


Хонинговка циллиндров двигателя. Стоит делать или нет? | SUPROTEC
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели.
 Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать. - На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Признак | Проблема | Решение |
Повышенный расход масла | Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар | 1. 2. Если триботехнический состав не помог, в запущенных случаях – расточить и хонинговать блок цилиндра. |
Сизый цвет выхлопа | Относительно большое количество масла сгорает вместе с топливом, значительный угар | 1. Залить в масло триботехнический состав «Супротек Актив Плюс». 2. Если состав не решил проблему, хонинговать цилиндры. 3. В тяжелых случаях – расточить и хонинговать блок цилиндров. |
Нестабильная работа двигателя на ХХ | Неплотное сопряжение пары поршень-гильза. | 1. Использовать трибосостав Active Plus от компании Suprotec. 2. Если первый пункт не помог – хонингование цилиндра. 3. При большой выработке, глубоких задирах – расточка и хонингование БЦ. |
Снижение мощности мотора | Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы | 1. 2. Если трибосостав не справился, провести хонинговку цилиндров блока. 3. В запущенных случаях – расточить и хонинговать цилиндры. |
Повышенный расход горючего | Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности | 1. Использовать триботехническое средство «Супротек Актив Плюс». 2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока. 3. В запущенных случаях применить расточку и хонингование БЦ. |
 Добавить в масло средство Active Plus от компании Suprotec.
Добавить в масло средство Active Plus от компании Suprotec. Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».
Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Для чего нужен хон на двигателе цилиндре двигателя
Что называется хонингованием цилиндров мотора, важность и необходимость проведения этих работ.

Конструктивно, можно провести ремонт двигателя несколько раз.
Проще говоря, когда наступает время капремонта, блок цилиндров растачивается под поршни с кольцами большего диаметра в сравнении с изначальным и так до последнего ремонта.
Дальше или меняется целиком блок или гильзуется старый.
Собственно, по определению, хонингованием цилиндров мотора принято называть окончательную обработку поверхности стенок цилиндра, с использованием специального инструмента (хона) в качестве финишной операции, выполняемой при капремонте мотора.
Чем же обусловлена необходимость и важность хонингования?
Дело в том, что хонингованием существенно уменьшает шероховатость стенок каждого цилиндра в блоке, с целью более эффективного улучшения приработки колец с поршнями.
Более того, в результате таких работ значительно увеличивается эксплуатационный период отремонтированного мотора.
Полезно знать, что двигатель в процессе эксплуатации утрачивает свою первоначальную конфигурацию, и в больше мере это касается цилиндров мотора.
Примечательно, что если изначально они обладают круглой формой, то по истечении определённого времени их форма становится овальной (с эффектом конусности, в том числе).
Кроме того, интенсивная безостановочная работа приводит к образованию царапин и задиров по стенкам цилиндров.
Совокупность всех этих факторов приводит к необходимости выполнения капремонта двигателя.
Примечательно, что цилиндры специалистами при капремонте растачиваются соответственно первому ремонтному размеру.
Также для сохранения правильной формы цилиндров с одновременным достижением минимальной шероховатости и применяется хонингование.
Вообще, хонинговка цилиндров является завершающим обрабатывающим этапом при капремонте мотора.
Стоит отметить, что использование плосковершинного хонингования отличается массой неоспоримых достоинств.
Хотя основная функция хонингования состоит в окончательной обработке цилиндров мотора для последующей эффективной эксплуатации.
Поскольку в итоге хониговки, поршневые кольца цилиндрами мотора прирабатываются быстрее, то и детали мотора изнашиваются меньше, благодаря чему увеличивается эксплуатационный период двигателя.
Ко всему этому хонингованием достигается увеличение компрессии в цилиндрах и продление времени до последующего капремонта мотора.
Источник
Хон или зеркало?
Я если честно не понимаю откуда пошли эти разговоры о том, что зеркало лучше хона, видимо всё от незнания. Потому что эти понятия чуть ли не синонимы. Зеркалом цилиндра называют его рабочую поверхность окончательно обработанную и отшлифованную. А само слово хон всего лишь упрощённое название процесса обработки цилиндров.
Вообще хонингование -это один из видов абразивной обработки металлов в цилиндрических отверстиях.Этот вид обработки является чистовым для того, чтобы добиться наилучшей геометрии цилиндра, а хонинговальная сетка является, следствием этого метода шлифовки.То есть на заводе при изготовлении блока цилиндров никто специально не делает этот самый хон это всего лишь следствие процесса обработки. По характеру сетки можно сказать насколько хорошо и точно был обработан цилиндр.
По характеру сетки можно сказать насколько хорошо и точно был обработан цилиндр.
Но хоть хон и не сделан специально, эта сетка играет очень важную роль в работе двигателя. Когда поршень идёт вверх он оставляет масло на стенках цилиндра для смазки и охлаждения, да да цилиндр охлаждается не только водяной рубашкой в блоке, но и непосредственно маслом, которое разбрызгивается во время работы коленвала и шатунов. А когда поршень идёт вниз, то маслосъёмное кольцо счищает масло скопившееся на стенках цилиндра. И небольшая доля масла оставшаяся в сетке нужна для смазки колец.
Хонинговальная сетка призвана не только как можно дольше удержать это масло на стенках цилиндра, но и для более лучшего контакта поршневых колец и стенок цилиндра. Перекрёстно нанесённая сетка создаёт хорошее уплотнение защищающее от прорыва газов в камеру сгорания, а также препятствующая от попадания излишков масла в камеру. Но также стоит упомянуть ,что если этой сетки не будет, то масло не будет держаться на стенках, что приведёт к повышенному износу колец, за счёт повышенного трения и возрастания температуры в цилиндре.
Отсюда вытекает следующее, начнут появляться задиры на стенках цилиндра поперёк оси вращения коленвала. Кольца из-за задиров начнут изнашиваться еще сильнее, в цилиндрах ускорится образование элипса.
Источник
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Видео о том, что такое хонингование
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Обработка хоном зернистостью 150.
Обработка хоном зернистостью 300-500.

Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Источник
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Ее производят с целью уменьшения шероховатости стенок цилиндров, и для того чтобы улучшить приработку поршневых колец и самим поршней. Хонингование может увеличить срок службы отремонтированного двигателя.
Ее производят с целью уменьшения шероховатости стенок цилиндров, и для того чтобы улучшить приработку поршневых колец и самим поршней. Хонингование может увеличить срок службы отремонтированного двигателя.
Для чего нужно хонингование двигателя?
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. вк.ком/autobap Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Еще одна особенность хонингования двигателя — это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Как происходит процесс хонингования двигателя?
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
Понравилась статья?Ставь лайк и подписывайся на канал !Так ты будешь получать больше интересной и полезной информации.
Источник
|
Код товара: 283363 Хон для цилиндров 19-63.5мм с тремя камнями KING TOOLАртикул: KA-4279 Производитель KING TOOL KA-4279 |
МКАД 2 шт. ОСТШ 0 шт. ЛЕСК 0 шт. Интернет 2 шт. |
В наличии |
||
|
Код товара: 395128 Хон для цилиндров 19-64мм с тремя камнями 28.5x5x3ммАртикул: JTC-1422 Производитель JTC 1422 |
МКАД 4 шт. ОСТШ 0 шт. ЛЕСК 1 шт. Интернет 4 шт. |
880 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 295558 Хон для цилиндров 50-180мм АВТОДЕЛОАртикул: 40056 Производитель АВТОДЕЛО 40056 |
МКАД 2 шт. ОСТШ 1 шт. ЛЕСК 1 шт. Интернет 2 шт. |
1 450 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 395130 Хон для цилиндров 51-178мм с тремя камнями 100x10x8ммАртикул: JTC-1423 Производитель JTC 1423 |
МКАД 2 шт. ОСТШ 1 шт. ЛЕСК 2 шт. Интернет 2 шт. |
2 830 ₽
В наличии |
||
|
Код товара: 479363 Хон для цилиндров 51-178мм с тремя камнями, длина камней 101.6мм ЭВРИКААртикул: ER-86066 Производитель ЭВРИКА ER-86066 |
МКАД 5 шт. ОСТШ 2 шт. ЛЕСК 0 шт. Интернет 5 шт. |
1 325 ₽ Товар в Корзине
В наличии |
||
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>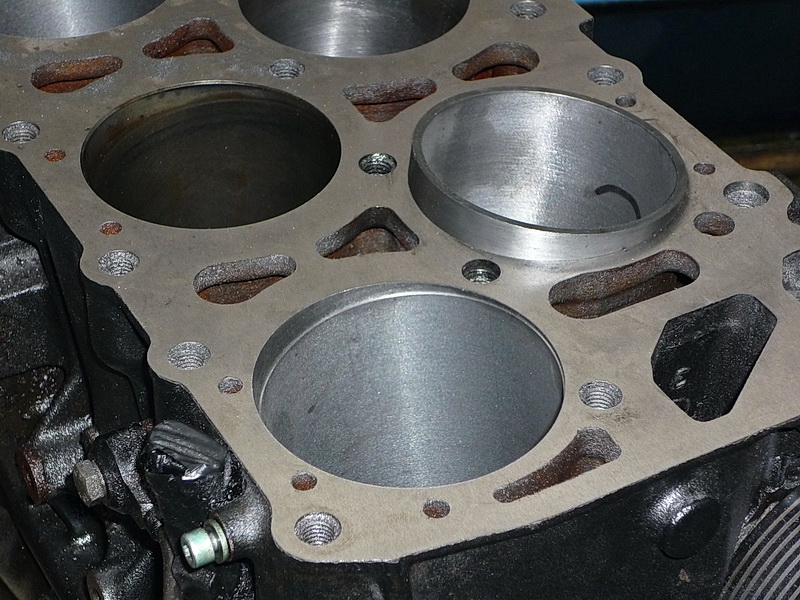 org/Product»>
org/Product»> org/Product»>
org/Product»>что это такое, для чего нужна хонинговка и расточка (видео). Хон или зеркало? Как сделать хонинговку своими руками? Инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонинговка хонингование блока цилиндров — abmotors.by
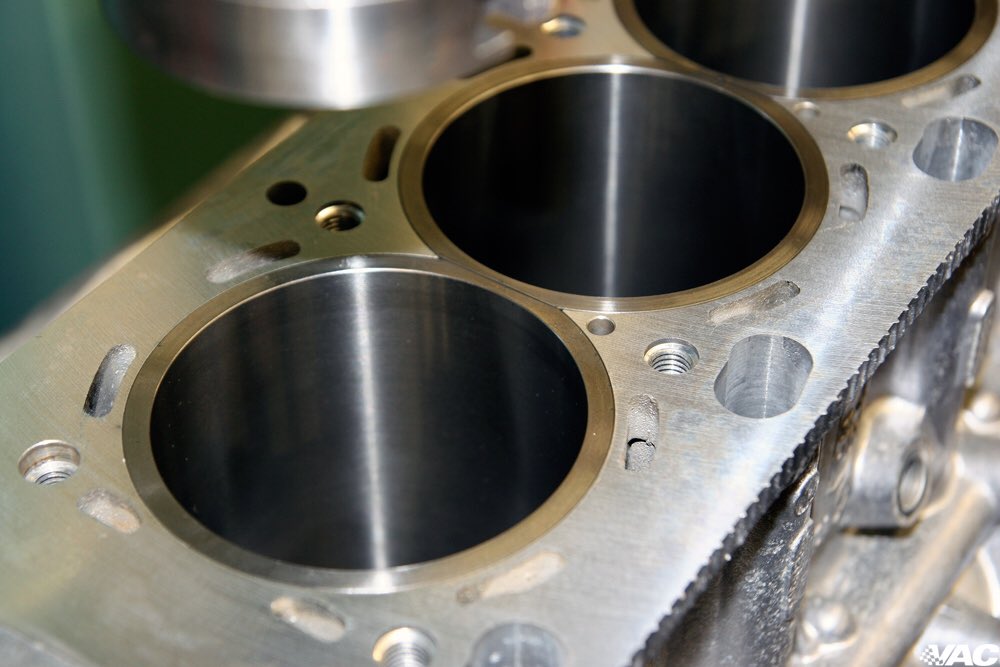
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра, после расточки цилиндра, осуществляется методом хонингования на оборудовании фирмы Rottler модель HP6A производства США. Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке. При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Основные понятия:
Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Правильная обработка цилиндров обеспечивает:
- Низкий расход масла
- Высокую компрессию в цилиндрах, небольшие утечки поршневых газов через поршневые кольца.
- Больший ресурс деталей Цилиндро-Поршневой Группы (ЦПГ), в том числе и самих цилиндров.
- Длительную работоспособность колец и цилиндров, за счет отсутствия задиров на стенках цилиндров, при постоянных и длительных нагрузках.
- Малое время приработки деталей ЦПГ.
- Низкий коэффициент трения скольжения колец при движении в цилиндре.
Что позволяет сделать хонингование?
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Весь смысл хонингования, хонинговки цилиндров сводится к одной простой цели – получить качественную поверхность цилиндра, с одной стороны, т.е. сделать её как можно более гладкой, а с другой – максимально шероховатой, чтобы впадины заполнялись возможно большим количеством масла. Улучшение смазки снижает интенсивность износа поршневых колец и цилиндров в паре трения поршневое кольцо – гильза цилиндра.
Нарушения геометрии цилиндров БЦ:
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм!!!
Шероховатость поверхности гильзы после хонингования соответствует строго виду топлива:
для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Вскрытие графитовых зерен гильзы цилиндра, путем кранцевания:
При хонинговании чугунных цилиндров необходимо также обеспечивать вскрытие графитовых зерен, на поверхности гильзы цилиндра.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что также соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог:
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Размер цилиндра (по осям X-Y)- отклонение от заданного диаметра не более +0,005мм;
Геометрию цилиндра — взаимное отклонение по осям не более +0,005мм;
Шероховатость поверхности;
Угол хонинговальной сетки;
Наш опыт и оборудование позволяют нам растачивать (расточка) , гильзовать (гильзовка) и хонинговать (хон) блоки цилиндров таких производителей как Subaru (Субару), Porsche (Порше), BMW (БМВ), Audi (Ауди), Volkswagen (Фольксваген), Mercedes (Мерседес), Lexus (Лексус), Toyota (Тойота) и даже Bentley (Бентли)!!!
К примеру в нашей мастерской были выполнены работы по гильзовке , расточке, хонинговке VV12 цилиндрового мотора от Bentley Continental:
Услуги
Мы предоставляем следующие услуги:
1. БЛОК ЦИЛИНДРОВ (БЦ)
Мойка БЦ
Хонингование цилиндров (включая «плато» — хонингование)
Расточка цилиндров с хонингованием (включая «плато» — хонингование)
ГИЛЬЗОВКА (Установка «сухой» гильзы с хонингованием, включая «плато» — хонингование)
Ремонт постелей в БЦ
Замена втулки
Обработка плоскости разъема блока
Восстановление хон.риски
Съем форсунки
2. ГОЛОВКА БЛОКА ЦИЛИНДРОВ (ГБЦ)
Мойка Головки Блока Цилиндров (ГБЦ)
Разборка от коллектора
Разборка от осей и коромысел или от РВ
Разборка головки блока
Сборка головки блока
Обработка плоскости Головки Блока Цилиндров (ГБЦ)
Обработка плоскости коллекторов
Замена седла клапана ( без изготовления)
Изготовление седла клапана
Правка седла клапана
Расточка в чугунных головках под направляющие втулки
Замена направляющей втулки клапана с правкой седла (без изготовления)
Изготовление втулки напр.клапана
Притирка клапана
Ремонт направляющей втулки клапана
Замена маслосъемного колпачка
Шлифовка клапана
Снятие нагара с клапана
Ремонт постели Головки Блока Цилиндров (ГБЦ)
Замена форкамеры
Регулировка зазоров в КМ
Ремонт свечного отверстия на а/м
Ремонт направляющей втулки клапана в Головке Блока Цилиндров (ГБЦ)
3. КОЛЕНЧАТЫЙ ВАЛ
Мойка коленчатого вала
Шлифовка к/в
Полировка к/в
Восстановление хвостовика и шпоночного паза
Восстановление внутренней резьбы хвостовика
4. ШАТУН
Мойка шатунов
Проверка геометрии Нижней Головки Шатуна (НГШ)
Ремонт Нижней Головки Шатуна (НГШ)
Ремонт Верхней Головки Шатуна (ВГШ)
Перепрессовка поршня (горячепрессовая посадка):
Перепрессовка поршня (плавающий палец):
Подгонка по весу (шатун / поршень)
Заказ запчастей
Наша фирма проводит консультации по широкому кругу вопросов, включающий в себя ремонт двигателей, хонингование, расточка, тюнинг, итд…
Amazon.com: HON Cylinder Table Base, Harvest: Furniture & Decor
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
| Марка | HON |
| Материал рамы | Древесина |
| Форма | Круглый |
| Вес предмета | 37 фунтов |
| Требуется сборка | Нет |
- Круглая столешница из ламината для конференций и 18-дюймовое цилиндрическое основание дополняют декор из дерева или шпона.
- Идеально подходит для открытых офисов, учебных площадок и столовых
- Стол на четыре места
CAST-I-CYLINDER Ø 47 штифт Ø 10 HON-KYM-PEUG.- Dettaglio Prodotto
Malossistore.eu sirve muchos países y en cada país tiene conditiones especiales y promociones.
Si desea cambiar tu país, por Favor selecciona uno del cuadro de selección de abajo y confirmma tu selección.
Ваша текущая настроенная страна:
Selecciona PaísAFGHANISTANÅLAND ISLANDSALBANIAALGERIAAMERICAN SAMOAANDORRAANGOLAANGUILLAANTARCTICAANTIGUA И BARBUDAARGENTINAARMENIAARUBAAZERBAIJANBAHAMASBAHRAINBANGLADESHBARBADOSBELARUSBELGIUMBELIZEBENINBERMUDABHUTANBOLIVIA, Многонациональном СОСТОЯНИЕ OFBOSNIA И HERZEGOVINABOTSWANABOUVET ISLANDBRAZILBRITISH ИНДИЙСКИЙ ОКЕАН TERRITORYBRUNEI DARUSSALAMBULGARIABURKINA FASOBURUNDICAMBODIACAMEROONCANADACAPE VERDECAYMAN ISLANDSCENTRAL АФРИКАНСКИЕ REPUBLICCHADCHILECHRISTMAS ISLANDCOCOS (Keeling) ISLANDSCOLOMBIACOMOROSCONGOCONGO, ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА THECOOK ISLANDSCOSTA RICACÔTE D’IVOIRECROATIACUBACYPRUSCZECH REPUBLICDENMARKDJIBOUTIDOMINICADOMINICAN REPUBLICECUADOREGYPTEL SALVADOREQUATORIAL GUINEAERITREAESTONIAETHIOPIAFALKLAND (Мальвинские) острова ФАРЕРСКИЕ ISLANDSFIJIFINLANDFRANCEFRENCH GUIANAFRENCH ПОЛИНЕЗИЯФРАНЦУЗСКИЕ ЮЖНЫЕ ТЕРРИТОРИИ ГАБОНГАМБИАГЕОРГИАГАНАГИБРАЛТАРГРЕЕЦЕГРЕНЛАНДГРЕНАДАГУАДЕЛОУПЕГУАМГУАТЕМАЛАГУЕРНСЕЙГИНЕГВИНЕА-БИССАУГЯНАХАЙТИ ИСАНДАЛИН ВАТИ ГОРОД ШТАТ) HONDURASHUNGARYICELANDINDIAINDONESIAIRAN, Исламская Республика OFIRAQISLE О MANISRAELJAMAICAJAPANJERSEYJORDANKAZAKHSTANKENYAKIRIBATIKOREA ДЕМОКРАТИЧЕСКАЯ НАРОДНАЯ РЕСПУБЛИКА OFKOREA, РЕСПУБЛИКА OFKUWAITKYRGYZSTANLAO НАРОДНАЯ ДЕМОКРАТИЧЕСКАЯ REPUBLICLATVIALEBANONLESOTHOLIBERIALIBYAN АРАБСКИЕ JAMAHIRIYALIECHTENSTEINLITHUANIALUXEMBURGMACEDONIA, бывшая югославская Республика OFMADAGASCARMALAWIMALAYSIAMALDIVESMALIMALTAMARSHALL ISLANDSMARTINIQUEMAURITANIAMAURITIUSMAYOTTEMEXICOMICRONESIA, Федеративные Штаты OFMOLDOVA, РЕСПУБЛИКА OFMONACOMONGOLIAMONTENEGROMONTSERRATMOROCCOMOZAMBIQUEMYANMARNAMIBIANAURUNEPALNETHERLANDSNETHERLANDS ANTILLESNEW CALEDONIANICARAGUANIGERNIGERIANIUENORFOLK ISLANDNORTHERN MARIANA ISLANDSNORWAYOMANPAKISTANPALAUPALESTINIAN ТЕРРИТОРИЯ, OCCUPIEDPANAMAPAPUA NEW GUINEAPARAGUAYPERUPHILIPPINESPITCAIRNPOLANDPORTUGALPUERTO RICOQATARREUNIONROMANIARUSSIAN FEDERATIONRWANDASAINT BARTHÉLEMYSAINT HELENASAINT KITTS И NEVISSAINT LUCIASAINT MARTINSAINT PIERRE, MIQUELONSAINT VINCENT AND THE GRENADI NESSAMOASAO ТОМ И PRINCIPESAUDI ARABIASENEGALSERBIASEYCHELLESSIERRA LEONESINGAPORESLOVAKIASLOVENIASOLOMON ISLANDSSOMALIASOUTH AFRICASOUTH ГРУЗИЯ И Южные Сандвичевы ISLANDSSRI LANKASUDANSURINAMESVALBARD И ЯН MAYENSWAZILANDSWEDENSWITZERLANDSYRIAN АРАБ REPUBLICTAJIKISTANTANZANIA, Объединенная Республика OFTHAILANDTIMOR-LESTETOGOTOKELAUTONGATRINIDAD И TOBAGOTUNISIATURKEYTURKMENISTANTURKS И КАЙКОС ISLANDSTUVALUUGANDAUKRAINEUNITED АРАБ EMIRATESUNITED STATESUNITED Внешних малые острова ISLANDSURUGUAYUZBEKISTANVANUATUVENEZUELAVIET NAMVIRGIN, BRITISHVIRGIN ОСТРОВ, У.С.УАЛЛИС И ФУТУНАВЕСТЕРН САХАРАЙМЕНЗАМБИАЗИМБАБВЕ
Подтверждать
Ball Hone — Как получить идеальную отделку для уплотнения поршневого кольца
Шаровая шлифовальная головка — как получить идеальную поверхность для уплотнения поршневого кольца Шаровая шлифовальная головка самоцентрируется, выравнивается по отверстию и самокомпенсируется при износе. Шаровидные шлифовальные станки обеспечивают отличную обработку поверхности и сделают вашу следующую замену колец успешной!Инструмент для шлифования шариков отлично подходит, если вы пытаетесь только освежить цилиндр перед повторным кольцеванием, потому что это не инструмент для удаления материала.
Задача шлифования шара заключается в создании равномерной поперечной штриховки на поверхности отверстия, чтобы масло могло за что цепляться. Без перекрестной штриховки масло будет просто стекать, не выполняя свою работу. Итак, в вашем двигателе поршни движутся вверх и вниз, обеспечивая плотное уплотнение через поршневые кольца. Со временем постоянное трение колец о стенку цилиндра может отполировать его до очень гладкой поверхности.
Это создает проблемы двумя способами- Во-первых, смазочное масло в двигателе не будет должным образом прилипать к зеркальной гладкой поверхности, и увеличивается трение.
- Во-вторых, при разрыве вновь установленных поршневых колец должен возникнуть незначительный износ между кольцами и стенкой цилиндра, чтобы кольца были правильно установлены и обеспечивались газонепроницаемое уплотнение.
Шаровая шлифовальная машинка какого диаметра мне следует использовать Шаровидные насадкиЕсли стенки цилиндра слишком гладкие, такого износа не произойдет, и кольца будут «скользить» по полированной поверхности.
имеют увеличенный размер, поэтому вам нужно выбирать размер в зависимости от размера вашего цилиндра.Если ваш баллон нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, который был обработан на 3-3 / 8 дюйма, выберите 3-1 / 2 дюйма хонингование. «Гибкость», встроенная в шаровой шарнир, адаптируется к разнице в размерах. Степень превышения размера создает давление и мягкое резание на стенках цилиндра.
Какой шлифовальный шарик мне следует использовать? Дисплей размера шлифовального шарика двигателяЧем выше число, тем мельче зернистость. Чаще всего используется крупа для двигателестроения — от 120 до 400.Отточенная выдержка — одна из тех тем, которые будут сильно отличаться от многих дизайнеров колец. Для основной работы по замене колец просто используйте зерно, рекомендованное производителем колец, которое вы используете. Они предложат подходящую зернистость для используемого вами типа кольца. (Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
Рекомендуемые шаги для заточки цилиндров для новых колецЕсть несколько этапов восстановления цилиндров перед установкой новых колец. Во-первых, конечно, снять все подшипники, оставив голый блок.Металл, полученный в процессе хонингования или удаления глазури, может быть везде. Обратите внимание на , что худшее в хонинговании — это очистка блока. Вы никогда не сможете тратить много времени на уборку своего блока.
С оголенным двигателем и развернутым цилиндром с выступом (при необходимости) поместите шаровую головку в ручную дрель или сверлильный станок. Смажьте цилиндр маслом 10-30 мас.% Или маслом для шлифовки шариков (рекомендуется). Распределите смазку по отверстию кистью или пальцами. Убедитесь, что цилиндр полностью закрыт.
Хонингование шара цилиндраПри первом использовании нового хонинговального шарнира несколько раз полностью смажьте его стенки и стенки отверстия, так как шаровой шлифовальный круг сам поглотит часть масла. В будущем для хонингования цилиндров не потребуется столько масла, сколько было в первом случае с новым шаровым шлифовальным кругом. Вставьте смазанный шаровой наконечник, медленно вращая сверло и вставляя его в отверстие. Когда шаровой наконечник находится в смазанном отверстии, запустите сверло со скоростью 600-800 об / мин, энергично двигая его вверх и вниз, сделав 40-60 ходов.
Как энергично движениеВ основном так быстро, как вы можете двигать руками. Вам нужна штриховка под углом 45 градусов в канале ствола. Если вы не добиваетесь хорошей штриховки, вам нужно будет снизить скорость сверления, чтобы получить ДОЛЖЕН ИМЕТЬ штриховку под 45 градусов. Сделайте 40-60 оборотов сверла и протрите отверстие чистой тканью. Осмотрите канал ствола.
Если виден тускло-серый цвет (он будет выделяться на только что отшлифованной поверхности), продолжайте, пока отверстие не будет полностью восстановлено.Во время хонингования продолжайте впрыскивать масло в отверстие в качестве среды для смывания материала цилиндра. Как только отверстие не видно тускло-серого цвета СТОП хонингование.
Достижение правильного образца штриховки цилиндра Поперечный угол штриховкиЕще одна непонятная и широко обсуждаемая тема — это вопрос угла поперечной штриховки. Результирующий угол поперечной штриховки, создаваемый шаровой головкой, строго зависит от скорости хода в зависимости от числа оборотов в минуту. Большинство производителей оригинального оборудования и колец заявляют, что угол царапин в схеме штриховки должен составлять примерно 27–45 градусов, а оптимальным является 45 градусов.
Угол штриховки должен быть одинаковым по всем стенкам цилиндра- Если угол штриховки слишком большой, стенки цилиндра не будут удерживать достаточно масла для облегчения процесса посадки колец. Проблема в том, что кольца будут перекачивать масло, а кольца будут вращаться слишком быстро, что приведет к ускоренному износу кольца и кольцевой канавки.
- Слишком малый угол может вызвать эффект дребезга при прохождении кольца над впадиной, не позволяя кольцу снова получить надлежащую смазку, что приводит к чрезмерному износу кольца, чрезмерному разрыву кольца во времени и возможности дымления двигателя без седла кольца.
Чтобы получить желаемую штриховку под 45 градусов, запустите сверло со скоростью 600-800 об / мин и энергично проведите сверлом вверх и вниз в отверстии. Это энергичное движение руки утомляет, но вам нужно всего лишь запустить инструмент в отверстии на 10-15 секунд. Затем осмотрите поверхность цилиндра. Если вы видите тускло-серую поверхность, что указывает на то, что шлифовка шара была неэффективной в этой области, продолжайте работать с шлифовальной головкой до тех пор, пока весь канал не будет выглядеть свежим с поперечной штриховкой.
Самый важный этап после хонингования шара — это очистка всего Очистка блока цилиндров ЗаключениеВоспользуйтесь нейлоновой щеткой для промывки цилиндров или чистой тканью, смоченной теплой мыльной водой, и проведите вверх и вниз по отверстию.Продолжайте этот процесс, промывая отверстие теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
После тщательной чистки возьмите чистую белую ткань без ворса, смоченную в теплой воде, и с силой протрите отверстие цилиндра вверх и вниз. Осмотрите ткань, если вы видите серый цвет на ткани, вам нужно вернуться и снова очистить отверстие. Повторяйте до тех пор, пока на белой ткани не исчезнет серый цвет. После того, как все отверстия будут идеально очищены, смажьте каждый цилиндр маслом, чтобы сохранить его до установки поршня.
Пожалуйста, поделитесь новостями портала DannysEngine
HON Цилиндр из ламината, основание стола, диаметр 18 дюймов x 28 дюймов, красное дерево
Описание продукта
Цилиндрическое основание стола из ламината HON, диаметр 18 дюймов x 28 выс, красное дерево — Совместимые со всеми линиями столов HON, серия конференций Preside представляет собой широкое и универсальное решение для совместных встреч и презентаций. конференц-решение, которое органично сочетается с остальной частью офиса.Preside использует технологию с множеством опций для отображения аудиовизуального оборудования на мобильных тележках или учетных записях, маршрутизации питания и данных на рабочую поверхность и сокрытия кабелей. Таблицы могут быть указаны для размещения всего: от небольших мест общего пользования, таких как кафе, до больших конференц-залов, вмещающих до 20 человек. Председательские столы сочетаются с другими профилями кромок столов HON, цветами ламината и отделкой шпоном. Настольные порты поддерживают различные аудиовизуальные потребности. С Preside легче поддерживать связь между всеми.
- Технологичное решение для удовлетворения любых требований от HON — одного из лидеров офисной мебели Америки
- Устойчивый к царапинам, проливам и пятнам ламинат выдерживает интенсивное использование и специально обработан, чтобы выдерживать кипящие жидкости
- Цвет ламината Красное дерево
- Может использоваться под любой столешницей прямоугольной, овальной или в форме лодки
- Цвета ламината, кромки и краски для всех коллекций столов и рабочих станций HON
- Дорогостоящее решение для организаций, которым требуется максимальная производительность при ограниченном бюджете
- Опции Edge, подходящие практически ко всем настольным решениям HON, для полностью скоординированного рабочего пространства
- Пять популярных верхних форм для совместной работы
- Доступны аксессуары для подключения кабелей электропитания, передачи данных и аудиовизуальных кабелей
- Обеспечивает визуальную непрерывность во всех помещениях для встреч, от частных офисов до больших залов заседаний.
- Тяжелая, устойчивая к короблению древесно-стружечная плита, выдерживающая высокие нагрузки
- Дополнительные проводные, программные и подключаемые электрические компоненты обеспечивают легкий доступ к источнику питания
- Дополнительные основания для укладки кабелей позволяют аккуратно организовать кабели питания, телекоммуникации и VGA
- Дополнительный подиум, презентационный шкаф и гостеприимный столик обеспечивают полное решение для конференц-зала
- 150 фунтов.песка необходимо покупать отдельно и добавлять в основу для устойчивости
- Поддерживается полной пожизненной гарантией HON
BERCO HON 200 Б Цилиндр Хонингование машина
Страна *
— AfghanistanAkrotiriAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAshmore и Картье IslandsAustraliaAustriaAzerbaijanBahamas, TheBahrainBangladeshBarbadosBassas да IndiaBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral Африканских RepublicChadChileChinaChristmas IslandClipperton IslandCocos (Килинг) IslandsColombiaComorosCongo, Демократическая Республика Конго, Республика Острова Кука, Острова Кораллового моря, Коста-Рика, Кот-д’Ивуар, Хорватия, Куба, Кураб, Кипр, Чешская Республика, Дания, Декелия, Джибути, Доминика, Доминиканская Республика, Эквадор, Египет, Эль-Сальвадор, Экваториальная Гвинея, Эритрея, Эстония, Исландия, Эфиопия, Мальдивские острова, Эритрея, Эстония, Исландия, Эфиопия, Мальте ynesiaFrench Южные и Антарктические LandsGabonGambia, TheGaza StripGeorgiaGermanyGhanaGibraltarGlorioso IslandsGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island и McDonald IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyJamaicaJan MayenJapanJerseyJordanJuan де Нова IslandKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNavassa IslandNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParacel IslandsParaguayPeruPhilippinesPitcairn IslandsPolandPortuga lPuerto RicoQatarReunionRomaniaRussiaRwandaSaint HelenaSaint Киттс и NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSpainSpratly IslandsSri LankaSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTromelin IslandTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaVietnamVirgin IslandsWake IslandWallis и FutunaWest BankWestern SaharaYemenZambiaZimbabwe
EasyKeys.com
AccessoriesAdapter RingAdaptor PlateAdditional KeyAffiliate Рекламные ProductsAnti-Tip WedgesBelt ClipsBent CamsBezelsBroken Key ExtractorsCam LocksCam ShiftersCCL Национальный замок Закрепление KitsChair CastersClipControl KeyDesk ящика / двери LocksEasyKeys ProductsElectronic Замок AccessoriesElectronic LocksESP — Замок Закрепление KitsExtra KeysFastenerFile BarFile Кабинет AccessoriesFile Кабинет LocksFireKing Medeco KeysHand ToolsHeavy Оборудование KeysHolding PlatesHook CamsKeyKey BlankKey Пустой пакет EngravedKey CabinetsKey Дублирование ServiceKey FobsKey IdentifiersKey машина CuttersKey машина PartsKey MachinesKey ReleasesKey RingsKey TagsLinkageLock ActuatorLock Болты и LatchesLock CoreLock Основные AdaptersLock Основные KitsLock Основные PlugsLock Сердечники Not-In-StockLock крышка и монтаж PlatesLock HandlesLock HaspsLock HousingsLock LubricantsLock PicksLock Закрепление KitsLock PinsLock ShimsLock SpringsLocksmith ToolsMagnetic Key BlanksMagnifying Card LightsMailbox LocksMaster KeyOffset CamsOlympic Lock — Lo Комплекты для фиксации ckЗамки с навесным замкомВесные замкиШтырьковые кулачкиРекламные продуктыЗамки с кнопкой / плунжеромЗамки на возвратный механизмКомплекты для выдвижных бейджейВыдвижные брелкиКомплекты для фиксации замка ChlageЗамки для витриныСамостоятельное выравнивание стола СкольженияSFIC CoreЗамки для витриныРукавСпец.
А.Л. Хансен А. RifkinA.REABUSAcme VisibleAhrendAirstreamAISAlcoAleraAllen-BradleyAllsteelAlma DeskAmerican LockAmerican SeatingAmerican SpecialtiesAnderson HickeyArchitectural MailboxesArmstrongArt MetalArt SteelArtec CentraArtopexASCOAustin HardwareAVMA-ZUMBarrecraftersBauerBenstonBernhardt Мебель CompanyBestarBetter BuiltBiltriteBisleyBMB GermanyBobrickBolingBomagBommerBorroughsBoschBoulevardBradleyBriggs & StrattonBrinksBrockwayBrunner FabricationBulldogCabela’sCandexCaseCaswell RunyanCaterpillarCCLCES Офис FurnitureChris CraftClub CarColeCole HerseeColemanColumbiaCommodoreCompactorCompX ChicagoCompX FortCompX NationalCompX TimberlineCorbinCorcraftCorey HeibertCorry JamestownCraftsmanCroydenCushmanCyber LockD & D TechnologiesDarRanDee ZeeDeflecta-ShieldDeltaDescorDetexDevonDeWaltDieboldDitch WitchDOMDominion LockDoosan DaewooDuralastEagleEasyKeysEberhardEdsalEMKAESPEsselleEuro ПрицепыEuro-LocksEvolveFastec IndustrialFederal LockFencoFilexFireKingFlorenceFord New HollandFriantFultonGardexGe igerGeneracGeneral FireproofingGenieGlobalGlobal LinkGlobe WernickeGreat OpeningsGreenwald IndustriesGroupe LacasseGunlockeHafeleHandcraftHarperHaskellHaulotteHaworthHelikonHerman MillerHirsh IndustriesHitachiHoldwellHolgaHomakHome DepotHONHondaHoneywellHoosier DeskHoyl IndustriesHPCHudsonHudson SunarHummerHurdHuskyHuwilHyundaiIHIIKEAIlcoIllinois LockIndiana FurnitureInscapeInternationalInterRoyalInvincibleJacob HoltzJaycoJCBJMAJobcoJofcoJohn DeereKarriteKasonKatoKawasakiKenconKendallKennedyKenstanKey-BakKeySmartKeystone RVKIKimball OfficeKnaackKnapheideKnollKnoll ReffKnoll Специальный SeriesKobaltKobelcoKordenKubotaLABLaneLeatherLykeLeerLeigh-LeopoldLevitonLiebherrListaLock FocusLogiflexLorellLoriLowe & FletcherLSDALucky LineLunsteadLusterfulLyonMac ToolsMarvel Локмастере LockMaverick DeskMaylineMaysteelMedecoMeilinkMeridianMeroniMetal ArcMetal StandMicroIQMLM LEHMANNMMF IndustriesMontisaMorookaMosler SafeMyrtleNational OfficeNissanNorthern ToolOak IndustriesOffice DepotOffice ImageOffice ImpressionsOffice MaxOffice SpecialtyOfficeworksOFSOjmarOlympus LockOxford EsseltePaoliPeerlessPelican DrawerPendaflexerPerkoPinnaclePop & LockPrecision DataPremierPrime-LineProMaxxProSourceProSteelProTechProtoPundraReadingRealspaceReeseRetraxRichelieuRonisRSI системы FurnitureSanduskySANYSargentSargent & GreenleafSchneider ElectricSchroder ThompsonSearsSentry Safe / SchwabShaw WalkerSignoreSimecaSlip PlateSMEDSnap-OnSnorkelSnugTopSouthcoSpaceCoSpringdaleSRS Sales Co.Стек-OnStahlStanleyStaplesSteelcaseStorwalStow DavisStrattecSummit сигнализации SystemsSunar HausermanSupremeSuzukiTaiwanTakeuchiTaycoTaylorTCMTeknionTennscoTerexTeskeyThuleToyotaTractor SupplyTrendwayTriMarkTriumph LockTuff ShedTuohyTurnstone PaybackUnderCoverUniforUWSVildolyVolvoVulcanWaterlooWeather GuardWells CargoWeskoWestinghouseWestwardWind Danbury CtWinnebagoWright Линекс-CargoYakimaYale LockYamahaYanmar
Купить HON Cylinder Base Round Tabletop Table in Cognac 107242CO онлайн — eOfficeDirect
Круглая столешница для конференций хорошо подходит для множества применений, включая использование в частных офисах или офисах открытой планировки.Конструкция отличается традиционной кромкой, фанерной сердцевиной и прочным ламинатом Cognac, устойчивым к царапинам, истиранию и легким в уходе. Нижняя сторона верха украшена установленным на заводе виниловым шаблоном. Шаблон является трехъязычным и помогает сочетать базу (продается отдельно) со столешницей. Основание крепится к верхней части с помощью саморезов, поэтому сверление не требуется. База продается отдельно. Таблица соответствует стандартам производительности ANSI / BIFMA и ISTA или превосходит их.
HON107242CO
Общая информация
Производитель: The HON Company
Номер детали производителя: 107242CO
Адрес веб-сайта производителя: http: // www.hon.com
Модель продукта: h207242
Название продукта: Круглый стол с цилиндрическим основанием
Количество в упаковке: 1 штука
Информация о продукте
Применение / использование: Office
Физические характеристики
Цвет / Поверхность: Коньяк, Ламинат высокого давления (HPL)
Материал: Фанера
Размеры: 29,5 дюйма, высота x 42 дюйма, верх
Разное
Сертификаты и стандарты:
Гарантия
Ограниченная гарантия: пожизненная
Политика доставки
Способ доставки = Прямая доставка с завода:
- Товар отгружается напрямую от производителя.
- Товар отправлено в течение 5-7 рабочих дней
- Товар Доставка 6-12 рабочих дней
Способ доставки = Быстрая доставка:
- Товар доставляется из ближайшего к нему распределительного центра со складами.
- Товар отправлено в течение 1 рабочего дня
- Товар доставлен в течении 1-5 рабочих дней
Политика возврата
Способ доставки = Прямая доставка с завода:
- Товар невозвратный
- Товар или детали будут заменены, если товар не будет доставлен в новом состоянии
- О повреждениях и дефектах необходимо сообщить в течение 48 часов с момента доставки.
Способ доставки = Быстрая доставка:
- Товар подлежит возврату в соответствии с политикой полного возврата