


Хонингование цилиндров в Москве: заказать механическую обработку металлов недорого
Наша компания осуществляет услугу хонингования цилиндров, гидроцилиндров, труб и цилиндров ДВС. Цены на услугу хонингованигования вы можете узнать унаших менеджеров.
Такое название имеет окончательная обработка поверхности мотора, служит завершающей операцией также при его капитальном ремонте. Выполняют её с целью уменьшения шероховатости поверхностей стенок цилиндров, чтобы повысить качество приработки поршневых колец, приработки самим поршней. Метод хонингования может значительно увеличить период службы подвергшегося ремонту двигателя. В процессе пользования двигатель изнашивается и теряет созданную первоначально форму. Относится это в основном к цилиндрам двигателя. Бывшие круглыми изначально, они со временем обретают овальную форму — так называемый эффект конусности. Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Чтобы сохранить ранее созданную нормативную форму цилиндров двигателя, вернуть оптимальную шероховатость, производят хонингование, которое обладает большей точностью и эффективностью в сравнении с ранее применявшимися операциями по доводке: полировка, притирка. После проведения хонингования за счёт быстрой приработки элементов двигателя повышается компрессия в цилиндрах, увеличивается срок эксплуатации до следующего капитального его ремонта, понижается расход моторного масла, прорыв газов в картер также уменьшается.
При такой обработке происходит образование на цилиндрах особой сетчатой структуры, заметной лишь при самом ближайшем рассмотрении. В неё попадает и удерживается больше масла, требуется это для увеличения смазки трущихся деталей.
Технология процесса
На первом этапе ведут черновую обработку всех цилиндров, здесь применяют только крупный абразив. Финишную обработку ведут на следующем этапе работ — применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски. В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
По завершении процесса требуется тщательно вымыть двигатель. Таким образом будут удалены металлические стружки, смыты остатки полировочных паст.
Преимущества
Преимущества применения:
- Не остаётся рваных, острых кромок на деталях конструкции двигателя после обработки;
- Отсутствуют деформированные участки;
- Восстанавливается глубина и ширина, которые должны быть однородными;
- Обеспечивает поршневым кольцам должное хорошее прилегание;
- Уменьшается износ двигателя;
- Предотвращается сухое трение пар;
- Упорядоченная шероховатость позволяет снизить износ деталей.
К самостоятельному ведению обработки цилиндров стоит прибегать лишь тогда, когда нет возможности провести станочную обработку. Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
ДО процесса
После процесса хонингования
Что такое хонингование цилиндров | Ремонт скутеров и мопедов своими руками Ремонт скутера видео
Хонингование цилиндра — это окончательная обработка поверхности с помощью специальных инструментов(хон). Хонингование стали применять при ремонте двигателей внутреннего сгорания уже очень давно, никто наверное и не вспомнит когда это было.
В процессе эксплуатации скутера двигатель(поршневая группа) сильно изнашивается и теряет свою первоначальную форму(а значит и мощность и скорость и т.д.) Это, в главной степени, относиться к цилиндрам скутеров сузуки, так как считаю что это самые капризные двигателя . Если он (цилиндр) изначально были круглыми, то со временем цилиндр принимают овальную форму (эффект конусности). Также на стенках цилиндра скутера образуются задиры, прихваты и царапины. Все эти причины ведут только к одному — к капитальному ремонту, или как минимум замене ЦПГ .
Также на стенках цилиндра скутера образуются задиры, прихваты и царапины. Все эти причины ведут только к одному — к капитальному ремонту, или как минимум замене ЦПГ .
При «капиталке» обычно растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершиное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндра скутера для последующей работы. В результате хонингования цилиндра, поршневые кольца быстрее прирабатываються, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта скутера. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндра, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндра, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования. В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
Процесс хонингования: определение, операции и использование в обработке
- 21 апреля 2023 г.
Прецизионная отделка является последующей обработкой во многих отраслях производства деталей, таких как автомобильная, аэрокосмическая и медицинская. Среди них процесс хонингования широко используется и подходит для прецизионных деталей различных форм и размеров. Однако получить наилучшие результаты можно только при понимании процесса.
Однако получить наилучшие результаты можно только при понимании процесса.
В этой статье обсуждается процесс хонингования, различные доступные хонинговальные станки и их применение в промышленном производстве.
Что такое хонингование в производстве?
Хонингование — это процесс абразивной обработки, используемый для полировки геометрии отверстия, контроля размеров, окончательной отделки поверхности и структуры поверхности. Он заключается в использовании хонинговального инструмента из связанных клеевых стержней с колебательными и вращательными движениями. Этот инструмент медленно удаляет материал с обрабатываемой поверхности и внутреннего диаметра отверстий, чтобы придать желаемую форму и отделку.
Производители деталей используют процесс хонингования для обработанных поверхностей после операций шлифования, сверления и сверления. При использовании происходит улучшение качества заготовки за счет длительного контакта с абразивными брусками. Кроме того, он может исправлять ошибки, допущенные в ходе предыдущих операций обработки.
Зачем использовать хонингование обработанных деталей?
Процесс хонингования дает множество преимуществ. Некоторые из них объясняются ниже.
1. Повышение точности
Хонингование может соответствовать жестким допускам многих обрабатываемых деталей, тем самым гарантируя, что такие детали соответствуют стандартам. Кроме того, точность является основным различием между хонингованием и шлифованием, поскольку хонингование является более точным. Скорость съема материала при хонинговании ниже, чем при прецизионном шлифовании, что приводит к меньшему выделению тепла.
2. Универсальность и совместимость
Универсальность хонингования не имеет себе равных. Хонинговальный инструмент может обрабатывать многие материалы, включая чугун, мягкую сталь и композиты. Важно отметить, что для разных материалов существуют разные настройки. Для бесшовной процедуры машинистам может потребоваться настроить параметры при хонинговании металлов.
Кроме того, хонингование совместимо с деталями различной длины и веса.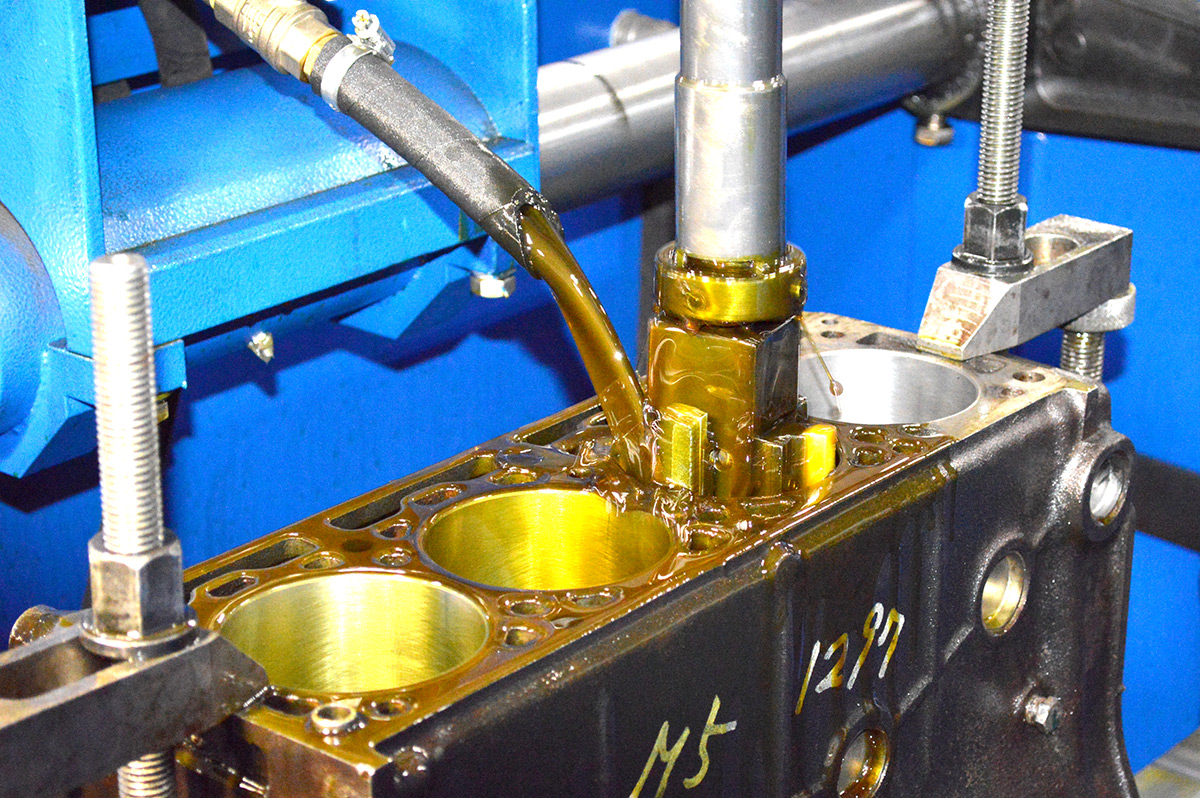 Даже очень мелкие детали можно отшлифовать без напряжения.
Даже очень мелкие детали можно отшлифовать без напряжения.
3. Более быстрое и эффективное производство
Хонинговальный станок может работать несколько дней без перерывов. Работа машины на максимальной мощности не повлияет на качество конечного результата. Это делает хонингование экономически эффективным вариантом обработки для полировки отверстий.
4. Keep Safety
Хонингование гарантирует безопасность оператора и других сотрудников. Это связано с его полной автоматизацией, не оставляющей места для вмешательства человека. Кроме того, большинство хонинговальных станков поставляются с защитными кожухами. В результате это предотвращает возникновение профессиональных рисков в результате летящих частиц.
Типы операций хонингования
Существует два основных типа операций хонингования в зависимости от степени вмешательства человека или уровня автоматизации.
Машинное хонингование
Машинное хонингование является наиболее распространенным процессом хонингования, который используют многие производители деталей. Станок с ЧПУ управляет вращательными и возвратно-поступательными движениями хона под стандартным давлением. Следовательно, этот процесс хонингования практически не требует вмешательства человека для создания желаемого рисунка в отверстиях. Поскольку процесс полностью автоматизирован, он может точно обрабатывать очень твердые материалы.
Станок с ЧПУ управляет вращательными и возвратно-поступательными движениями хона под стандартным давлением. Следовательно, этот процесс хонингования практически не требует вмешательства человека для создания желаемого рисунка в отверстиях. Поскольку процесс полностью автоматизирован, он может точно обрабатывать очень твердые материалы.
Ручное хонингование
При этом используются абразивные камни для получения идеального размера и чистоты поверхности отверстий. В этом процессе хонингования слесарь руками перемещает заготовку по вращающемуся хонинговальному станку. Это дает больше автономии при хонинговании.
Однако популярность ручного хонингования снижается по нескольким причинам. Распространенным является то, что ручное хонингование — это трудоемкий процесс. Другая причина заключается в том, что форма отверстия может отклоняться от нормальной, если заготовка недостаточно поддерживается.
Различные станки для хонингования
Существует два основных типа хонинговальных станков. Понимание того, как работает каждая машина, важно для получения наилучших результатов.
Понимание того, как работает каждая машина, важно для получения наилучших результатов.
1. Горизонтальные хонинговальные станки
Здесь станок работает параллельно хонинговальному инструменту и заготовке. Станок имеет переднюю и заднюю бабки, которые служат основными компонентами. Кроме того, рабочий стол находится между передней и задней бабками, которые находятся на противоположных сторонах станка. Шпиндель и хонинговальные инструменты находятся прямо над заготовкой.
Сила гравитации втягивает стружку в ложе, пока инструмент формирует отверстие. После этого оператор удаляет стружку, чтобы предотвратить ее налипание. Кроме того, этот станок подходит для хонингования длинных и цилиндрических металлов, таких как валы, стержни и трубы.
2. Вертикальные хонинговальные станки
Вертикальные хонинговальные станки менее сложны, чем горизонтальные. У вертикального хонинговального станка шпиндель работает вертикально относительно земли. Принцип работы этого хонинговального станка относительно прост.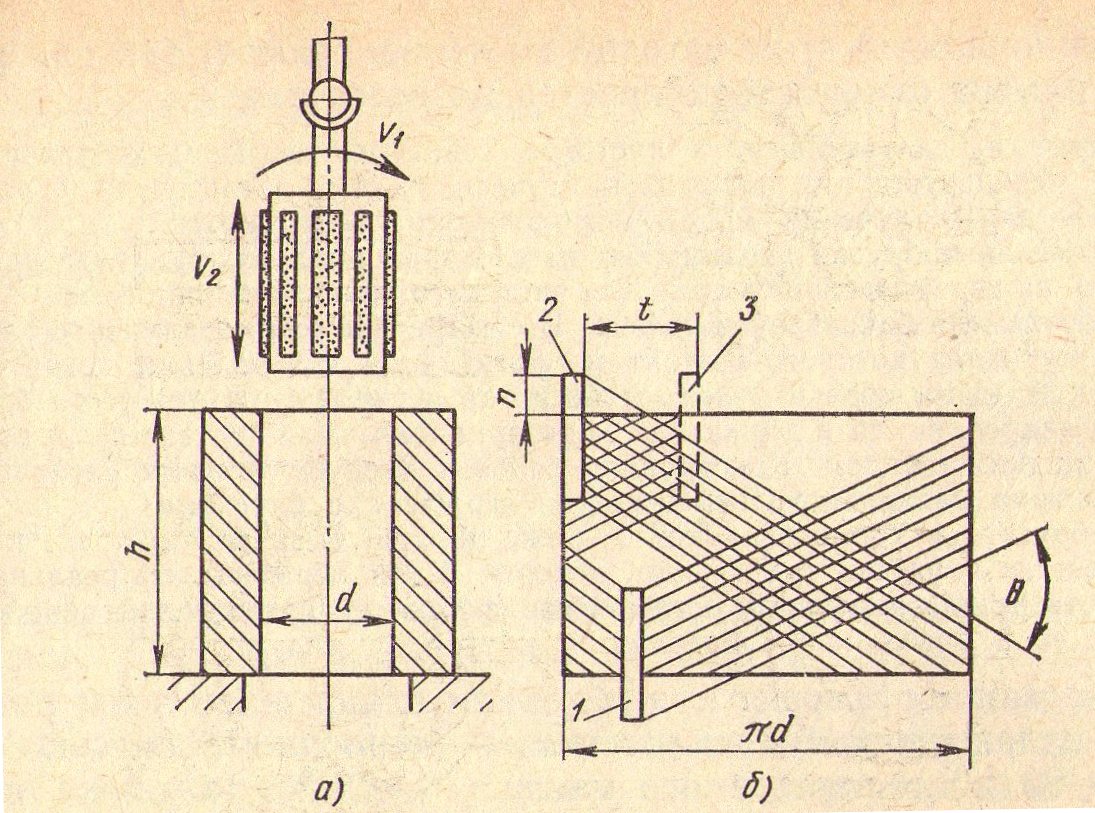 Он включает в себя прикрепление хонинговального инструмента к держателю инструмента, который вращается по осям X и Z. Затем кусок удерживает заготовку и перемещается по оси Y.
Он включает в себя прикрепление хонинговального инструмента к держателю инструмента, который вращается по осям X и Z. Затем кусок удерживает заготовку и перемещается по оси Y.
Этот хонинговальный станок важен для деталей, где требуется высокая точность и постоянство. Это правильный выбор для деталей сложной геометрии в аэрокосмической и автомобильной промышленности. Кроме того, вертикальный хонинговальный станок подходит для серийного производства деталей.
Какие типичные инструменты используются для процесса хонингования?
Существуют различные типы инструментов. Они имеют особые функции и работают вместе для достижения максимально гладкой поверхности.
1. Точильный камень
Точильный камень, несомненно, является самым важным инструментом для заточки. Это абразивные инструменты, которые удаляют небольшое количество материала с поверхности, чтобы обеспечить чистовую отделку поверхности. Кроме того, точильные бруски могут представлять собой цельный кусок абразивного материала.
Кроме того, существуют модели с несколькими слоями материала, прикрепленными к металлической основе. Есть несколько материалов, которые можно использовать для изготовления точильных камней. Наиболее распространены алмаз и карбид кремния.
Алмазные точильные бруски
Алмазные точильные бруски имеют металлическую основу с прикрепленными алмазными частицами. В результате он очень жесткий и крепкий. Он поставляется с различными размерами и формами зерна и идеально подходит для хонингования твердых металлов.
Шлифовальные бруски из карбида кремния
Шлифовальные бруски из карбида кремния режут более агрессивно, обеспечивая более точную и ровную поверхность. Производители деталей используют хонинговальный брусок из карбида кремния для более мягких металлов, включая алюминий и латунь.
Примечание : Перед выбором хонинговального бруска для детали важно учитывать материал, который подвергается хонингованию, и размер отверстия.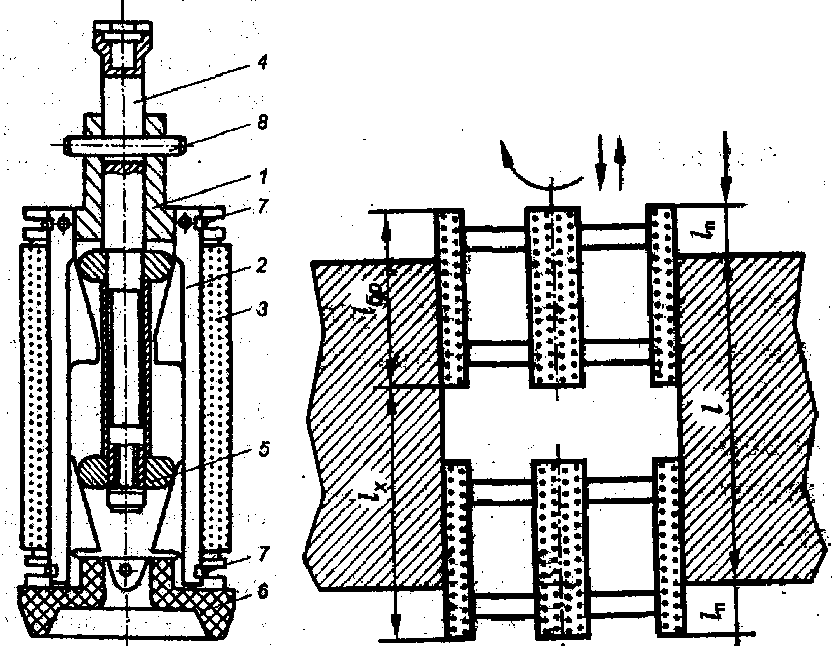
2. Хонинговальные оправки
Хонинговальная оправка позиционирует абразивные бруски в процессе хонингования. Доступны различные размеры и формы хонинговальных оправок для различных отверстий. Как и хонинговальный камень, оправка может изготавливаться из различных материалов, наиболее распространенными из которых являются оксид алюминия, алмаз и карбид кремния.
3. Масло для хонингования
Масло для хонингования служит смазкой в процессе хонингования. Смазка аналогична той, что используется для финишной обработки инженерных систем. Это масло имеет присадки, которые обеспечивают более гладкую и точную поверхность. Более того, хонинговальное масло не только смазывает. Например, он снижает тепловыделение при хонинговании.
Примечание : Важно удалить излишки масла, чтобы не получить жирный конечный продукт.
Применение хонингования в различных отраслях промышленности
Производители деталей широко используют хонингование цилиндрических деталей. Ниже приведены лишь некоторые приложения.
Ниже приведены лишь некоторые приложения.
Автомобильная промышленность
Хонингование является важным аспектом производства автомобилей. Это помогает полировать отверстия, используемые в различных компонентах автомобиля. Процесс хонингования начинается сразу после растачивания цилиндров автомобильных двигателей. Это обеспечивает правильное прилегание поршневых колец к стенкам цилиндра.
Кроме того, хонингование цилиндрической поверхности также способствует правильному удержанию масла и смазыванию. Производители автозапчастей также используют хонингование для изменения размера отверстия цилиндра.
Аэрокосмическая промышленность
Производители самолетов широко используют процесс хонингования при производстве и обслуживании компонентов двигателей. Хонингование можно использовать для планового обслуживания деталей двигателя. Кроме того, хонингование не ограничивается авиационными двигателями и гидравлическими системами. Это один из последних шагов в производстве подшипников и аэрокосмических крепежных изделий.
Изготовление пресс-форм
Финишное хонингование также играет роль в процессе изготовления пресс-форм. Форма должна иметь высокую точность размеров и чистовую отделку поверхности. Это свойство важно, потому что бракованная форма означает бракованную конечную деталь. Хонингование помогает создать точную отделку на поверхностях пресс-формы. Это, в свою очередь, обеспечивает надлежащее качество и согласованность деталей.
Медицинская промышленность
Хонингование играет важную роль в производстве медицинских устройств, включая хирургические инструменты и имплантаты. Это помогает улучшить консистенцию и геометрию поверхности готовых медицинских изделий. Кроме того, хонинговальные станки совместимы с материалами медицинского назначения, включая нержавеющую сталь и титан.
Более того, отклонения в размере и форме могут повлиять на функциональность ортопедического имплантата. Хонингование может обеспечить жесткие технические допуски, необходимые для многих хирургических устройств.
Различия между хонингованием и притиркой
Хотя хонингование и притирка являются абразивными процессами, между ними существуют четкие различия.
1. Принцип работы
Притирка включает использование абразивных частиц, предварительно смешанных с жидкостью на масляной или водной основе, известной как суспензия. Эта суспензия помогает создать точную отделку на куполообразной или плоской поверхности. С другой стороны, при хонинговании используются связанные абразивные камни для более тонкой обработки цилиндрических отверстий.
2. Количество удаленного материала
Притирка является более щадящим процессом истирания. По сравнению с хонингованием процесс притирки удаляет меньше материала с поверхности. Это важно при работе с хрупкими металлами. Притирка — это корректирующий процесс для устранения неровностей, возникших в результате предшествующих операций механической обработки.
3. Точность
Процесс притирки более точен, особенно для мелких деталей. Хонингование могло создать новые дефекты в процессе корректировки старых. Постоянное вращение, связанное с хонингованием, может быть ограничением. Это связано с тем, что незначительное изменение давления может привести к образованию овального отверстия. Однако можно использовать бережливое производство, чтобы избежать деформации и человеческих ошибок.
Хонингование могло создать новые дефекты в процессе корректировки старых. Постоянное вращение, связанное с хонингованием, может быть ограничением. Это связано с тем, что незначительное изменение давления может привести к образованию овального отверстия. Однако можно использовать бережливое производство, чтобы избежать деформации и человеческих ошибок.
4. Технические характеристики процесса
Работа на притирочном станке трудоемка и требует квалифицированных операторов, в отличие от хонинговальных станков, которые просты в настройке и эксплуатации. Кроме того, в отличие от процесса хонингования, притирка не требует специального приспособления для крепления.
Заключение
Хонингование необходимо для правильного функционирования деталей. Этот процесс обеспечивает гладкую поверхность, предотвращает износ и продлевает срок службы детали.
Вы ищете прецизионную обработку и отделку для своих проектов? WayKen предлагает широкий спектр услуг по обработке отверстий и обработке поверхности, включая сверление, растачивание, нарезание резьбы, развертывание, шлифование и хонингование.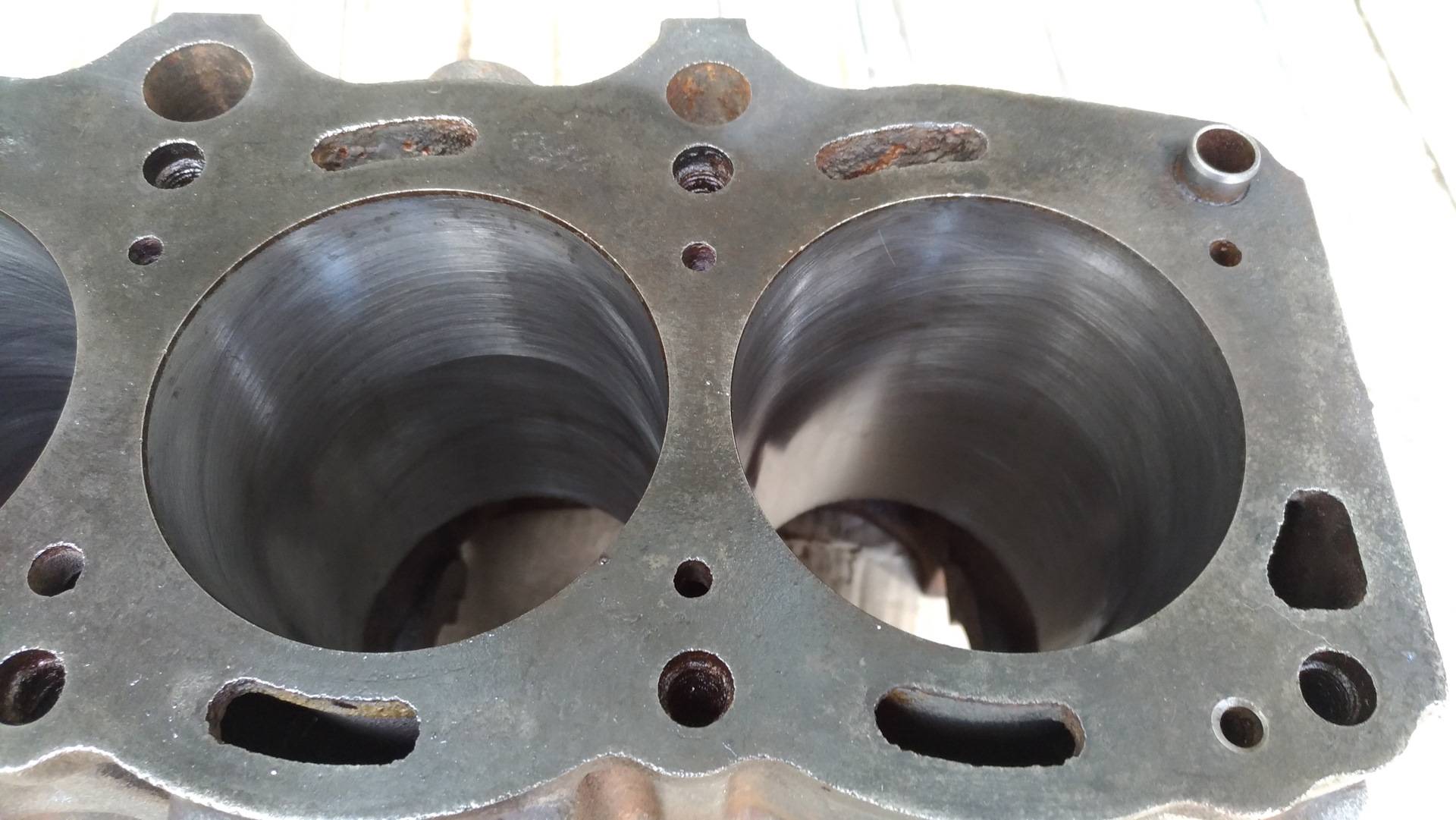
Почему хонингование лучше других процессов обработки отверстий?
Хонингование имеет много преимуществ по сравнению с другими процессами механической обработки. Во-первых, отточенные детали всегда находятся в пределах желаемых допусков. Кроме того, он обеспечивает лучшую отделку поверхности при минимальном удалении материала. Это важное соображение для дорогих материалов.
Какой хонинговальный инструмент лучше?
Никакой хонинговальный инструмент не считается лучшим. Выбор правильного для вашего проекта зависит от некоторых факторов. Важно учитывать форму и размер отверстия. Кроме того, желаемая чистота поверхности может повлиять на ваш выбор при выборе правильного инструмента для вашего приложения.
Есть ли ограничения по хонингованию?
Как и другие процессы механической обработки, хонингование не лишено недостатков. Хонингование – это трудоемкий процесс отделки. Кроме того, любая незначительная ошибка может привести к искажению конечного продукта.
Хонингование – это трудоемкий процесс отделки. Кроме того, любая незначительная ошибка может привести к искажению конечного продукта.
Как использовать руководство по заточке
Я слышал от многих читателей, что у них проблемы с заточкой, и я всегда делюсь своими двумя личными достижениями: используйте руководство по заточке и увеличьте зернистость до 8000. Не все согласны с первой частью. Примерно половина учителей, которых я знаю, советуют своим ученикам затачивать инструмент вручную, балансируя инструмент на фаске на ощупь. Если вы спросите меня, это не лучший совет для любителей.
Те, кто выступает за ручное хонингование, в основном профессиональные мебельщики, которые затачивают свои инструменты каждый день и не хотят тратить время понапрасну. Я признаю, что с нулевым временем настройки этот метод быстрее, чем руководство по заточке, но большинство любителей не затачивают свои стамески и лезвия рубанка каждый день или даже каждую неделю, поэтому они никогда не развивают и не поддерживают точно настроенную мышечную память, которая достигается при ручной заточке. требует. И если вы покачаете этим краем на камне, даже немного, вы, возможно, не затачиваете самый кончик. Для душевного спокойствия используйте руководство по заточке. Возможно, вы впервые ощутите настоящую резкость. Тогда вы узнаете, о чем вся эта суета с ручным инструментом.
требует. И если вы покачаете этим краем на камне, даже немного, вы, возможно, не затачиваете самый кончик. Для душевного спокойствия используйте руководство по заточке. Возможно, вы впервые ощутите настоящую резкость. Тогда вы узнаете, о чем вся эта суета с ручным инструментом.
Где ручное хонингование идет не так, как надо
Как и при шлифовании деревянной поверхности, вам нужно пройти через абразивную крошку (шлифование на крупной зернистости, затем, как правило, несколько камней: зернистость 1000, затем 4000, затем 8000), чтобы в итоге получить полированная вторичная фаска на конце инструмента.
Сравните эту сложную операцию с простотой заточки. Вы шлифуете фаску так, как хотите. Настольные шлифовальные станки требуют определенных навыков, чтобы не обжечь края и не размягчить сталь. Так что не стесняйтесь использовать свой хонинговальный шаблон для формирования первичной фаски на нескольких листах наждачной бумаги, приклеенных к стеклу или граниту, на крупнозернистой алмазной пластине, на моторизованной пластине для наждачной бумаги
или любым удобным способом. Просто заточите под немного меньшим углом, чем вы хотите для вторичного (заточенного) скоса.
Теперь установите хонинговальное приспособление, чтобы поднять инструмент на 27° или 28° (поднимите выше для стамесок, которыми вы будете колотить и рубить, и для
некоторых плоскостей со скошенными кромками), и начните хонингование. Он подходит как для полых фасок, так и для плоских фасок. И лезвие никогда не сдвинется с места от угла заточки. Это ключ. Вы будете знать, что каждая крупинка достигает самого кончика, где это имеет значение.
Не все направляющие созданы одинаковыми
Как и у большинства инструментов, есть направляющие для заточки получше и похуже. Чтобы убедиться, что ваши лезвия остаются под одним и тем же точным углом независимо от абразива, вам нужна направляющая, которая перемещается по камням, а не по рабочему столу. Например, не все водные камни имеют одинаковую толщину. Таким образом, если направляющий ролик (ролики) движется рядом с камнем или за ним, вам придется заново настраивать его для каждого нового камня, и вы не будете знать, вернулись ли вы под тем же самым точным углом.