система Performance Traction Management, которая объединяет магнитный контроль плавности хода, контроль запуска, контроль тяги, электронный контроль устойчивости и реакцию рулевого управления с электроусилителем для повышения производительности. Впервые эта технология была представлена на Corvette ZR1. Благодаря функции Performance Traction Management функция управления пуском (только механическая коробка передач) автоматически регулирует крутящий момент двигателя для наилучшего возможного ускорения без чрезмерного пробуксовки колес. Когда водитель нажимает на дроссельную заслонку до пола, система поддерживает заданную скорость двигателя до тех пор, пока водитель не отпускает сцепление.Затем система модулирует крутящий момент двигателя 1000 раз в секунду, чтобы максимально увеличить тяговое усилие. Точно так же на дорожном курсе водитель может использовать полный газ при выходе из поворота, а Performance Traction Management автоматически управляет динамикой ускорения, чтобы максимизировать скорость выхода на основе доступного сцепления с дорогой.
Кроме того, Camaro ZL1 был спроектирован так, чтобы иметь возможность гусеницы с завода, включая охладитель заднего дифференциала, интегрированный охладитель масла двигателя и трансмиссии, а также каналы охлаждения тормозов в качестве стандартного оборудования.Таким образом, ZL1 предлагает множество технологий и функций, недоступных в Ford Shelby GT500 2012 года:
Camaro ZL1 | 2012 GT500 | |
Магнитная направляющая | Стандартный | Не доступен |
Performance Traction Management | Стандартный | Не доступен |
Заводские радиаторы двигателя и трансмиссии | Стандартный | Опция, устанавливаемая дилером |
Заводские каналы охлаждения тормозов | Стандартный | Опция, устанавливаемая дилером |
Заводской кулер заднего дифференциала | Стандартный | Опция, устанавливаемая дилером |
Дополнительные функции и опции
В салоне Camaro ZL1 стандартные кожаные сиденья со вставками из замшевой микрофибры и передние сиденья с подогревом и электрорегулировкой.Стандартные технологии включают аудиосистему Boston Acoustics® с девятью динамиками; Возможность подключения по USB и Bluetooth; и помощь при парковке сзади с дисплеем камеры заднего вида, встроенным в центральное зеркало заднего вида.
- Camaro ZL1 доступен в шести вариантах:
- Шестиступенчатая АКПП с управлением TapShift — 1185 долларов
- 20-дюймовые светлые алюминиевые колеса в пакете обойдутся в 470 долларов
- Электро люк на крыше стоит 900 $
- Stripe в пакете 470 долларов
- Карбоновая вставка на капоте с открытым переплетением — $ 600
- Комплект замши, включая замшевые вставки из микрофибры на рулевом колесе, ручке переключения передач и чехле переключения передач, стоит 500 долларов.
Camaro ZL1 Coupe поступит в продажу весной 2012 года как модель 2012 года.Camaro ZL1 Convertible поступит в продажу летом 2012 года, как модель 2013 года. Цены на Camaro ZL1 Convertible будут объявлены позже.
О Chevrolet
Компания Chevrolet, основанная в Детройте в 1911 году, отмечает свое столетие в качестве глобального автомобильного бренда с годовым объемом продаж около 4,25 миллиона автомобилей в более чем 140 странах. Chevrolet предлагает потребителям экономичные, безопасные и надежные автомобили высокого качества, выразительного дизайна, динамичных характеристик и стоимости.В портфолио Chevrolet входят такие культовые автомобили с высокими характеристиками, как Corvette и Camaro; надежные, долговечные пикапы и внедорожники, такие как Silverado и Suburban; и отмеченные наградами легковые автомобили и кроссоверы, такие как Sonic, Cruze, Malibu, Equinox и Traverse. Chevrolet также предлагает «безопасные для газа» решения, в том числе Cruze Eco и Volt. По оценкам EPA, Cruze Eco предлагает шоссе на 42 мили на галлон, в то время как Volt предлагает 35 миль электрического, безбензинового вождения и дополнительные 344 мили бензина с увеличенным запасом хода.Большинство новых моделей Chevrolet предлагают технологии безопасности, защиты и удобства OnStar, в том числе функции громкой связи OnStar, автоматическое реагирование на аварии и замедление движения угнанного автомобиля. Более подробную информацию о моделях Chevrolet, топливных решениях и наличии OnStar можно найти на сайте www.chevrolet.com.
Galloway Engines
«Последний штрих» — статья, опубликованная в журнале. В статье подчеркивается важность плоской отделки отверстий цилиндров.
ФИНИРИНГОВОЕ НАПРЯЖЕНИЕ
В этой статье мы обсудим важность правильного угла перекрестной штриховки и хорошей обработки плато в отверстиях цилиндров.
Хонингование блока Chev LS1 с использованием процесса моделирования крутящего момента.
| Естественно, цилиндры необходимо расточить и отточить — оптимально с установленной торсионной пластиной, чтобы дублировать деформирующее воздействие, которое головки цилиндров оказывают на отверстие после их затяжки.Отверстие должно быть цилиндрическим, чтобы кольца могли равномерно уплотняться по окружности, и оно также должно иметь параллельные стенки, не сужающиеся сверху вниз, это делается с помощью комбинации растачивания и хонингования. Процесс хонингования следует за растачиванием и выполняется в автоматическом хонинговальном станке с использованием камней разных сортов для прорезания штриховки на стенках каждого цилиндра | Более близкое изображение пластины для моделирования крутящего момента, используемой для воспроизведения искажения, возникающего при установке головки блока цилиндров, основные крышки также устанавливаются и натягиваются. |
Угол штриховки хонингованного отверстия цилиндра определяет скорость вращения кольца и его способность способствовать правильному перемещению масла вверх и вниз по стенке цилиндра. В большинстве общих прикладных блоков используется угол 45 градусов (включительно), который измеряется как половина угла от горизонтальной плоскости. В некоторых приложениях сегодня угол наклона достигает 60 градусов, а в некоторых высококлассных гоночных приложениях — даже 30 градусов. Для более длинных отверстий цилиндров с более длинными ходами обычно требуется более крутой угол, так как это способствует миграции масла в верхнюю часть цилиндра, что, в свою очередь, обеспечивает надлежащую смазку.Для более коротких мазков иногда используется меньший угол. Чаще всего в сегодняшних гоночных двигателях и рабочих характеристиках наблюдается что-то в диапазоне 32-45 градусов — в зависимости от конкретного применения. Иногда слишком плоский угол штриховки может вызвать вибрацию колец при прохождении над ним, что приведет к потере кольцевого уплотнения. Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к выравниванию колец и проблемам с расходом масла. Одна из самых распространенных проблем, о которой мы сегодня слышим, — это то, что производители колец называют наложением перекрестной штриховки.
Накладывание перекрестной штриховки происходит, когда угол перекрестной штриховки значительно изменяется от верха к низу цилиндра. Эти углы должны быть одинаковыми сверху вниз в отверстии цилиндра. Как правило, неравные углы создаются оператором станка из-за несоответствия скорости хода. Наложение перекрестной штриховки также может быть результатом слишком длительного пребывания (без движения вверх или вниз), когда вы пытаетесь сделать отверстие круглым, а затем не возвращаться назад по области, чтобы удалить круглые разрезы, созданные жилищем.Визуально кажется, что цилиндр имеет углы, идущие во всех направлениях, многие из которых образуют круг. Вы также увидите узор, сложенный поверх узора, и этот узор выглядит нечетким — почти так, как будто он не в фокусе. Такой тип рисунка почти всегда приводит к тому, что двигатель горит синим дымом, поскольку кольца не могут должным образом удалить излишки масла со стенок цилиндра.
Sunnen CV-616 автоматическая цилиндрическая хонинговальная головка. | В периоды максимального вакуума в двигателе такой набор элементов может также способствовать чрезмерному перемещению масла по стенке цилиндра.Недавно у нас был такой пример с двигателем, который в конечном итоге был доставлен нам. У владельца двигателя была именно эта проблема с непоследовательной штриховкой, и независимо от того, какой тип кольца или натяжение масляного кольца он использовал, проблема не могла быть решена. В то время, когда блок был первоначально обработан, он хонинговался на старом ручном хонинговальном станке с гидроусилителем. После разборки он прислал мне фотографии цилиндров, и мы все согласились, что у нас есть образец цилиндра, точно такой, как описано выше.Затем он заново заточил отверстия на своем недавно приобретенном автоматическом хонинговальном станке Sunnen и снова собрал их с такими же кольцами — поскольку он заявил, что они выглядят великолепно и не видит в них ничего плохого. После повторной сборки проблема исчезла; двигатель был сух, как кость, и немного прибавил в мощности. Дело в том, что правильная отделка цилиндра может сделать или сломать проект двигателя. |
Крупный план хонинговальной головки Sunnen с филаментными камнями финальной стадии. |
Правильная обработка плато также имеет решающее значение. Помните, что кольца уплотняют масло, удерживаемое стенкой цилиндра. Какая поверхность уплотнения и удержание масла у штифта? Немного. Плато обеспечивает надлежащую опорную поверхность для уплотнения кольца. Думайте об этом как о подшипнике на коленчатом валу — достаточная подача масла позволяет подшипнику не касаться поверхности кривошипа и позволяет ему правильно выполнять свою работу. Если масла недостаточно, произойдет контакт металла с металлом, и мы знаем, чем это закончится.Неправильная смазка колец приводит к преждевременному износу колец и отверстий и ухудшает уплотнение колец.
Кольца по своей природе плато за цилиндр при нормальной работе — мы часто называем это «посадкой» колец. Обработка плато происходит после того, как кольца стирают все острые части и заусенцы на поверхности отверстия, оставляя небольшие плоские участки (плато) между более глубокими надрезами. В обычном блоке для легковых автомобилей с ремнями безопасности по Бриннелю 160-170 посадка происходит довольно быстро, сама по себе и предоставляет машинисту довольно широкий выбор вариантов отделки, которые можно разрезать на стенке цилиндра.Современный гоночный блок или втулка может иметь твердость от 210 до более 300 по Бриннелю, и хотя кольцо в конечном итоге изнашивает эту поверхность до плато, это может занять тысячи километров или сотни часов, и никто не хочет ждать. что. Этот длительный период обкатки приводит к чрезмерному прорыву газа и другим проблемам с контролем масла.
Рис. 1 — схема чистовой обработки после расточки в увеличенном масштабе. Рис. 2 — увеличенная диаграмма после первого этапа хонингования, показывающая создание впадин для удержания масла. Рис. 3 — увеличенная диаграмма после финальной стадии хонингования, показывающая правильную чистоту плато | Идеальная отделка стенки цилиндра состоит из рисунка царапин на поверхности отверстия. Под увеличением эти царапины образуют серию пиков и впадин. Поршневые кольца движутся вверх и вниз по выступам, а впадины действуют как масляные резервуары для смазки цилиндра. Традиционные методы хонингования имеют тенденцию к образованию острых или складчатых выступов (см. Рис. 1 и 2), что не идеально.В процессе «приработки» эти пики изнашиваются или отламываются и действуют как абразивные вещества в моторном масле, способствуя преждевременному износу цилиндров. Кроме того, точность зазора между поршневым кольцом и отверстием меняется, поскольку кольцо больше не соприкасается с вершиной пика. Сложенный материал также имеет тенденцию собираться в впадинах, ограничивая доступное пространство для сбора масла и, следовательно, препятствуя смазке колец. |
При плоском хонинговании достигается другая поверхность.Вершины, образовавшиеся во время первоначального хонингования, сглаживаются и не имеют острых точек и складок, что исключает поломку (см. Рис. 3) и способствует максимальному уплотнению кольца. Это создает чистые желоба для оптимальной смазки. | |
Еще одна вещь, на которую следует обратить внимание, — это цвет цилиндра — он должен быть ярким и блестящим, никогда не быть темным или тусклым, т. Е. Полированным. Цилиндры, которые были отполированы в процессе хонингования, дают очень непостоянные результаты уплотнения.Полировка оставляет очень рваный и складчатый вид. Микроскопические выступы на стенке цилиндра были скручены, а не срезаны, и создают всевозможные проблемы с уплотнением колец, включая длительное время посадки (если оно вообще возникает), потерю контроля над маслом и чрезмерный прорыв.
Поверхность следует измерять с помощью измерителя шероховатости поверхности, называемого профилометром. Этот инструмент, на мой взгляд, является важным инструментом, и ни один моторный цех не должен обходиться без него. Никто не стал бы шлифовать коленчатый вал без подходящего микрометра для измерения шейки, не так ли? Без надлежащих инструментов проверки мы просто догадываемся, и эти предположения обычно далеки от фактической текстуры поверхности.Консистенция может быть серьезной проблемой для сегодняшних очень твердых блоков и гильз, когда используются ручные хонинговальные станки старого типа.
| Конечная цель — добиться правильного рисунка и угла штриховки, а также желаемой поверхности плато, подходящей для каждого отдельного двигателя для оптимальной производительности. Это можно сделать только с помощью подходящих инструментов и подходящего измерительного оборудования. | Увеличенное изображение фактической шлифовки с хорошей штриховкой и плато. |
Galloway Engines выражает признательность и благодарность за использование информации в их статье «Finishing Touch».
Что происходит
СТРАХОВАЯ СИЛА ШЕННОНА PALOOZA
Часто задаваемые вопросы
Как узнать, нуждается ли мой двигатель в ремонте?
Контрольные признаки того, что ваш двигатель требует внимания, — это то, что он потерял производительность или эффективность, он сильно дымит или издает необычный шум.Однако автомобилю не обязательно иметь эти симптомы, чтобы получить выгоду от модернизированного двигателя. Полный и комплексный ремонт вашего двигателя увеличит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Вы снимаете и устанавливаете двигатели?
Galloway Engines — это мастерская точной обработки, которая занимается обработкой и ремонтом двигателей. Это гарантирует, что мы являемся специалистами в своей области и выполняем только качественную работу высочайшего стандарта. Мы можем организовать демонтаж и установку двигателя или обратиться за этой услугой в ваш регулярный сервисный центр.
Могу ли я поставлять запасные части самостоятельно?
Да. Вы можете предоставить свои собственные новые детали, если вы предпочитаете конкретную торговую марку. Тем не менее, наши цены на запчасти очень конкурентоспособны, а наши высокие стандарты гарантируют, что только качественные запчасти подходят для любой работы. У нас есть связи со многими австралийскими и международными компаниями, что позволяет нам иметь доступ к источникам запчастей по всему миру.
Предоставляете ли вы гарантию?
На любой продукт с хорошей репутацией предоставляется гарантия, подтверждающая его качество.Galloway Engines не исключение. Мы даем полную гарантию на все наши работы. Свяжитесь с нами для получения дополнительной информации об условиях нашей гарантии.
Почему я должен использовать двигатели Galloway?
Galloway Engines поставляет качественные двигатели, которые полностью отремонтированы в соответствии с оригинальными спецификациями производителей и соответствуют австралийским стандартам AS4182 для бензиновых двигателей и AS4427 для дизельных двигателей. Наше современное оборудование обеспечивает качественную и точную работу, а наша команда специализированных технических специалистов уделяет большое внимание деталям.Это гарантирует, что вы получите лучшую работу.
Можете ли вы отремонтировать любой двигатель?
Да. Будь то двигатель Caterpillar от гигантской землеройной машины или небольшой трехцилиндровый двигатель Suzuki, у нас есть оборудование, способное удовлетворить ваши потребности. Свяжитесь с нами, чтобы узнать, как мы можем удовлетворить ваши требования.
Вы предлагаете двигатели, подходящие для сжиженного нефтяного газа?
Поскольку LPG имеет свойства, отличные от неэтилированного топлива, двигатель может испытывать проблемы при переводе на LPG.Мы можем предложить варианты, которые могут повысить производительность и надежность двигателя, работающего на сжиженном нефтяном газе. Компания Galloway Engine Reconditioning также предлагает ряд сменных головок, модифицированных для работы на сжиженном нефтяном газе.
У вас есть EFTPOS?
У нас есть все возможности EFTPOS, и мы можем принимать платежи с помощью кредитной или дебетовой карты.
Как гибкое хонингование подготавливает блоки двигателя для гильз цилиндров
Инструменты Flex-Hone® для цилиндров двигателя не только придают поверхности маслоудерживающую способность.Они удаляют порезанный, рваный и согнутый металл, который может мешать правильной посадке и уплотнению поршневого кольца. Однако некоторые автомобильные механики могут не осознавать, что шаровые шлифовки также могут помочь подготовить цилиндры двигателя для новых гильз цилиндров. Сглаживая острые металлические кромки на стенках цилиндров, гибкое хонингование удаляет заусенцы, которые могут отламываться и мешать правильной установке гильзы цилиндра.
Профессиональные сборщики двигателей и автомастерские понимают важность гибкого хонингования и перед установкой гильз цилиндров в блоки цилиндров используют шаровые хонинговальные головки производства Brush Research Manufacturing (BRM).В онлайн-статье Hot Rod Network автор Стив Магнанте описывает, как в одном магазине в Ладлоу, штат Массачусетс, использовались инструменты Flex-Hone® для удаления заусенцев и отделки стенок цилиндров в высокопроизводительном блоке цилиндров двигателя Ford Mustang.
Мустанг Блоки двигателяКак объясняет Стив Маньянте, алюминиевый блок цилиндров, который дебютировал с Shelby GT Mustang 2011 года, был «уникальным в истории модельных двигателей». Ford и раньше использовал алюминиевые силовые установки с Mustang, но большой блок для этой Shelby Cobra имел стенки цилиндров со специальным покрытием поверхности.Технология плазменной проволочной дуги (PTWA), разработанная Flame Spray Industries, обрабатывает алюминиевые цилиндры сверхтонким и легким покрытием, которое соответствует эксплуатационным характеристикам более тяжелых гильз цилиндров из чугуна.
Конструктивное решениеFord уменьшило общий вес Mustang, а опасения по поводу долговечности покрытия плазменного цилиндра не помешали автопроизводителю использовать PTWA в двигателях после 2011 года. Тем не менее, некоторые владельцы Mustang настроены скептически. Поэтому, когда владелец Shelby Mustang 2011 года в Коннектикуте решил, что он хочет установить стальные гильзы цилиндров, он принес свой автомобиль в автомастерскую в Массачусетсе.Там специалисты по двигателям также определили, что отверстия цилиндров были некруглыми.
Шаровидные насадки цилиндров двигателя ИнструментыFlex-Hone® не предназначены для работы с некруглыми цилиндрами. Шаровидные хомуты BRM также не предназначены для удаления тяжелых материалов. Для изношенных, поврежденных или конических цилиндров гильзы цилиндров или гильзы являются экономичной альтернативой замене всего блока цилиндров. Мы не уверены, как механический цех в Массачусетсе удалил плазменное покрытие, но Стив Маннанте из Hot Rod Network пишет, что производитель двигателей «слегка отточил цилиндры, чтобы показать, насколько хрупким является заводское покрытие PTWA».
Читатели точно знают, что механический цех в Массачусетсе использовал технологию Flex-Hone® для удаления «кусочков рыхлого материала и острых краев (которые) могут сломаться и препятствовать свободному прохождению вкладышей втулки во время установки». Учитывая исходный материал блока цилиндров, мы также можем предположить, что использовался шаровой хон BRM с абразивом из оксида алюминия (АО). Инструменты AO Flex-Hone® идеально подходят для обработки более мягких металлов, они бывают разного диаметра и зернистости.
Пример использования производителя автомобильных двигателей Шариковые шлифовальные станкиBRM уже давно являются фаворитом ремонтников двигателей.В качестве еще одного интересного примера для автомобильной промышленности узнайте, как предприятие по восстановлению двигателей для легковых и грузовых автомобилей в Нью-Джерси использовало технологию Flex-Hone® для улучшения качества поверхности гильз цилиндров в восстановленных двигателях.