


обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Содержание
- 1 Суть процесса
- 2 Цель хонингования
- 3 Инструмент для обработки
- 4 Проведение работ
- 5 Хонингование цилиндров своими руками
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
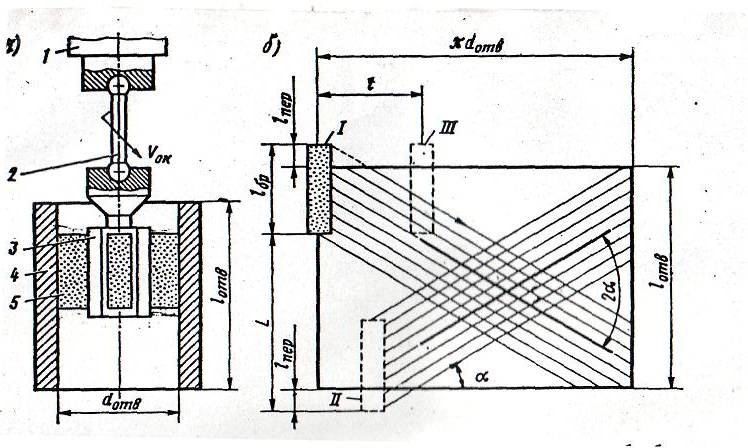
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы.
Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
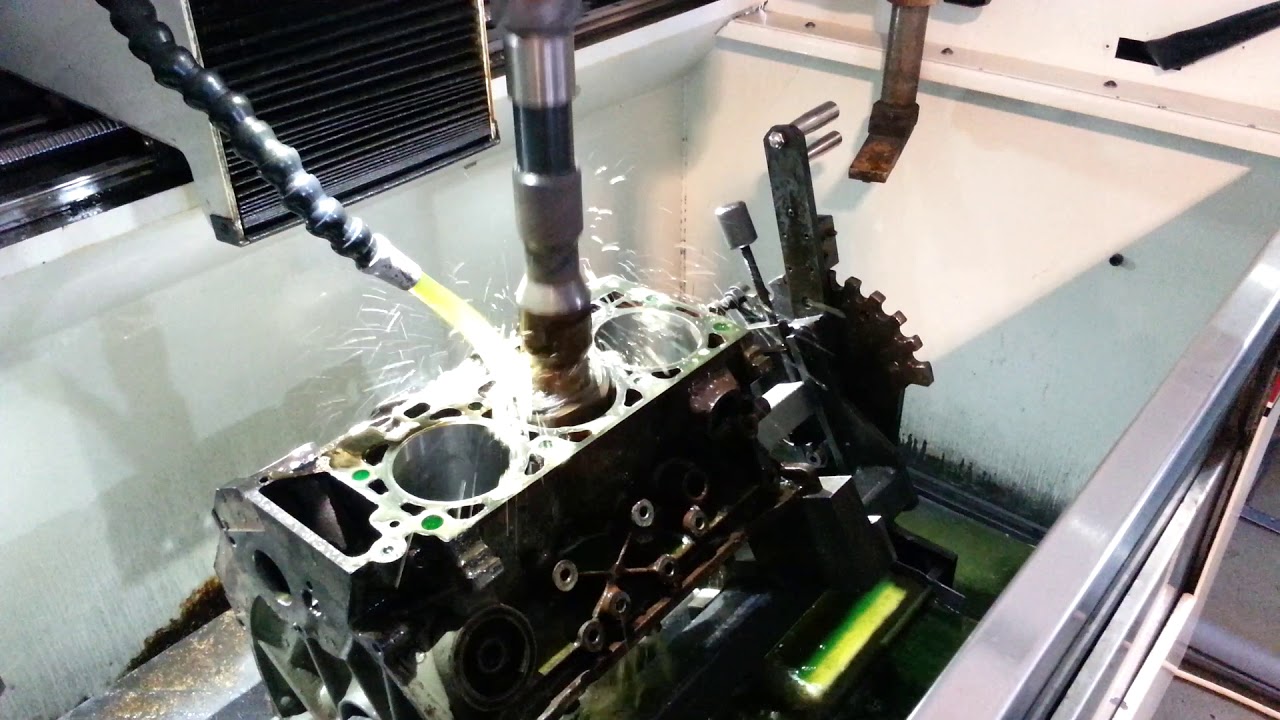
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
- Автор: admin
- Распечатать
(1 голос, среднее: 1 из 5)
Поделитесь с друзьями!3А84 станок хонинговальный вертикальный одношпиндельный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильных станков 3А84
Производителем радиально-сверлильных станков 3А84 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков. Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства Одесского Завода Радиально-Сверлильных Станков ОЗРСС
- 2А53 — станок радиально-сверлильный Ø 35
- 2А55 — станок радиально-сверлильный Ø 50
- 2А554 — станок радиально-сверлильный Ø 50
- 2А576 станок радиально-сверлильный Ø 80
- 2А587 станок радиально-сверлильный Ø 100
- 2М55 — станок радиально-сверлильный Ø 50
- 2М57 — станок радиально-сверлильный Ø 75
- 2Н55 — станок радиально-сверлильный Ø 50
- 2Р53 — станок радиально-сверлильный Ø 35
- 3А84 — станок хонинговальный вертикальный полуатомат Ø 200
- 255 — станок радиально-сверлильный Ø 50
- 257 — станок радиально-сверлильный Ø 70
3А84 Станок хонинговальный вертикальный одношпиндельный.
 Назначение и область применения.
Назначение и область применения.Вертикальный гидравлический хонинговальный станок 3А84 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке 3А84 допускается хонингование отверстий до Ø 200 мм.
Принцип работы и особенности конструкции станка
Механизмы станка 3А84 осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок 3А84 предназначен для работы в ремонтных мастерских и может быть использован на ремонтных заводах и других металлообрабатывающих предприятиях с мелкосерийным выпуском продукции
Обозначение хонинговального станка 3А84
3 — шлифовальный станок (номер группы по классификации ЭНИМС)
А – серия (поколение) станка (А, Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
4 – исполнение станка
Хонингование.
 Хонинговальные станки. Общие сведения
Хонинговальные станки. Общие сведенияСинонимы: шлифовально-притирочный металлорежущий станок для хонингования, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий.
Хонингование — это обработка материалов резанием, где в качестве резцов выступают зерна алмаза, нанесенные на хонинговальные бруски.
Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Хонинговальная головка (хон) — режущий инструмент, оснащенный мелкозернистыми абразивными брусками закрепляется в шпинделе хонинговального станка.
Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены вертикальный одношпиндельныйические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- вертикальный одношпиндельныйические хонинговальные станки
- автоматические хонинговальные станки
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура намного меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Габарит рабочего пространства хонинговального станка 3А84
Габарит рабочего пространства хонинговального станка 3А84
Габарит рабочего пространства хонинговального станка 3А84. Смотреть в увеличенном масштабе
Расположение органов управления хонинговальным станком 3А84
Расположение органов управления хонинговальным станком 3А84
Расположение органов управления хонинговальным станком 3А84. Смотреть в увеличенном масштабе
Расположение органов управления хонинговальным станком 3А84
Расположение органов управления хонинговальным станком 3А84. Смотреть в увеличенном масштабе
Перечень органов управления хонинговальным станком 3А84
- Рукоятка набора чисел оборотов шпинделя
- Рукоятка ручного переключения хода
- Рукоятка включения коротких ходов
- Кнопка Пуск гидравлики
- Кнопка Вверх головки
- Кнопка Выдержка головки
- Кнопка Работа (положение стола)
- Кнопка Стоп гидравлики
- Кнопка Вниз головки
- Кнопка Стоп головки
- Рукоятка настройки глубины врезания
- Кнопка Загрузка стола
- Рукоятка включения дозатора подачи
- Рукоятка регулирования давления гидросистемы управления
- Кнопка переключения чисел оборотов
- Рукоятка быстрого разжима хонинговальной головки
- Рукоятка регулирования величины подачи
- Рукоятка регулирования скорости переключения хода
- Рукоятка регулирования рабочей скорости
- Рукоятка регулирования скорости медленного ввода
- Рукоятка включения охлаждения
- Рукоятка включения вращения хонинговальной головки
- Рукоятка включения освещения
- Рукоятка включения разжима хонинговальной головки
Кинематическая схема хонинговального станка 3А84
Кинематическая схема хонинговального станка 3А84
Кинематическая схема хонинговального станка 3А84. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения подшипников хонинговального станка 3А84
Схема расположения подшипников хонинговального станка 3А84. Смотреть в увеличенном масштабе
Гидравлическая схема хонинговального станка 3А84
Гидравлическая схема хонинговального станка 3А84. Смотреть в увеличенном масштабе
Коробка скоростей хонинговального станка 3А84
Коробка скоростей хонинговального станка 3А84. Смотреть в увеличенном масштабе
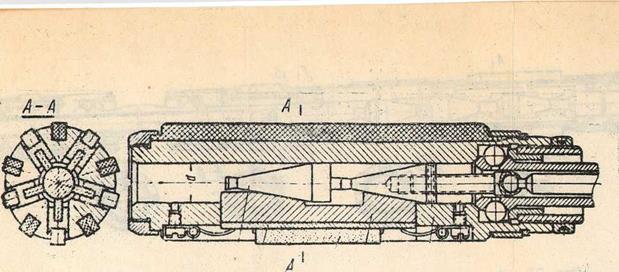
Шпиндельная головка и механизм разжима хона хонинговального станка 3А84
Шпиндельная головка и механизм разжима хона хонинговального станка 3А84. Смотреть в увеличенном масштабе
Электрическая схема хонинговального станка 3А84
Электрическая схема хонинговального станка 3А84. Смотреть в увеличенном масштабе
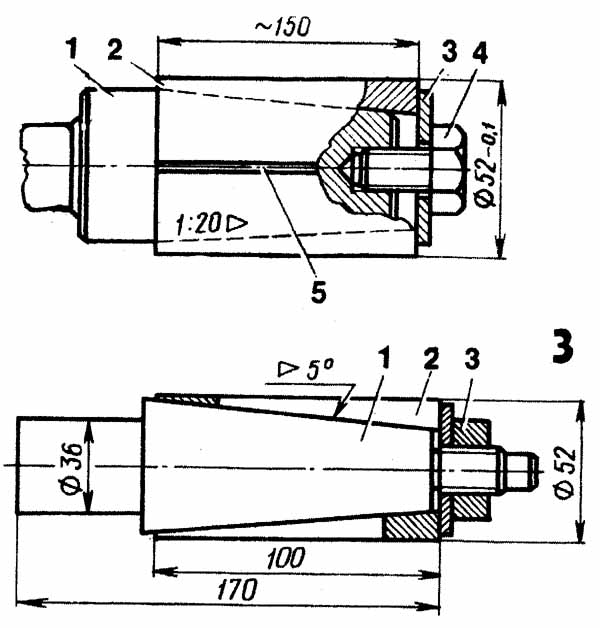
Хонинговальная головка к станку 3А84
Хонинговальная головка к станку 3А84
Читайте также: Справочник заводов производителей шлифовальных станков
3А84 станок хонинговальный вертикальный одношпиндельный.
 Видеоролик.
Видеоролик.Технические характеристики хонинговального станка 3А84
| Наименование параметра | 3Г833 | 3К833 | 3А84 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 | 65/ 200/ |
| Длина хонингования наибольшая, мм | 150. .450 .450 | 30..400 | 1050 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 | 350 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 | 900..1750 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 750 х 750 | |
| Ход стола, мм | 400 | ||
| Шпиндель станка | |||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 | 75..400 (6 ступ) |
| Ход шпинделя, мм | 500 | 500 | 75..1200 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | Морзе 5 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 Б/с | 0. .15 Б/с .15 Б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 | |
| Ход толкателя разжима брусков, мм | 40 | ||
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | ||
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | ||
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | ||
| Привод станка | |||
| Количество электродвигателей на станке | 3 | 3 | |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт (об/мин) | 3,0 | 4,0 | 7,0 (1500) |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет | |
| Электродвигатель привода гидравлики (М1), кВт (об/мин) | нет | 4,0 | 4,5 (1000) |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 | |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 | |
| Габарит станка | |||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 | 2265 х 1260 4870 |
| Масса станка, кг | 1200 | 1520 | 5800 |
- Вертикальный одношпиндельный хонинговальный станок 3А84.
 Руководство к станку, 1961
Руководство к станку, 1961 - Куликов С.И. Хонингование, 1973
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.
 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968 - Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
Полировка цилиндров с помощью хонинговальных инструментов
Под дружественностью к кольцам мы подразумеваем покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода обкатки. Для большинства современных двигателей благоприятная для колец обработка означает гладкую отделку.
Плоская поверхность отверстия – это то, что все типы колец в конечном итоге производят, когда они полностью установлены, поэтому чем ближе отверстие может быть предварительно обработано до состояния, подобного плато, тем меньше будут изнашиваться кольца и цилиндры при обкатке двигателя, тем лучше кольца будут герметизироваться с самого начала и тем дольше они прослужат.
Для молибденовых колец можно использовать двухэтапный процесс хонингования для получения плоской поверхности. Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры отшлифованы алмазными камнями, вы можете доработать отверстия более мелким алмазом, мелкозернистым керамическим абразивом или щеткой. Алмазные камни быстродействующие и долговечные, но они более агрессивны, чем карбид кремния, и оставляют больше трещин и других нежелательных остатков на поверхности. Из-за этого за процедурой грубого алмазного хонингования всегда должна следовать еще одна операция для окончательной обработки поверхности.
Для сравнения, традиционные процедуры хонингования не требуют чистовой обработки. Как правило, большинство производителей колец рекомендуют использовать хонинговальные бруски из карбида кремния № 220, если двигатель будет собираться с простыми чугунными или хромированными кольцами, бруски № 280 для колец с молибденовым покрытием и бруски № 320–400 для молибденовых колец, если двигатель строится для гонок или производительности. Несмотря на это, цилиндры все еще можно до некоторой степени выровнять, обработав их какой-либо гибкой щеткой.
Несмотря на это, цилиндры все еще можно до некоторой степени выровнять, обработав их какой-либо гибкой щеткой.
Одним из преимуществ использования гибкой щетки в дрели является то, что вы можете вести дрель в обратном направлении. Хонинговальные бруски обычно вращаются по часовой стрелке, поэтому, если вы будете чистить в противоположном направлении (против часовой стрелки), они хорошо удалят заусенцы с поверхности. Для получения высококачественной отделки необходимо не более 15 ударов.
Получение цифр
Рекомендованная обработка поверхности для двигателей последних моделей несколько различается в зависимости от области применения, но многие из них в настоящее время находятся в диапазоне Ra от 15 до 20 микродюймов (средняя шероховатость).
Если отверстия хонингуются алмазными брусками от #325 до #400, финишная обработка обычно будет в диапазоне Ra от 22 до 24, что является слишком грубым. Вот почему отверстия должны быть обработаны кистью или более мелкими камнями. Это обычно приводит к уменьшению финиша до желаемого диапазона 20 или меньше.
Это обычно приводит к уменьшению финиша до желаемого диапазона 20 или меньше.
На микроскопическом уровне профиль только что отшлифованной стенки цилиндра показывает множество небольших пиков и впадин. Впадины вырезаются из металла абразивами в процессе хонингования, а пики представляют собой самые высокие точки на поверхности, которые будут соприкасаться с кольцами. Большие, острые пики не будут длиться долго после запуска двигателя, потому что вершины пиков будут постепенно срезаться кольцами по мере их разрыва. » эффект. Это увеличивает опорную поверхность колец и облегчает скольжение колец по поверхности на масляной пленке, которая остается в канавках.
По словам одного из производителей поршневых колец, как только кольца садятся, износ практически прекращается, поскольку теперь кольца поддерживаются этой тонкой масляной пленкой и больше не имеют физического контакта со стенкой цилиндра.
Плоская поверхность отверстия стабилизируется примерно через два часа работы.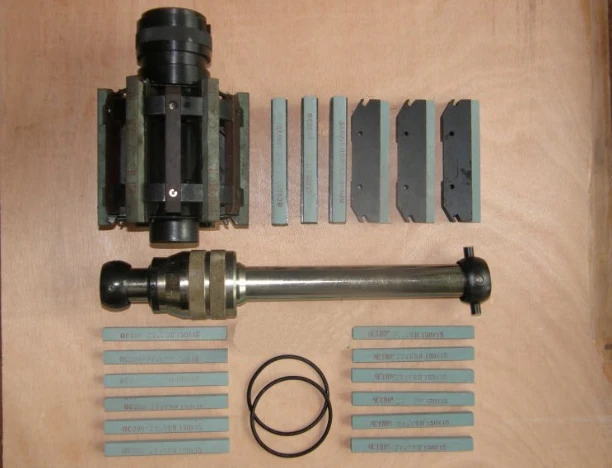 Другими словами, кольца садятся очень быстро и практически не изнашиваются. Для сравнения, более обычная отделка поверхности может занять от трех до 12 часов, в зависимости от сорта используемых камней. Покрытие канала, отточенное камнями с зернистостью № 280, будет садиться быстрее, чем покрытие, обработанное камнями № 220.
Другими словами, кольца садятся очень быстро и практически не изнашиваются. Для сравнения, более обычная отделка поверхности может занять от трех до 12 часов, в зависимости от сорта используемых камней. Покрытие канала, отточенное камнями с зернистостью № 280, будет садиться быстрее, чем покрытие, обработанное камнями № 220.
Невооруженным глазом свежеотточенное отверстие цилиндра выглядит довольно грубо по сравнению с отверстием бывшего в употреблении цилиндра. Хонингование оставляет поцарапанную поверхность, на которой должна быть отчетливая штриховка. С другой стороны, бывший в употреблении цилиндр будет иметь гладкий полированный вид с гораздо меньшей видимой штриховкой в зависимости от степени износа цилиндра.
Таким образом, идеальная поверхность отверстия цилиндра должна по существу дублировать это состояние. Используя правильную процедуру хонингования, вы можете добиться такой обработки поверхности, которая позволит кольцам быстро садиться с минимальным износом и удерживать масло, чтобы кольца получали надлежащую смазку.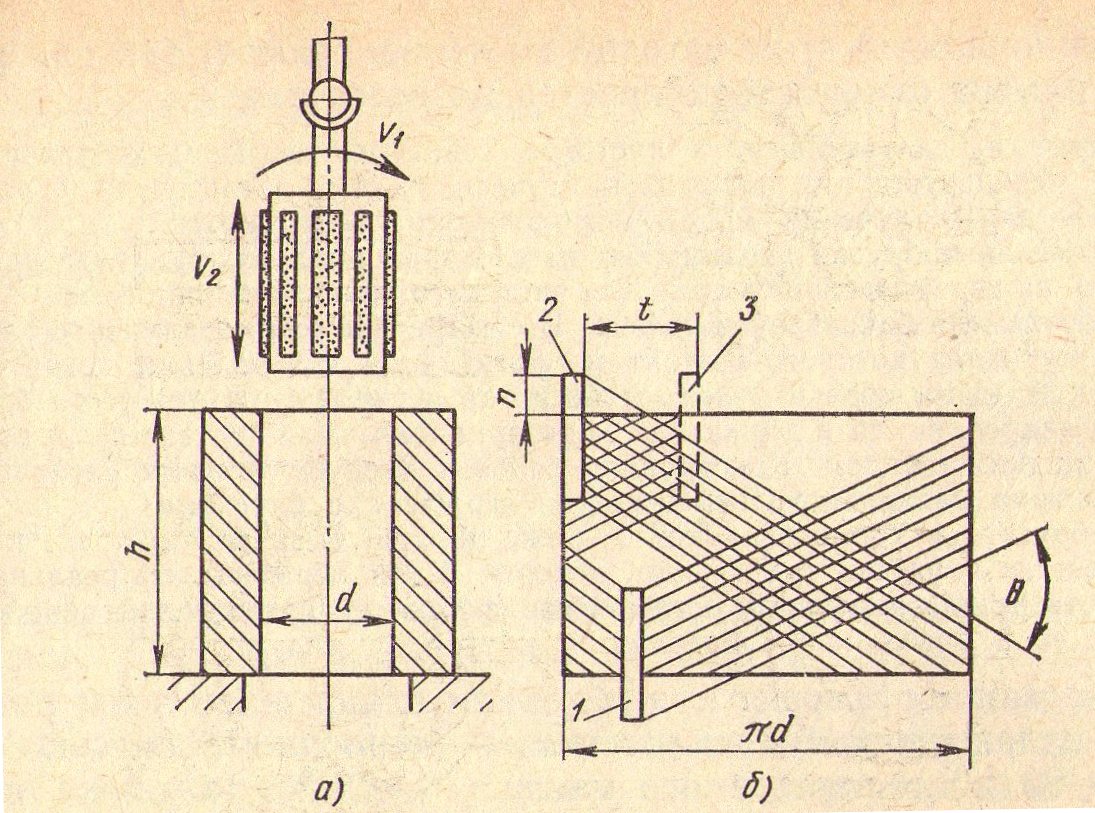
Чтобы свести к минимуму образование острых выступов на поверхности, цилиндры должны быть окончательно отшлифованы камнями с относительно мелкой зернистостью. Чем мельче зернистость, тем ровнее поверхность.
Все о «Rs»
Средняя шероховатость поверхности называется «Ra» и обычно указывается в микродюймах (1 микродюйм равен одной миллионной части дюйма, или 0,000001 дюйма). нужен электронный прибор, называемый профилометром, который водит стилусом с алмазным наконечником по поверхности для измерения размера и распределения пиков и впадин.
Как мы уже говорили ранее, многие OEM-производители и производители колец указывают чистоту поверхности колец с молибденовым покрытием от 15 до 20 Ra, что может быть достигнуто путем окончательного хонингования брусками с зернистостью #280. Чугунные и хромированные кольца могут выдерживать несколько более грубую обработку поверхности (от 20 до 35 Ra), поэтому для получения этого типа отделки можно использовать камни с более крупной зернистостью #220.
К сожалению, один Ра мало что говорит о фактическом профиле поверхности. Финишная обработка отверстия с высокими пиками и глубокими впадинами может иметь такое же среднее число шероховатости, что и финишная обработка с короткими пиками и неглубокими впадинами. Для точного анализа поверхности необходимо больше цифр:
- Rpk — высота пика.
- Рвк — глубина долин.
- Rk — средняя глубина шероховатости керна, основанная на измерениях Rpk и Rvk. Поверхность с низким значением Rk будет иметь характеристики длительного срока службы.
- Rmax — это максимальное значение полного размаха, взятое для пяти образцов.
- Rz — среднее значение максимального значения размаха, полученное для пяти образцов.

- Rz — среднее значение максимального значения размаха, полученное для пяти образцов.
Когда все эти числа взяты вместе, получается более полная картина того, как на самом деле выглядит поверхность. Некоторые профилометры могут использовать эту информацию и строить график, показывающий площадь опоры на поверхности. Это называется «кривой Эбботта-Файрстоуна». Кривая отображает высоту профиля по вертикальной оси и процент контакта с поверхностью по горизонтальной шкале. Чем более пологая кривая и чем больше площадь, ограниченная кривой, тем лучше качество поверхности.
Более простой способ определить, соответствует ли чистота поверхности всем «правильным» номерам, — это сравнить различные номера «R» со спецификациями OEM и производителями колец. Цифры подскажут вам, имеет ли поверхность надлежащую глубину штриховки, достаточную площадь опоры для правильной поддержки колец и достаточно ли она гладкая, чтобы свести к минимуму износ колец в процессе посадки.
Плоская отделка отверстия цилиндра является хорошей, поскольку она сочетает в себе все «хорошие» показатели: малую высоту пика (Rpk), большую опорную поверхность (кривая Abbott-Firestone) и адекватную штриховку впадины (Rvk) для хорошего качества. маслоудержание и смазка колец.
маслоудержание и смазка колец.
Согласно рекомендациям одного производителя хонинговального оборудования, «хорошая» обработка отверстия должна иметь значения Rmax и Rz, примерно в 10 раз превышающие число Ra. Если числа Rmax или Rz меньше одной седьмой числа Ra, поверхность покрыта глазурью и не будет удерживать масло. Если Rmax или Rz более чем в 12 раз превышает число Ra, на поверхности слишком много глубоких царапин.
Вот некоторые «хорошие» показатели обработки отверстий, к которым следует стремиться от производителей бурового оборудования:
- Ra от 12 до 24
- Rpk от 6 до 24
- Рвк 20 до 80
- От 28 до 48 рандов
Для сравнения, вот некоторые рекомендуемые номера от поставщиков поршневых колец для автомобильных двигателей:
- Ра от 10 до 20
- 10-20 шт.

- 10-20 шт.
- Рвк 30 до 60
- От 25 до 50 рандов
Некоторые производители высокопроизводительных двигателей используют несколько более высокие числа «Rvk» (глубина впадины) в крестовине, чтобы улучшить удержание масла в высокооборотных двигателях.
Пленка для факса
Другим полезным инструментом для оценки чистоты поверхности является «пленка для факса». Хотя немногие производители нестандартных двигателей используют эту технику, большинство OEM-производителей, а также некоторые PER считают ее чрезвычайно полезной для выявления определенных видов проблем с отделкой.
После хонингования и промывки цилиндров на поверхность отверстия помещается небольшой кусочек тонкой полиэтиленовой пленки с растворителем, размягчающим пленку. Это позволяет пленке делать оттиск поверхности отверстия. Затем пленку удаляют и исследуют под микроскопом при 100-кратном увеличении, чтобы проверить наличие чрезмерного порванного или складчатого металла, полировки или остекления, внедренных частиц и мусора. Это также позволяет легко точно измерить точный угол штриховки.
Затем пленку удаляют и исследуют под микроскопом при 100-кратном увеличении, чтобы проверить наличие чрезмерного порванного или складчатого металла, полировки или остекления, внедренных частиц и мусора. Это также позволяет легко точно измерить точный угол штриховки.
Процедуры хонингования
Когда цилиндры расточены до увеличенного размера, они обычно расточены или черново-хонингованы с точностью около 0,0025? до 0,003? окончательного размера для окончательного хонингования. Этап окончательного хонингования удаляет сломанный и порванный металл и обеспечивает вид поверхности и штриховки, о которых мы говорили.
Используются ли абразивы на керамической основе, алмазы на металлической связке или CBN (кубический нитрид бора) для финишной заточки цилиндров, не имеет значения, если окончательная геометрия поверхности соответствует требуемым числам. Большинство OEM-производителей и заводов по ремонту двигателей используют алмазы для хонингования цилиндров, потому что это повышает стабильность и снижает затраты на хонингование.
За последние годы характеристики хонингования алмазных точильных брусков улучшились благодаря изменениям, внесенным в матрицу, поддерживающую алмаз. Некоторые камни в настоящее время используют обработку поверхности титаном, которая замедляет эрозию поддерживающей матрицы. Это улучшает режущее действие камня, что, в свою очередь, снижает склонность алмаза «пропахивать» металл. В результате на поверхности остается меньше рваного и складчатого мусора, а общее качество поверхности улучшается. Следовательно, многие из двигателей, которые строятся сегодня, оттачивают алмазными камнями.
Как правило, сегодня большинство заводов по ремонту двигателей используют алмазные бруски с зернистостью 320 или 400, а затем чистят щеткой с помощью плоского хонинговального инструмента с зернистостью 180. Камни #400 оставляют шероховатость от 24 до 30 Ra, которая после чистки щеткой снижается до 20 Ra или меньше.
Сменные камни доступны во многих составах, подходящих ко всем популярным моделям оборудования.
Геометрия отверстия
Хорошая геометрия отверстия также важна для надлежащего кольцевого уплотнения. Вы должны быть особенно осторожны с контролем уровня масла в двигателях последних моделей, потому что масляная горелка может загрязнить кислородный датчик и каталитический нейтрализатор. При рабочей температуре каждое отверстие должно быть как можно более круглым с небольшим конусом или без отклонения по вертикали. Деформация отверстия препятствует прилеганию колец к стенкам цилиндра и позволяет маслу проходить через кольца, а также компрессию (выброс газов). Деформация отверстия происходит в основном в верхней части цилиндра, когда болты головки затягиваются. Изменения температуры охлаждающей жидкости и циркуляции в блоке также могут вызвать искривление отверстия, как и нормальное и ненормальное давление сгорания.
Чтобы получить как можно более круглое отверстие, двигатели с тонкостенными отливками следует хонинговать с помощью тяжелой стальной пластины крутящего момента и прокладки головки блока цилиндров, прикрученной болтами к блоку. Тормозная пластина имитирует нагрузку, воздействующую на блок при установленной головке, что позволяет оттачивать отверстие до более точных размеров. Многие производители высокопроизводительных двигателей даже пропускают горячую охлаждающую жидкость через блок, пока он хонингуется, чтобы имитировать реальные рабочие условия.
Тормозная пластина имитирует нагрузку, воздействующую на блок при установленной головке, что позволяет оттачивать отверстие до более точных размеров. Многие производители высокопроизводительных двигателей даже пропускают горячую охлаждающую жидкость через блок, пока он хонингуется, чтобы имитировать реальные рабочие условия.
Искажение канала может быть описано уровнями «порядка». Отверстие первого порядка — это отверстие идеально круглой формы без деформации в любом направлении. Отверстие второго порядка имеет овальную деформацию, обычно вызванную ошибками обработки или теплопередачей. Кольца обычно могут выдерживать некоторую деформацию второго порядка, приспосабливаясь к отверстию. Но чем ниже натяжение кольца, тем меньше способность кольца соответствовать деформации отверстия. Искажение третьего порядка приводит к отверстию треугольной формы и обычно вызывается комбинацией искажений второго и четвертого порядка. Искажение четвертого порядка — отверстие в форме листа клевера или квадрата. Этот тип искажения вызван расположением болтов головки.
Этот тип искажения вызван расположением болтов головки.
Величина искажения может варьироваться от почти нуля до нескольких тысячных дюйма! При нынешних узких зазорах между поршнем и стенкой даже 0,0005? искажения отверстия может быть слишком много в некоторых приложениях. Так что чем круглее отверстие, тем лучше. Некоторые производители высокопроизводительных двигателей не хотят видеть искажение отверстия меньше плюс-минус 8 микрон (0,000003?)! А плоское покрытие следует использовать только в том случае, если искривление отверстия меньше 0,01 мм (0,0004?).
Штриховка
Большинство OEM-производителей и производителей колец утверждают, что угол штрихов в штриховке должен составлять около 45° друг к другу или от 22° до 32° к горизонтальной поверхности деки. Угол поперечной штриховки должен быть одинаковым по всей длине цилиндра и не сплющиваться ни с одного конца.
Если угол штриховки слишком большой, кольца могут прокачивать масло или подвергаться чрезмерному вращению, что ускорит износ колец и поршневых площадок. Если угол штриховки слишком мал, это может привести к храповому эффекту, так как кольца проходят по впадинам, препятствуя надлежащей смазке колец.
Если угол штриховки слишком мал, это может привести к храповому эффекту, так как кольца проходят по впадинам, препятствуя надлежащей смазке колец.
Правильная штриховка также будет иметь достаточно впадин для удержания масла, но не слишком много масла. Секрет здесь заключается в том, чтобы получить правильное количество оставшегося объема масла (называемого «Vo»). Если царапины на поперечной штриховке слишком глубокие или слишком много впадин (недостаточно пиков и опорной поверхности), двигатель будет расходовать масло. Чем больше остаточный объем масла (Vo), тем выше расход масла. Это может быть вызвано финишным хонингованием слишком крупными камнями (#150 или меньше). С другой стороны, если царапины в виде поперечной штриховки слишком мелкие или на поверхности отверстия слишком много плато, объема оставшегося масла может оказаться недостаточно для поддержания смазки колец, что приведет к ускоренному износу колец и цилиндров. Это может быть вызвано финишным хонингованием слишком мелкими камнями (#400 или выше).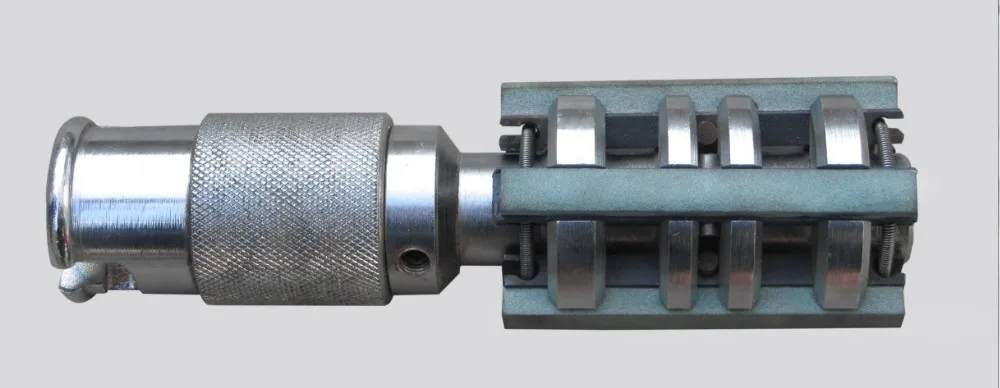
Изменение скорости вращения шпинделя и скорости хода вашего хонинговального станка приведет к изменению штриховки.
Чистота
Статья об отделке цилиндров не будет полной, если сказать несколько слов о чистоте. Все ваши усилия по созданию идеальной поверхности отверстия, штриховки и почти идеальной геометрии могут быть сведены на нет, если цилиндры не будут тщательно очищены после хонингования. Очистка горячей мыльной водой по-прежнему является одним из лучших способов удаления остатков хонингования, которые могут вызвать проблемы с кольцами, если они останутся в цилиндрах. Некоторые производители двигателей говорят нам, что они даже делают второй этап очистки, который включает протирание каждого цилиндра ATF или распылением смазочного масла, чтобы удалить все, что могло быть пропущено мыльной водой.
В качестве окончательной проверки качества вы можете проверить цилиндры под вакуумом, чтобы убедиться, что кольца обеспечивают надлежащее уплотнение после сборки двигателя.
Другие наиболее читаемые статьи…
ПТСР в отношениях: боль, оттачивание и исцеление через | by Nappy Head Club
Чтение: 5 мин.·
3 февраля 2022 г. В течение последнего года мне пришлось расстаться с отношениями, от которых я зависела последние 5 лет своей жизни. За эти 5 лет я еще ни в чем не был так уверен. Среди потерь я задавался вопросом, был ли я хорошим и вообще способен ли любить. Эти первичные отношения были моим первым настоящим обменом глубиной моей человечности с другим существом. В это время я страдал от посттравматического стрессового расстройства, связанного с отказом; раскрывая своих демонов недостойности, одиночества и стыда. Но в любви мы по своей сути рискуем, мы подвергаем себя возможным потерям. Я держалась за эти отношения, потому что не хотела страдать под тяжестью недостойности. Я не хотел возвращаться к своим диким привычкам кусать и царапать свой путь обратно к любви к себе. Я полагался на отношения, которые определяли его для меня, что держало меня в самоуспокоенности в моей собственной свободе действий, держало меня в зависимости от человечности другого, чтобы представлять мою ценность. Любовь означает держать крепко или отпустить.
Любовь означает держать крепко или отпустить.
По мере появления триггеров найдите утешение в этих инструментах и предложениях для тех, кто надеется отточить и излечиться от посттравматического стресса в отношениях:
- Отдых. За выходными ранами нужно ухаживать, кладя свои кости, чтобы сохранить энергию для вашего воскрешения… когда вы будете готовы. Потратьте время, чтобы перезарядиться и искупить свой дух. Слушайте свои мечты. Я знаю, что провел первые пару недель после многих бессонных ночей, отчаянно нуждаясь в моменте облегчения, и эти моменты просачивались, когда я посвящал время отдыху.
- Уважайте свое беспокойство . Когда эти чувства возникают, осмеливаясь взять на себя управление, дышите. Тебе хватит. Вам нечего доказывать и вы никому ничего не должны. Вы должны только себе. Моя тревога возникает, когда мое тело пытается общаться со мной, но сосуды забиты блокировками и барьерами, что затрудняет передачу сообщения.
 Эти блокировки имеют нюансы.
Эти блокировки имеют нюансы. - Прочистить засоры . Будьте нежны с собой, вернитесь к своим ритуалам заземления и почувствуйте себя хорошо. Чтобы устранить блокировки в моем сосуде, я должен был сначала признать их, а затем взять на себя обязательство внедрить их ратификацию в свою повседневную практику.
- Разрешите себе открывать новые истины в свободное время. Приветствуйте этот новый образ жизни, даже если он кажется вам неудобным. Сидеть с обжигающим жаром. Вы срезаете острые края, а это требует времени. Разоблачая себя, снимая слои моей утраты и тонкие вариации, в которых она проявляется в моих взаимодействиях, я прибыл на неизвестную территорию. Неизвестная территория ознаменует себя новыми истинами.
- Требуйте остаточной боли и осколков. То, что человека больше нет, не означает, что болезненные обломки исчезли. Я должен был заявить, что для себя, хотя то, что находится внутри, я все еще боялся.
 Чтобы претендовать на это, я должен был изучить его внутреннюю работу. Я боялся, что это просочится в мой следующий союз и заразит мою любовь. Долгое время обломки состояли из боли моей биологической матери, ее боли, которую я решил нести как свою собственную, эта боль построила дом внутри моих костей и заняла больше места, чем я когда-либо хотел бы признать в моем сердце. тело. За последние пару лет после воссоединения с ней я понял, что это не мое. Осознав это, я смог простить. Не только ее, но и меня, и маленькую девочку внутри меня, ставшую жертвой ее покинутости.
Чтобы претендовать на это, я должен был изучить его внутреннюю работу. Я боялся, что это просочится в мой следующий союз и заразит мою любовь. Долгое время обломки состояли из боли моей биологической матери, ее боли, которую я решил нести как свою собственную, эта боль построила дом внутри моих костей и заняла больше места, чем я когда-либо хотел бы признать в моем сердце. тело. За последние пару лет после воссоединения с ней я понял, что это не мое. Осознав это, я смог простить. Не только ее, но и меня, и маленькую девочку внутри меня, ставшую жертвой ее покинутости. - Изучите свои пороки и реструктурируйте их во вред. Для меня страх потери и сама потеря в реальном времени были тем фактором, который побуждал меня вести себя неискренне для моей души. Те, кто вошел в мой ближний круг и угрожал мне своим отсутствием, не достойны моей любви. Но, узнав об этом, я перестроил свою реакцию на это. Теперь потеря позволяет мне призвать дух, чтобы он напомнил мне о моей стойкости, и отдаюсь его нежным рукам, чтобы вернуть меня к питанию.
 Я могу сдаться каждой фазе, через которую меня выбрали пройти. Я понимаю и принимаю, что обломки возникнут снова, и когда они появятся, я не забуду верить, что все, что мне нужно, уже есть во мне, доверять всему прогрессу, которому я посвятил себя. Возможно, мне придется проявить терпение, чтобы переместить его, но он там, ждет, чтобы прорваться через все мои недавно украшенные трещины и складки.
Я могу сдаться каждой фазе, через которую меня выбрали пройти. Я понимаю и принимаю, что обломки возникнут снова, и когда они появятся, я не забуду верить, что все, что мне нужно, уже есть во мне, доверять всему прогрессу, которому я посвятил себя. Возможно, мне придется проявить терпение, чтобы переместить его, но он там, ждет, чтобы прорваться через все мои недавно украшенные трещины и складки. - Прими горе и позволь процессу идти своим чередом. Вы заслуживаете скорби. Единственный путь — через. Не торопите себя в процессе только потому, что он глубоко ранит. Единственный путь — через. Я заставил себя вести себя определенным образом в рамках нашего партнерства, чтобы защитить себя от него. Я понял, что не только отчаянно окаменел от горя, но и стал зависимым от боли. В любых отношениях мы находимся не только в союзе с нашим возлюбленным, но и в союзе с собой, поэтому крайне важно ставить свои потребности на первое место.
По мере того, как вы выполняете эти шаги и по мере появления триггеров, находите утешение в этих инструментах и предложениях для тех, кто надеется отточить и исцелиться от посттравматического стресса в отношениях:
В эти дни я собираю все свое мужество.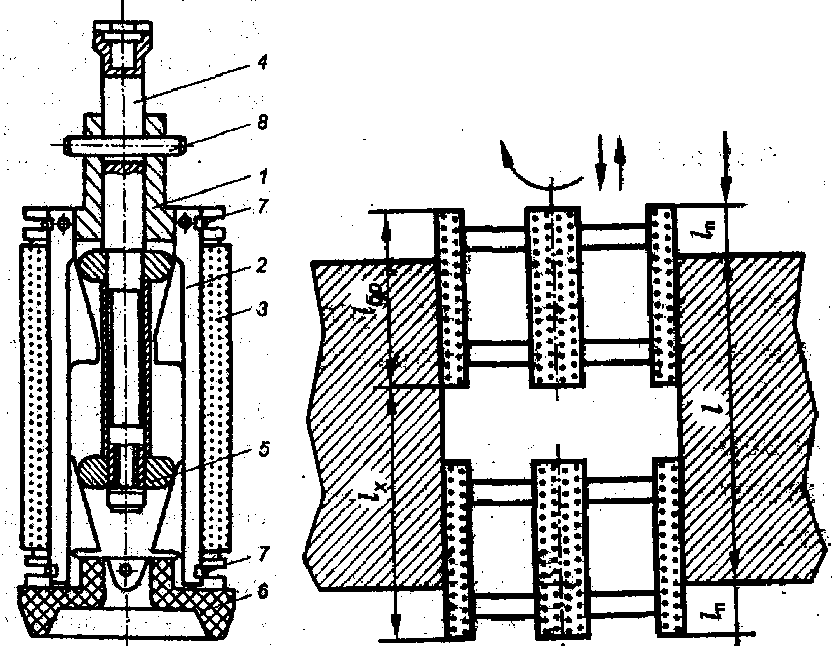 Переписываю свой позор. Я учусь любить снова с кем-то новым. Женщина, которую я люблю, жестока. Форма мокрого фрукта. Она смотрит на меня глазами, как лимонная корка, я позволяю себе раствориться в ней. Теперь я знаю, как пережить бурю с хорошей женщиной. Я вижу ее, когда свет падает на край ее щеки, делая ее лицо полузолотым. Благодаря исцелению я доверилась истине, открыла себя и отдалась риску снова полюбить. На этот раз я не влюбился, пока люди смотрели, я влюбился сам. Чтобы быть в настоящем моменте, я наклоняюсь и ловлю себя на том, что улыбаюсь, раскалываюсь, отдаюсь процессу развития страсти и удовольствия. По мере того, как я продолжаю расти в любви, я наблюдаю, как открываются небеса и моря начинают подниматься над моим нежным подбородком. Вот я твердо стою в своем новом теле; построенный сейчас для воды. Я слышу, как моя бабушка улыбается. Я даю обет посвятить себя заботе. Если мы все свяжем свои рты, мы никогда больше не познаем жажды, и наша кожа сожмется в мягкой капитуляции, и наши губы раскроются в славе.
Переписываю свой позор. Я учусь любить снова с кем-то новым. Женщина, которую я люблю, жестока. Форма мокрого фрукта. Она смотрит на меня глазами, как лимонная корка, я позволяю себе раствориться в ней. Теперь я знаю, как пережить бурю с хорошей женщиной. Я вижу ее, когда свет падает на край ее щеки, делая ее лицо полузолотым. Благодаря исцелению я доверилась истине, открыла себя и отдалась риску снова полюбить. На этот раз я не влюбился, пока люди смотрели, я влюбился сам. Чтобы быть в настоящем моменте, я наклоняюсь и ловлю себя на том, что улыбаюсь, раскалываюсь, отдаюсь процессу развития страсти и удовольствия. По мере того, как я продолжаю расти в любви, я наблюдаю, как открываются небеса и моря начинают подниматься над моим нежным подбородком. Вот я твердо стою в своем новом теле; построенный сейчас для воды. Я слышу, как моя бабушка улыбается. Я даю обет посвятить себя заботе. Если мы все свяжем свои рты, мы никогда больше не познаем жажды, и наша кожа сожмется в мягкой капитуляции, и наши губы раскроются в славе.