


что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.

Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка.
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
 Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Блок цилиндров: расточка или хонингование? / Ремонт двигателей
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем. Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно…
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости.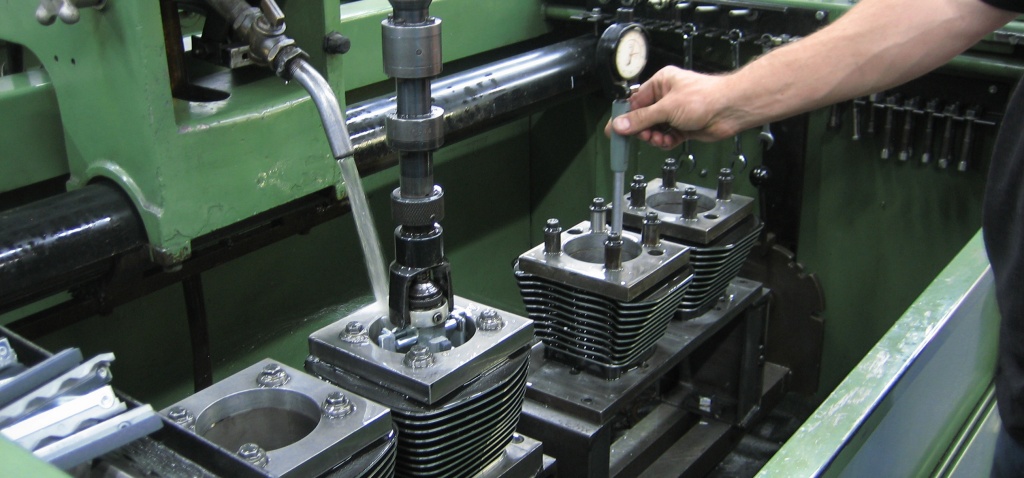 Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая производительность, надежность, точность, простота управления, наличие автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр!
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.
Использование хонингования в производстве цилиндров
Независимо от того, производите ли вы цилиндры для использования в двигателях, гидравлических системах или промышленном оборудовании, очень важно убедиться, что они надежны, работают бесперебойно и выдерживают испытание временем. Это означает, что их поверхности должны быть отшлифованы. В этой статье мы рассмотрим, как хонингование используется в производстве цилиндров и к кому вы можете обратиться за помощью в этом процессе.
Хонингование — это процесс, в котором абразивный «камень» используется для улучшения поверхности отверстия. Это может быть выполнено вручную, но современные компании точного машиностроения часто используют хонинговальные станки с числовым программным управлением (ЧПУ). Хотя хонингование можно использовать для сглаживания поверхностей, его также можно использовать для создания специфических элементов, таких как штриховка, часто используемая в автомобильной промышленности, и именно этот процесс необходимо выполнять при производстве высококачественных цилиндров.
Когда внутренняя часть цилиндра обработана штриховкой, поверхность будет более эффективно удерживать масло. Масло будет смазывать поршневые кольца двигателя, сводя к минимуму трение, возникающее при соприкосновении поршня со стенкой цилиндра.
Это не только сделает движение поршня более плавным, но также продлит срок службы цилиндра и минимизирует вероятность его внезапного выхода из строя. Таким образом, правильная хонинговка ваших цилиндров повысит безопасность вашей продукции и уменьшит сумму денег, которую вам нужно потратить на ремонт или замену цилиндров.
Таким образом, правильная хонинговка ваших цилиндров повысит безопасность вашей продукции и уменьшит сумму денег, которую вам нужно потратить на ремонт или замену цилиндров.
Несмотря на то, что хонингование цилиндров является таким важным процессом, очень немногие британские компании обладают оборудованием и знаниями для выполнения этой задачи в соответствии со строгими стандартами, требуемыми специализированными отраслями, такими как аэрокосмический сектор. На то, чтобы стать экспертом по хонингованию, могут уйти годы, и даже если вы решите использовать методы хонингования с ЧПУ, вам понадобится изготовленный на заказ хонинговальный станок с ЧПУ и техник, обладающий навыками эффективного управления им.
В результате выгодно работать с компанией по прецизионной обработке, которая увлечена хонингованием, такой как Hone-All Precision. Мы всегда специализировались на хонинговании с ЧПУ, и, хотя наши услуги теперь также включают в себя токарную обработку с ЧПУ, глубокое растачивание, глубокое сверление, трепанацию, производство труб и многое другое, мы по-прежнему дорожим этим процессом. Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Мы всегда специализировались на хонинговании с ЧПУ, и, хотя наши услуги теперь также включают в себя токарную обработку с ЧПУ, глубокое растачивание, глубокое сверление, трепанацию, производство труб и многое другое, мы по-прежнему дорожим этим процессом. Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Чтобы узнать больше о наших услугах по хонингованию цилиндров и узнать, как сотрудничество с нами может принести пользу вашей компании, позвоните нам по телефону 01525 370666. Вы также можете отправить нам сообщение, используя нашу контактную форму онлайн.
Темы: Производство труб, Прецизионная обработка, Точное машиностроение, производство
Экспертная служба Federal-Mogul Engine Experts делится своими мыслями о хонинговании — завершающем штрихе идеального диаметра цилиндра.
Хонингование цилиндров — очень эффективный способ улучшить нижнюю часть двигателя. Это обязательный этап после повторной расточки двигателя в качестве процедуры «приведения в порядок». Хонингование цилиндров также является эффективным средством для двигателя, который чрезмерно потребляет масло или вызывает чрезмерное дымление. Federal-Mogul предлагает обзор хонингования и того, как правильно его выполнить с первого раза. ПОЭТАПНОЕ ХОНИРОВАНИЕ Шаг 1: Расточить цилиндры Крышка коренного подшипника всегда должна быть закручена в нужное положение. Используя правильно заточенные расточные инструменты, важно избегать удаления слишком большого количества материала. Если слишком много было удалено, это не может быть заменено. Эмпирическое правило заключается в том, чтобы оставлять не менее 0,03 мм с каждой стороны для хонингования. Шаг 2. Смажьте маслом Хонингование необходимо проводить в несколько этапов для достижения оптимального результата. Шаг 3. Работаем на понижение Используя камни с зернистостью 220, отверстие цилиндра необходимо отточить до требуемого конечного размера. Это включает в себя удаление не менее 0,02 мм лишнего материала отверстия с предыдущей ступени. Убедитесь, что сохраняется угол поперечной штриховки 120° и контролируется конусность отверстия. Шаг 4: плато-хонингование Чтобы создать гладкие плато для притирки и уплотнения колец, выступы на поверхности отверстия необходимо удалить путем хонингования брусками с зернистостью 600. Шаг 5: Очистка После хонингования отверстия должны быть тщательно очищены. Ручная очистка горячей мыльной водой и щеткой с нейлоновой щетиной работает лучше всего, так как растворители или мойки высокого давления просто недостаточно эффективны. Тщательно чистый канал останется без пятен, если безворсовой тряпкой протереть стенки цилиндра. Шаг 6: Высушите и нанесите покрытие Высушите отверстия и смажьте их маслом. После сборки двигателя еще раз очистите отверстия, чтобы удалить новую пыль и песок. Это создает отточенный цилиндр, который должен помочь двигателю пройти любые тесты на выбросы. |

 Хонинговальное масло следует постоянно наносить на всех этапах для охлаждения режущей поверхности, смывания мусора и сохранения остроты точильных брусков. Используйте только рекомендованные масла для хонингования – по возможности фильтруйте для удаления песка и мусора. Начиная с зернистости 70 для удаления 0,04 мм, оставляя 0,02 для чистового хонингования — на этом этапе все следы расточных инструментов должны быть удалены для получения штриховки.
Хонинговальное масло следует постоянно наносить на всех этапах для охлаждения режущей поверхности, смывания мусора и сохранения остроты точильных брусков. Используйте только рекомендованные масла для хонингования – по возможности фильтруйте для удаления песка и мусора. Начиная с зернистости 70 для удаления 0,04 мм, оставляя 0,02 для чистового хонингования — на этом этапе все следы расточных инструментов должны быть удалены для получения штриховки. После завершения все еще можно увидеть более глубокие долины, оставшиеся после шага 3. Они необходимы для удержания масла, уменьшения износа колец и поршней. Между тем, плато помогают контролировать расход масла за счет положительного кольцевого уплотнения. Для этого шага следует точить не менее 30 секунд в каждом отверстии, сохраняя угол поперечной штриховки равным 120°.
После завершения все еще можно увидеть более глубокие долины, оставшиеся после шага 3. Они необходимы для удержания масла, уменьшения износа колец и поршней. Между тем, плато помогают контролировать расход масла за счет положительного кольцевого уплотнения. Для этого шага следует точить не менее 30 секунд в каждом отверстии, сохраняя угол поперечной штриховки равным 120°.