


Можно ли заводить с толкача инжекторную машину (инжектор)? Рекомендации механика. Как правильно заводить исправную инжекторную машинку, касается только бензина, в сильные морозы
Знать особенности холодного пуска двигателя – обязанность каждого водителя, проживающего в средней и северной полосе России
Пришла зима и вопрос о том, как правильно заводить машину в мороз, стал необыкновенно актуален для наших автолюбителей. Даже если у вас большой стаж вождения, обновить знания не будет лишним, ведь остаться без своего «железного коня» в разгар морозов – слабое удовольствие. Для успешного пуска двигателя при температурах ниже -25 градусов Цельсия существует несколько рекомендаций. Это не панацея, и, если в системах авто имеются какие-то явные или неявные неисправности, пуск может быть осложнен. Воспользуйтесь услугой « » и узнайте возможные неисправности. И если с машиной все в порядке, то вероятность успешного пуска очень высока.
Важная информация:
Если у вас случились проблемы с – обращайтесь к нам за консультацией.
Видео
Также есть и конкретные особенности того, как заводить машину зимой, в зависимости от ее конфигурации:
- инжектор,
- карбюратор,
- коробка-автомат,
- дизельный двигатель и т.д.
Но, поскольку наиболее популярные авто – это машины с АКПП и инжектором, то о них и поведется отдельный разговор. Но помните, что излишняя фанатичность в этом деле может привести даже к тому, что вам понадобится . Так что, если машина категорически не заводится, лучше обратиться к специалистам.
Главная особенность холодного пуска – не торопиться и делать все спокойно и последовательно, прислушиваясь к своему авто
Как заводить машину автомат в мороз
Начнем с того, как заводить машину «автомат» в мороз. Основное отличие от МКПП здесь заключается в том, что авто нельзя завести «с троса», поскольку коробка-автомат не оставляет такой возможности. Кроме этого осложняется буксировка такого авто. В минусовые температуры трансмиссионное масло в АКПП густеет и буксировать «замерзший» автомобиль в бокс или сервис крайне нежелательно.
«Прикуривать» авто просто: подсоедините красный провод к плюсовым клеммам авто, а черный к минусовым клеммам, затем выждите пару минут и пробуйте заводить
Многие не знают, как правильно завести машину с коробкой-автоматом в мороз и начинают использовать те же приемы, что и в авто с МКПП, например выжимать педаль сцепления. Это совсем не обязательно. Если селектор стоит в положениях «P» или «N» АКПП никак не участвует в запуске. Кстати, если после нескольких попыток даже при рабочем АКБ стартер прекрасно крутит, но авто «не схватывает», то с большой вероятностью залиты свечи. Их надо извлечь и прокалить или поменять.
Такие свечи не годятся для пуска, а если они залиты бензином, то они будут еще и мокрыми
Как правильно заводить в мороз инжектор
Данная таблица поможет вам разобраться в том, как правильно заводить в мороз инжектор.
Надеемся, наш материал помог вам разобраться в том, как завести машину с инжектором в холод, и проблем у вас не возникнет!
Надеемся, что ваш авто вас не подведет и прибегать к помощи специалистов не потребуется
ОСТАВЬТЕ ВАШ ТЕЛЕФОН
и мы свяжемся с вами через 15 минут
Злые морозы влияют на все живое и не только. Владельцы автомобилей не понаслышке знают, как сложно порой завести свою «ласточку» при минусовых температурах воздуха. Многочисленные попытки традиционного запуска даже самого безотказного двигателя зачастую заканчиваются провалом и полной разрядкой аккумуляторной батареи.
Чтобы исключить подобные последствия нужно знать несколько простых секретов и хитростей того, как правильно заводить машину в мороз.
Почему сложно завести машину зимой
Чтобы понять специфику запуска мотора в холодную пору, нужно разобраться в основных причинах, которые усложняют этот процесс. Чаще всего трудности возникают из-за таких явлений:
- замерзание аккумулятора;
- повышенная вязкость смазочных материалов;
- образование конденсата в топливных системах;
- окись проводки;
- проблемы с охлаждающей жидкостью.

Химические элементы батареи при минусовых температурах теряют свою активность. Поэтому, чем ниже опускается показатель термометра, тем медленнее происходят все свинцово — кислотные реакции.
При температуре воздуха -18°-20°С, фактическая отдача составляет около 40 % от всего ресурса. А работоспособность «подсевшей» батареи при сильных морозах вообще сводится к минимуму. Поэтому, на ночь АКБ лучше заносить в помещение с плюсовыми температурами.
Видео — как завести замерзший автомобиль («Главная дорога»):
У смазочных материалов при минусовых температурах заметно повышается вязкость, что увеличивает сопротивление вращению коленчатого вала и других механизмов. Следовательно, в пусковой момент нагрузки на едва «живой», замерзший аккумулятор сильно возрастают, в результате чего он быстро садится. Использование зимнего масла существенно снизит сопротивление вращающихся механизмов, чем увеличит производительность стартера.
Еще одной серьезной проблемой может стать образование конденсата в узлах топливной системы. Капли воды, содержащиеся в бензине или солярке, при замерзании создают пробки, которые препятствуют нормальному поступлению топлива в камеры сгорания. Предотвратить такое явление можно, используя зимнее топливо и специальные присадки к нему. Заправляться желательно только на проверенных АЗС.
Капли воды, содержащиеся в бензине или солярке, при замерзании создают пробки, которые препятствуют нормальному поступлению топлива в камеры сгорания. Предотвратить такое явление можно, используя зимнее топливо и специальные присадки к нему. Заправляться желательно только на проверенных АЗС.
Видео — какие устройства помогают завести машину в мороз без проблем:
Окись клемм и контактов чаще всего случается при частых перепадах температуры. При заглушенном моторе провода принимают температуру окружающей среды, а во время эксплуатации транспортного средства нагреваются. Это приводит к окислению и нарушению прочности контактов, что также может повлиять на нормальный запуск.
Для предотвращения такой ситуации необходимо периодически зачищать клеммы округленным надфилем, а все крепежи выполнять качественно.
Видео — возможные проблемы после неправильного запуска авто зимой:
Охлаждающая жидкость имеет рабочий температурный предел, при одолении которого она может замерзнуть.
Эксплуатация автомобиля с подобной поломкой становится недопустимой. Во избежание таких последствий, технические характеристики используемой жидкости должны соответствовать климатическим особенностям региона.
Как правильно завести машину в мороз
Видео о том как правильно завести автомобиль в мороз:
Достичь цели максимально быстро можно, придерживаясь определенной последовательности выполнения всех действий.
- Если аккумулятор длительное время находился на улице, то перед запуском двигателя необходимо включить на несколько секунд все электрооборудование транспортного средства (дальний свет, печку, аварийную сигнализацию и т.д.). Резкая нагрузка на батарею заставит «пробудиться» и начать взаимодействовать все ее элементы.
- Несколькими нажатиями педали газа следует обеспечить подачу топлива в цилиндры. В машинах, оборудованных ручным подсосом, можно частично или полностью закрыть заслонку, вытащив ручку на себя.

- Заводить машину нужно на нейтральной передаче при выжатом сцеплении. Это позволит сэкономить энергию на проворачивание валов и шестеренок коробки передач.
- Все попытки запуска двигателя должны быть краткими (3-5 секунд) с полуминутными перерывами. Длительное вращение стартера может быстро разрядить аккумулятор, залить и т.д.
- При достижении цели, прогревать мотор следует на средних оборотах. Отпускать педаль сцепления нужно плавно по истечению 15-20 секунд.
Правильный запуск дизеля
Основная проблема дизельных двигателей – замерзание топлива. Добавление в горючее керосина из расчета 1: 5 решит этот вопрос. А упростить запуск дизельного мотора можно, придерживаясь следующего алгоритма действий:
- Установка ключа в предпоследнее положение необходима для прогревания свечей накала. Выполнение этой процедуру три – четыре раза позволит «разбудить» аккумулятор.
- Подсос (если имеется) следует полностью установить на «минимум».

- Выжав сцепление, можно начинать крутить стартер. Продолжительность его вращения для дизельного мотора составляет примерно 10 секунд. А в случаях, когда машина подает признаки «жизни» лучше всего крутить стартер до победного конца.
- Обеспечивать подачу топлива необходимо плавными нажатиями педали газа. Здесь важно не перестараться, так как холодная солярка плохо распыляется и может литься в камеру сгорания струей, что очень нежелательно.
- Если мотор завелся, прогревать его следует на оборотах 1500. Удерживать педаль сцепления выжатой нужно еще около половины минуты. Если отпустить ее сразу, то есть риск заглохнуть.
Видео о запуске дизельного двигателя в мороз:
Потребление тока при пусковом моменте дизельного агрегата в полтора — два раза выше, чем у карбюраторного, поэтому завести его можно только при условии хорошей зарядки АКБ.Особенности инжекторных двигателей
Заводить такие автомобили необходимо тем же методом, что и карбюраторные. Отличительная особенность заключается в том, что для инжектора первоначально требуется трехкратное включение/выключение зажигания. Эта процедура позволит бензонасосу максимально наполнить топливную магистраль. Работать педалью газа при этом следует очень умеренно.
Отличительная особенность заключается в том, что для инжектора первоначально требуется трехкратное включение/выключение зажигания. Эта процедура позволит бензонасосу максимально наполнить топливную магистраль. Работать педалью газа при этом следует очень умеренно.
Видео — как завести машину в сильный мороз:
Если же машина наотрез отказывается заводиться, то с помощью медицинского шприца нужно ввести один кубик эфира в резинку воздушного патрубка. Прокалывать дырку необходимо максимально близко к дроссельному узлу.
Важно! Прибегать к такому способу следует только в случаях крайней необходимости, так как передозировка эфира чревата серьезными поломками.
Как заводить машину с АКПП
Главным фактором, влияющим на технологию запуска двигателя при минусовых температурах, является не тип коробки передач, а вид потребляемого топлива. Заводить машины, оснащенные АКПП, нужно руководствуясь правилами, подходящими для конкретного типа мотора (карбюратор, дизель или инжектор).
Единственной особенностью машин с АКПП является то, что у них отсутствует педаль сцепления, поэтому дополнительно выжимать ничего не нужно. Кроме того, в случаях неудачных попыток, транспортное средство с МКПП можно попробовать завести с толкача. Автомобили, такому методу не поддаются.
Что делать, если сел аккумулятор
Если зарядки аккумулятора оказалось недостаточно для вращения маховика, можно попробовать завести машину методом буксировки или с помощью заводной ручки, либо же воспользоваться энергией АКБ рядом находящегося транспортного средства — « » (понадобятся специальные пусковые провода).
Если же острой необходимости выезда нет, можно попытаться :
- Батарею необходимо занести в теплое помещение и дать ей «оттаять». Крайне нежелательно использовать для ускорения процесса нагревательные приборы (фены, обогреватели и т.д.)
- После акклиматизации АКБ нужно отвинтить верхние крышки банок и проконтролировать наличие электролита в них.
Если его уровень окажется низким, то необходимо долить в банки дистиллированную воду. С помощью аэрометра и других приспособлений следует проверить и откорректировать плотность электролита.
- Поставить батарею на зарядку на несколько часов.
Внимание! При обслуживании аккумулятора нужно строго соблюдать комплекс мер по безопасности, а все процедуры проводить с определенной последовательностью.
Как это ни странно звучит, но в зимнее время любой инжекторный бензиновый двигатель, который имеет современное электронное зажигание, инжекторы, бортовой компьютер и более жидкое синтетическое масло, завести гораздо труднее, чем карбюраторный двигатель. Это связано с многими причинами, на которых нужно остановиться поподробнее.
Большая часть автомобилей, которые уже имеют современные инжекторные двигатели, имеют бортовые компьютеры, которые позволяют мгновенно перестроиться системе зажигания, как только всерьез и надолго устанавливаются морозы. Такой компьютер позволяет трамблеру сдвинуть угол зажигания в нужные параметры. И если вся система отрегулирована должным образом, и бортовой компьютер не имеет дополнительных прошивок, то инжекторный двигатель, как правило, с трудом но заводится. Но ситуация усугубляется и тем, что на наших бескрайних просторах присутствуют два фактора: плохой бензин и сильные морозы, тогда как инжекторные двигатели первоначально рассчитаны на применение в более умеренном климате.
Такой компьютер позволяет трамблеру сдвинуть угол зажигания в нужные параметры. И если вся система отрегулирована должным образом, и бортовой компьютер не имеет дополнительных прошивок, то инжекторный двигатель, как правило, с трудом но заводится. Но ситуация усугубляется и тем, что на наших бескрайних просторах присутствуют два фактора: плохой бензин и сильные морозы, тогда как инжекторные двигатели первоначально рассчитаны на применение в более умеренном климате.
Первой причиной незавода инжекторного двигателя является, как это ни странно, недостаток горючего. В этом виноват обратный клапан в топливной рейке, где по умолчанию должен постоянно находиться бензин. Если в авто не имеется обратного клапана, который отвечает за поддержание оптимального количества бензина непосредственно в топливной рейке, то это будет означать одно — что к утру весь бензин, которые находился возле двигателя, вернется обратно в бензобак. И сколько бы не гоняли стартер, все равно — двигатель будет плохо заводиться. То есть стартер включился, но инжекторы пока остаются сухие. Чтобы раньше времени аккумулятор не сел, то заводить инжекторный двигатель нужно следующим образом: провернуть ключ зажигания, подождать пока не заработает электрический бензонасос и только потом нажимать на педаль газа. Если первоначально провернуть ключ зажигания скажем 3-4 раза, то можно будет быть уверенным, что давление бензина в топливной рейке окажется опять штатным и двигатель сможет с легкостью завестись.
Но если двигатель не заводится и после этого, то нужно обратить внимание на бортовую электрику. Вынимаем высоковольтный провод и подносим его к алюминиевой головке блока двигателя. Если имеется мощная и голубая искра, то можно будет считать, что напряжение имеется и дело за свечами зажигания. Берем свечной ключ и поочередно откручиваем все свечи. Затем относим домой, к газовой плите и калим до тех пор, пока весь образовавшийся нагар не исчезнет. Для получения более чистых электродов, водителю будет полезно воспользоваться специальной металлической щеткой, которой и придется пройтись по электродам свечи, после того как они пройдут курс несильного каления (достаточно 10-15 минут). Затем как останется вновь закрутить свечи зажигания на место, подсоединить высоковольтные провода и провернуть ключ зажигания. Если все вышеперечисленные советы были проделаны со всем тщанием и внимательностью, то можно будет не сомневаться, что любой инжекторный двигатель заведется с первого раза. Диагностическое ооборудование
Затем как останется вновь закрутить свечи зажигания на место, подсоединить высоковольтные провода и провернуть ключ зажигания. Если все вышеперечисленные советы были проделаны со всем тщанием и внимательностью, то можно будет не сомневаться, что любой инжекторный двигатель заведется с первого раза. Диагностическое ооборудование
Когда за окном сильный мороз, выполнить запуск двигателя порой очень сложно, о чем не понаслышке знает каждый автовладелец. Многочисленные попытки традиционного пуска даже самого безотказного мотора чаще всего заканчиваются полным провалом и разрядкой аккумулятора. Во избежание таких последствий, необходимо знать устройство инжектора, причины его плохого запуска, а также несколько простых советов, как правильно заводить инжектор в мороз.
Инжекторное устройство включает в себя следующие исполнительные элементы:
- Контроллер (ЭБУ).
- Электрический бензонасос.
- Форсунки.
- Регулятор давления.
- Датчики.
Что касается схемы работы инжектора, то она выглядит таким образом: на датчики поступают сведения о вращении коленвала, расходе воздуха, напряжении бортовой сети, скоростном режиме, расходе топлива, детонации в двигателе, дроссельной заслонке, температуре ОЖ и так далее.
Затем контроллер, получая эти данные о параметрах транспортного средства, производит управление приборами и системами, в частности: системой зажигания, подачей топлива, системой диагностики, регулятором холостого хода и так далее. Рабочие параметры инжекторной системы впрыска систематически меняются, исходя из полученных сведений.
По каким причинам автомобиль ВАЗ инжектор плохо заводится в мороз
Существует ряд основных причин, по которым ВАЗ инжектор может плохо заводиться в морозную погоду, данные причины можно условно разделить на две группы:
- Неисправности в топливной системе.
- Неполадки в зажигании.
Безусловно, никто не станет утверждать, что данные причины исчерпывающие. Факторов, которые воздействуют на процедуру запуска мотора — вагон и маленькая тележка. К примеру, могут перегореть предохранители или, вполне возможно, ваш автомобиль попросту не подготовлен к зиме.
неполадки в топливной системе (какие и как устранить)
неполадки в системе зажигания (какие и как устранить)
перегорели предохранители
Если предохранители перегорели, автомобиль не заведется. Проверьте предохранители и замените неисправные. Кроме того, следует найти и устранить причину их перегорания.
Проверьте предохранители и замените неисправные. Кроме того, следует найти и устранить причину их перегорания.
автомобиль не подготовлен к холодному периоду (как подготовить автомобиль к зиме)
Зима — достаточно сложное время как для автомобиля, так и для автовладельца. Ведь именно в зимнее время у транспортного средства проявляются слабые места. Поэтому подготовка авто к наступлению холодов — это обязательная и неотъемлемая часть его благополучной эксплуатации.
Резина
В первую очередь, обратите внимание на резину. Специалисты рекомендуют менять шины на зимние, когда температура достигнет -7 *С, поскольку летние покрышки при такой погоде становятся жесткими, и сцепление с дорожным полотном ухудшается.
Масло
При выборе масла учтите рекомендации производителей и климат вашего региона. Каждая марка масла имеет свои обозначения. Для примера возьмем обозначение 5W30, где цифра «пять» — это температурная вязкость. А если вычесть из пяти 35, получится минимальная температура запуска. Буква W — это зима (winter). Цифра 30 обозначает высокотемпературную вязкость. Чем это число больше, тем выше вязкость масла. В морозы желательно применять масла с низкой вязкостью.
Антифриз
С наступлением морозов обязательно нужно проверить уровень антифриза. Если ОЖ недостаточно, необходимо долить ее. Антифризы имеют отличия в своем составе, который определяется по цвету. К примеру, красный запрещено смешивать с каким-либо другим видом жидкости. Желтый можно смешивать лишь с желтым. А синий и зеленый взаимозаменяемы, их можно смешивать между собой без отрицательных последствий.
Некоторые автолюбители наливают в бачок обычную воду или дистиллированную (в лучшем случае). Отметим, что она воздействует на износ помпы. Кроме того, в зимнее время вода способна вывести из строя как систему охлаждения, так и сам мотор.
Тормоза
При возможности осмотрите тормозные колодки, подтяните тросик ручного тормоза. Если колодки нуждаются в замене, осмотрите цилиндры. Наличие тормозной жидкости на их поверхности свидетельствует о том, что манжеты изношены, а значит они тоже требуют замены. Кстати, тормозную жидкость необходимо менять хотя бы раз в два года. Если использовать ее дольше, она теряет свои свойства.
Наличие тормозной жидкости на их поверхности свидетельствует о том, что манжеты изношены, а значит они тоже требуют замены. Кстати, тормозную жидкость необходимо менять хотя бы раз в два года. Если использовать ее дольше, она теряет свои свойства.
Электрооборудование
Аккумуляторная батарея, как правило, меняется через три года. К выбору необходимо подойти серьезно, поскольку из-за некачественной АКБ может появиться масса проблем с передвижением вашего автомобиля. Что касается ремня генератора, важно, чтобы на нем не было трещин и он не был поврежденным и замасленным. Хороший ремень не будет скрипеть при работе мотора. Если имеют место перечисленные проблемы, замените ремень. Кроме того, в обязательном порядке выполните проверку свечей зажигания и замените их при потребности.
Что купить для зимней эксплуатации автомобиля?
Прежде чем сесть за руль, проверьте, как функционируют системы отопления и обдува стекол, а также обогрев заднего стекла. При потребности замените дворники или купите их зимний вариант. Также желательно отрегулировать свет фар и заменить топливный фильтр. Важно помнить, что сезонный осмотр автомобиля в автосервисе является гарантией вашей безопасности.
При потребности замените дворники или купите их зимний вариант. Также желательно отрегулировать свет фар и заменить топливный фильтр. Важно помнить, что сезонный осмотр автомобиля в автосервисе является гарантией вашей безопасности.
Как завести ВАЗ инжектор в холодное время года (советы автомобилиста)
Напоследок отметим, что завести инжектор в мороз можно еще двумя способами, а именно: с толкача или методом «прикуривания». На сленге автолюбителей «прикурить» — это выполнить запуск силового агрегата или с помощью аккумулятора другого авто, или при помощи пусковой батареи. Однако будьте осторожны, так как несоблюдение условий правильного «прикуривания» может взорвать АКБ или спалить «электронный мозг» авто.
Когда водитель до последнего времени ездит на карбюраторном двигателе, и только-только переходит на современный двигатель инжекторного типа, то он с удивлением обнаруживает, что даже не в очень морозные дни инжекторный двигатель заводится гораздо хуже старого карбюраторного.
Как раньше было? На карбюраторном двигателе достаточно было немного подкачать педаль газа (это нужно для поступления бензина напрямую в карбюратор), далее провернуть ключ зажигания, при случае на себя потянуть тросик подсоса, и далее машина быстро и уверенно успевала заводиться и прогреваться. Но с инжекторными двигателям такой номер не проходит.
Почему так происходит?
Когда водитель проворачивает ключ зажигания на карбюраторном двигателе, то очень важно знать что сам карбюратор не только не начинает приготовлять правильную топливную смесь, но и то, что пары бензина вместе с искрой начинают попадать во впускной коллектор двигателя.
Но не всегда так гладко получается, и имеются свои причины незавода двигателя: окончательно сел аккумулятор, имеется слишком бедная или слишком богатая топливная смесь.
Но, говоря по существу, если мороз еще не силен (до – 20С), а минеральное масло (которое используется в отечественных автомобилях) еще не слишком сильно загустело, то исправный карбюраторный двигатель, как правило, заводится.
Но любой инжекторный двигатель, даже если он находится в порядке, может решительно не «хотеть» заводиться даже не в очень сильный мороз.
Здесь ситуация такова, что паров бензина во впускном коллекторе инжекторного двигателя вообще не наблюдается, так как топливо в таких системах попадает в цилиндры не с помощью воздушной смеси, приготовленной карбюратором, а при помощи форсунок. Конечно, для водителя, по идее, в помощь полагается бортовой компьютер автомобиля, но при наших условиях, при наших зимах даже самый совершенный бортовой компьютер может не иметь нужных прошивок, которые, по большей части, рассчитаны на более теплые зимы. Да, бортовой компьютер может давать правильные команды на какие-то доли секунд, когда при холодной погоде включается особая программа, называемой запуском холодного двигателя. Но любому водителю важно знать, что к утру в инжекторном двигателе вообще может не оставаться минимального количества бензина в топливной рейке, так как в таких системах бензин имеет свойство обычным порядком возвращаться обратно в топливный бак. Для завода в холодную погоду пригодиться отдельный инжектор холодного пуска. Иной раз его называют обратным клапаном топливной системы. Этот клапан не даст бензину слиться в топливный бак, и в топливной рейке будет постоянно находиться некоторое количество бензина.
Для завода в холодную погоду пригодиться отдельный инжектор холодного пуска. Иной раз его называют обратным клапаном топливной системы. Этот клапан не даст бензину слиться в топливный бак, и в топливной рейке будет постоянно находиться некоторое количество бензина.
Для того чтобы не возникало особых проблем с заводом инжекторного двигателя, водителю будет полезно буквально на секунду первым делом включить зажигание, чтобы начал работать бензонасос. Такую операцию нужно проделать как минимум 2-3 раза, и когда давление бензина в топливной рейке достигнет требуемого уровня, начинается проворачиваться стартер. Как правило, такой подход помогает завести инжекторный двигатель чуть ли не с первого раза.
Важно оставлять в топливном баке побольше бензина, чтобы воздух не мог конденсироваться в воду и тем самым не образовывался лед, который в свою очередь сможет и разбить бензонасос, и закупорить топливопроводы.
Как завести автомобиль на морозе
Сильный мороз, ударивший в ночь с воскресенья на понедельник, уменьшил количество водителей на столичных дорогах, а гололедица увеличила число ДТП. По прогнозам Росгидрометцентра, москвичей ожидает еще одна холодная ночь, а затем морозы пойдут на спад. «Газета.Ru» дает несколько советов, как завести с утра автомобиль и не попасть в аварию на скользкой дороге.
По прогнозам Росгидрометцентра, москвичей ожидает еще одна холодная ночь, а затем морозы пойдут на спад. «Газета.Ru» дает несколько советов, как завести с утра автомобиль и не попасть в аварию на скользкой дороге.
Фраза «машина не завелась» стала самой популярной в блогах в понедельник утром. Сильные морозы, сковавшие Москву и Подмосковье, стали причиной того, что некоторым водителям пришлось пересаживаться на общественный транспорт. По информации Росгидрометцентра, ночная температура в регионе опустилась до минус 35 градусов в Подмосковье и 32 градусов ниже нуля в столице.
Как сообщают синоптики, в ночь с 13 на 14 февраля ночная температура опустится до минус 28 градусов в Москве и до минус 30 в Подмосковье.
«Прежде чем заводить автомобиль в сильный мороз, нужно разогреть аккумулятор. Сделать это можно, включив музыку либо фары, можно поморгать дальним светом. Тут главное – не переусердствовать, иначе аккумулятор просто сядет», — говорит директор СТО «Дилижанс» Александр Пахомов.
Перед тем как завести автомобиль, необходимо выключить все электроприборы, чтобы снизить нагрузку на аккумуляторную батарею. Прежде чем завести автомобиль, необходимо на несколько секунд включить зажигание. Это необходимо для того, чтобы бензонасос закачал топливо в двигатель.
Следующим шагом будет сам пуск двигателя. Стоит помнить, что больше 10 секунд за одну попытку держать стартер нельзя, чтобы не перегреть его и не отправиться прежде времени в сервис. Если автомобиль не заводится довольно долго, можно выжать педаль газа до упора и включить стартер. Этот прием поможет продуть камеры сгорания от топлива, которое скопилось там в результате неудачных попыток завести двигатель.
«Такой прием работает только на автомобилях, оборудованных механической педалью газа, и уж тем более противопоказан машинам с автоматом. Можно запросто залить свечи», — предупреждает мастер сервисного центра «Автомир» Сергей.
Если у машины механическая коробка передач, тогда стоит включать стартер, выжав сцепление, а после того как автомобиль заведётся, не отпускать педаль сцепления ещё несколько минут – это поможет облегчить запуск двигателя и значительно увеличит срок службы коробки передач.
Если это не помогает, однако стартер крутится, можно либо завести машину с толкача (только для механической коробки передач), предварительно включив вторую передачу, либо «прикурить» от другого автомобиля. При подключении к электросети «донора» стоит помнить, что сначала подключается «плюсовой» провод, а затем «минусовой». В такой же последовательности следует подключать провода к автомобилю с севшим аккумулятором.
Сразу пытаться крутить стартер не стоит. Аккумулятор должен немного зарядиться от электросети «донора». Только после этого можно пробовать запускать двигатель. Отсоединять провода надо в обратной последовательности.
Еще одной причиной, почему автомобиль в мороз может не завестись, является нагар на свечах. В этом случае потребуется вытащить свечи (используя при этом свечной ключ), а затем прокалить над газовой конфоркой и вставить обратно.
Если это не помогло, следует обратиться в автосервис.
Сильные морозы опасны не только отказом двигателя заводиться, но и гололедицей. По данным столичной ГИБДД, за прошедшие сутки количество ДТП в Москве не превысило обычный будничный показатель, однако тяжесть аварий выросла из-за плохой погоды.
По данным столичной ГИБДД, за прошедшие сутки количество ДТП в Москве не превысило обычный будничный показатель, однако тяжесть аварий выросла из-за плохой погоды.
Известный автогонщик, руководитель Mazda Sport Academy Олег Кесельман советует водителям в сложных дорожных условиях быть более предусмотрительными, чем обычно, избегать резких торможений и поворотов. «Основная опасность в тех условиях, которые мы наблюдаем в Москве последние два дня, — это торможение. Сейчас у многих автомобилистов полноприводные машины с хорошей шипованной резиной, но если они на заснеженной дороге неплохо разгоняются и, может быть, неплохо поворачивают, то тормозят автомобили одинаково плохо, — пояснил Кесельман «Газете.Ru». — Надо постоянно помнить о том, что тормозной путь сейчас увеличился в несколько раз».
Эксперт советует водителям соблюдать увеличенную дистанцию, а также просчитывать дорожную ситуацию на несколько ходов вперед, чтобы избежать резких торможений. «За рулем всё нужно делать очень плавно — поворачивать руль, плавно нажимать на газ. Необходимо помнить, что если машина начнет скользить или колеса сорвутся в пробуксовку, для того чтобы восстановить сцепление, потребуется дополнительное пространство и время», — предупреждает Кесельман.
Необходимо помнить, что если машина начнет скользить или колеса сорвутся в пробуксовку, для того чтобы восстановить сцепление, потребуется дополнительное пространство и время», — предупреждает Кесельман.
Как завести двигатель в мороз
В зимнее время есть такая необходимость, чтобы автомобиль хорошо заводился, снабжал теплом салон и владельцу помогал вовремя добираться до места назначения. Но в одно прекрасное, морозное, зимнее утро, может обнаружиться, что колодки стояночного тормоза примерзли, а двигатель машины не запускается. Настроение в таком случае сильно падает и все это может привести к неприятностям на работе, например.
Как завести мотор зимой в сильный мороз
В таких случаях водитель, как правило, начинает нервничать, думая о возможных неблагоприятных последствиях и своими поспешными, неправильными действиями может если не сломать машину, то причинить ей существенный урон, а это, в свою очередь сильно ударит по толщине кошелька. А время, упущенное на восстановление работы машины, не даст завершить дела в срок. Чтоб это предотвратить, нужно подготовить автомобиль заранее, до наступления зимних холодов.
А время, упущенное на восстановление работы машины, не даст завершить дела в срок. Чтоб это предотвратить, нужно подготовить автомобиль заранее, до наступления зимних холодов.
Двигатель стабильно будет запускаться, если исправны все системы двигателя, моторное масло зимнее, и топливо высокого качества. И аккумулятор должен быть исправный. Очень полезно перед наступлением зимнего периода полностью заряжать аккумулятор с помощью зарядного устройства и погонять его на малых токах в течение 12 часов (точное время будет указано в инструкции к ЗУ). Это помогает набрать аккумулятору полную емкость, что не всегда удается при городской езде, в течение которой генератор не успевает полностью заряжать аккумулятор.
Представим себе: зима, утро, тишина. Планов работ огромное количество. Подходим к своему автомобилю. Допустим, двери легко и плавно открываются (в этом поможет силиконовая смазка, которую наносят на уплотнительные резины дверей).
Если не получилось дверь открыть, то можно взять обычную грелку с горячей водой, и приложить на дверной замок. Таким образом, можно открыть машину. Дальше идет чистка от снега и льда автомобиль.
Таким образом, можно открыть машину. Дальше идет чистка от снега и льда автомобиль.
Пробуем завести машину. Сначала нужно дать толчок аккумулятору. Запускаем и выключаем фары, музыку. При этом нужно следить, чтобы аккумулятор окончательно не «подсел» на морозе. Крутим ключ в скважине замка зажигания.
Нужно немного подождать, пока бензонасос выполнит свою работу. Все электрооборудование автомобиля нужно выключить. Дальше нужно нажать на педаль сцепления (тормоза для АКПП), и удерживая в таком положении, нужно дальше повернуть ключ зажигания. С первой попытки может запуск не получиться.
В таком случае все нужно выключить и подождать минуту. Стартер не нужно долго крутить. При этом нужно следить за числом прокручиваний двигателя. Если с каждым запуском двигатель работает чуть больше, чем во время предыдущего запуска, то через некоторое число попыток, движок заведется.
После запуска нужно медленно отпустить педаль сцепления, коробку передач (КПП) переводим в нейтральное положение (проверяем нейтраль на механике, паркинг на автомате). Если двигатель карбюраторный, то 10 или 15 минут прогреваем всю машину и только после этого трогаемся.
Если двигатель карбюраторный, то 10 или 15 минут прогреваем всю машину и только после этого трогаемся.
Если двигатель с инжекторной подачей топлива или на дизельном топливе, можно ехать сразу (согласно инструкции), но пару минут лучше все же дать поработать авто на холостых. Если автомобиль оснащен автоматической коробкой передач, то не помешает прогреть и ее, дав ей поработать перед движением. Для это нужно, выжав педаль тормоза, перевести рычаг КПП в положение D.
Начав движение на не полностью прогретом двигателе, сначала нужно примерно минут пять-десять ехать так, чтобы обороты двигателя не превышали 2500 об/мин, после полного прогрева двигателя (определяется по термометру на приборной панели) можно двигаться в обычном режиме.
А если все операции, попытки завести авто ни к чему хорошему не привели, значит, с машиной (авто) не все в порядке (неисправна) и ее плохо или вовсе не готовили к зиме.
Исправление типовых ошибок:
1. Удалить влагу, иней с высоковольтной проводки, применяя специальные смазки-спреи такие как WD-40 или иные специализированные.
2. При разряженном аккумуляторе, лучший способ «прикурить» свой авто с другого автомобиля или использовать пуско-зарядное устройство, которое желательно купить заранее.
3. Безопасным и удобным (в отличие от предыдущего способа) средством завода авто в любые морозы является предпусковой подогреватель, который стоит определенных денег, но водителям, авто которых им оснащены можно только позавидовать.
4. Если все выше описанные действия, операции не помогли, то придется заводить автомобиль при помощи буксира, если на авто механическая коробка передач (авто с автоматом придется все же либо прикуривать, либо заряжать аккумулятор). Включаем зажигание, ставим на третью скорость (можно и на вторую). При трогании автомобиля с места выжимаем педаль сцепления до упора. Когда скорость автомобиля достигнет 30 км в час (10-15 при второй скорости), плавно отпускаем педаль сцепления. Как машина заведется, ставим коробку в нейтральное положение и сигналим тому, кто буксирует, об успешном завершении операции.
Дальше, добираемся до места (работы) назначения. Прежде чем заглушить мотор, нужно все электрооборудование машины выключить, и на средних оборотах двигателя дать ему немного поработать вхолостую. Это обеспечит чистоту свечей на следующий запуск.
Выключение и запуск машины для литья под давлением
Выключение или запуск формовочной машины — это больше, чем просто переключение выключателей. Независимо от того, идет ли речь о ремонте, отпуске или медленном производственном графике, это должно быть сделано правильно. Кроме того, отключение простаивающих машин дает значительную экономию средств. Я рекомендую вам разработать политику, согласно которой, если машина не будет работать в течение «X» часов, вы ее выключите.
«Правильное» количество часов зависит от размера машины, используемых смол и от того, как работает ваша установка.По общему правилу, если пресс будет простаивать дольше, чем в два раза по сравнению с временем запуска, подумайте о том, чтобы его выключить. Давайте рассмотрим остановку и запуск производственной машины.
Давайте рассмотрим остановку и запуск производственной машины.
ВЫКЛЮЧЕНИЕ НА ЧАСЫ ИЛИ ДНЯ
Существуют различные сценарии производства, планирования и установки, которые следует учитывать, поэтому эти предложения предназначены для использования в качестве руководства — настройте их в соответствии с вашими потребностями. Первая цель — позаботиться о производстве: убедитесь, что у вас есть хорошие детали для выполнения заказа, и убедитесь, что заказ не изменился, прежде чем начинать останов.Нет ничего хуже, чем закрыться только для того, чтобы узнать, что покупатель изменил заказ, и вам нужна еще одна корзина запчастей. На многих заводах это случается слишком часто.
Убрав хорошие детали и защищенные, опорожните бункер и пропылесосьте пролитую жидкость и т. Д., Постоянно ища проблемы с машиной. Если он будет простаивать, это хорошее время для профилактического обслуживания, поэтому вероятность прерывания производства снижается. Если вы что-то заметили, сообщите об этом сервисному обслуживанию (желательно в письменной форме), чтобы об этом не забыли. Если машина находится в цикле, дайте ей поработать, пока бочка не опустеет, или остановите цикл. Немного потяните узел впрыска назад, а затем переместите его вперед и убедитесь, что он совмещен с литниковой втулкой. Если это не так, обратитесь за техническим обслуживанием, так как выравнивание является проблемой безопасности. Находясь в заднем положении, удалите оставшийся материал. Обратите внимание на наконечник корпуса форсунки, нагревательные ленты, термопары и т. Д. Часто в этой области возникают проблемы, и требуется ремонт.
Если машина находится в цикле, дайте ей поработать, пока бочка не опустеет, или остановите цикл. Немного потяните узел впрыска назад, а затем переместите его вперед и убедитесь, что он совмещен с литниковой втулкой. Если это не так, обратитесь за техническим обслуживанием, так как выравнивание является проблемой безопасности. Находясь в заднем положении, удалите оставшийся материал. Обратите внимание на наконечник корпуса форсунки, нагревательные ленты, термопары и т. Д. Часто в этой области возникают проблемы, и требуется ремонт.
В зависимости от типа смолы и передовой практики по минимизации разложения вы можете очистить смолу относительно инертным материалом, таким как полиэтилен, полистирол или стабильным продувочным составом.Существует множество смол, которые вы не должны оставлять в бочке дольше, чем необходимо, например, ПВХ или ацеталь (ПОМ). Если вы работаете с определенными прозрачными материалами, вы можете разместить нагреватели в ряд, но обычно нагреватели цилиндров будут выключены. Обычно лучше оставить бочку как можно более пустой.
Обычно лучше оставить бочку как можно более пустой.
Однако, вместо того, чтобы оставлять винт в нулевом положении или в крайнем переднем положении, я рекомендую вам втянуть его на дюйм или два назад. Почему? Потому что он оставляет обратный клапан в переднем или открытом положении.После запуска, когда цилиндр нагрелся до температуры и истекло время выдержки, рекомендуется сначала продвинуть винт вперед, освобождая скользящее кольцо на тот случай, если останется какой-либо нерасплавленный материал. Не нажимайте просто кнопку поворота винта. Таким образом, уменьшается крутящий момент на узле наконечника и уменьшается износ седла обратного клапана при вращении винта.
Когда бочка пуста и винт находится в этом задвинутом положении, пора выключить нагрев. Подготовьте форму, очистите поверхность (без воды) и распылите соответствующую форму или спрей для защиты от ржавчины.Мне нравятся новые сухие спреи, поскольку они менее жирные и часто позволяют сэкономить несколько снимков при запуске. Если форма должна оставаться в прессе, закройте плиту почти до поцелуя. Убедитесь, что подача воды отключена и в хорошем состоянии.
Если форма должна оставаться в прессе, закройте плиту почти до поцелуя. Убедитесь, что подача воды отключена и в хорошем состоянии.
Не блокируйте зажим. При необходимости снимите форму и отметьте, нуждается ли она в доработке или готова к работе, и пометьте ее соответствующим образом. Для пресс-формы следует хранить книгу, в которой будет храниться история проблем, чисток, ремонтов и т. Д. Очистите валики и зону продувки. Мне нравится опрыскивать область продувки смазкой для формы — со временем образуется пленка, и промывки не прилипают.Если плиты находятся там, где вы хотите, выключите гидравлику. При необходимости выключите контроллер. Закончить уборку. Я знаю, что это неинтересно, но это необходимо.
ЗАПУСК ХОЛОДНОЙ МАШИНЫ
Перед тем, как включить машину, задумайтесь и спросите: «Кто несет ответственность за мою безопасность?» Отвечаю тебе. Эти машины генерируют высокое давление и температуру, поэтому проверьте машину перед включением. Есть ли водопроводные, масляные или гидравлические линии, шнуры питания и т. Д.не в том месте? Кто-нибудь работал на машине? Обойдите его и поищите что-нибудь необычное. Нет ничего лучше, чем бросить выключатель и увидеть, как летят искры. Если это прерыватель, используйте соответствующее защитное снаряжение, перчатки, защитную маску или все, что требуется для этого оборудования.
Есть ли водопроводные, масляные или гидравлические линии, шнуры питания и т. Д.не в том месте? Кто-нибудь работал на машине? Обойдите его и поищите что-нибудь необычное. Нет ничего лучше, чем бросить выключатель и увидеть, как летят искры. Если это прерыватель, используйте соответствующее защитное снаряжение, перчатки, защитную маску или все, что требуется для этого оборудования.
Включите основное питание, включите питание машины и контроллера, если это отдельный выключатель. Дайте компьютеру некоторое время для загрузки, если печатная машина управляется компьютером. При необходимости проверьте меры безопасности: дверцы, кожух сопла и т. Д.Узел впрыска свободно скользит, и на его пути нет инструментов, смолы, шлангов и т. Д.? Найдите правильные документы для запуска пресс-формы, проверьте, есть ли пресс-форма и не утеряна ли она в ремонтной мастерской. Думаю, некоторые менеджеры удивятся, сколько времени тратится на поиск форм. Доступны ли подходящая смола и цвет?
Если все в порядке и вы готовы повесить форму, найдите и установите правильные настройки температуры бочки или вызовите сохраненную программу (но дважды проверьте настройки температуры). Затем включите нагрев. Повесьте новую форму или подготовьте существующую. Проверьте водяную арматуру и прокладку шлангов. Соединения герметичны, нет ли утечек? Проверьте движения пресс-формы и зажима. Они гладкие? Обратите особое внимание на защиту от плесени. Формы дорогие, и поломка одной из них, когда необходимо производство, никого не сделает. Найдите время, чтобы правильно установить защиту формы и усилие зажима (не всегда максимальное).
Затем включите нагрев. Повесьте новую форму или подготовьте существующую. Проверьте водяную арматуру и прокладку шлангов. Соединения герметичны, нет ли утечек? Проверьте движения пресс-формы и зажима. Они гладкие? Обратите особое внимание на защиту от плесени. Формы дорогие, и поломка одной из них, когда необходимо производство, никого не сделает. Найдите время, чтобы правильно установить защиту формы и усилие зажима (не всегда максимальное).
Перед тем, как загрузить смолу в бункер или дать ей стечь в загрузочную горловину, убедитесь, что она чистая и не содержит пыли и загрязнений.Также подождите, пока ствол нагреется до температуры и не истечет время выдержки. Вместо того, чтобы начинать с вращения винта — и, помните, вы оставили винт на пару дюймов назад — установите давление удержания на низкое значение и нажмите кнопку впрыска. Винт должен двигаться вперед, освобождая скользящее кольцо. Теперь поверните винт, чтобы убедиться, что он вращается плавно и без посторонних шумов. Если винт не крутится плавно, устраните проблему; по крайней мере, вам не нужно опорожнять горло для корма. Если все в порядке, загрузите смолу, промойте, но не тратьте смолу, а затем сделайте выстрел.
Если винт не крутится плавно, устраните проблему; по крайней мере, вам не нужно опорожнять горло для корма. Если все в порядке, загрузите смолу, промойте, но не тратьте смолу, а затем сделайте выстрел.
Перед тем, как сделать первый снимок, проверьте, не выскакивают ли шорты и не застревают ли они в форме. Если у этой формы есть проблемы с выталкиванием шорт, трижды проверьте, достаточно ли у вас выстрела для изготовления выталкиваемой детали. Если возможно, используйте смазку для пресс-формы, если выброс первой части проблематичен. Проверить автоматику удаления деталей. Сделайте свой первый выстрел в полуавтоматическом режиме, убедитесь, что он аккуратно выталкивается или робот функционирует должным образом. Если все в порядке, сделайте еще один снимок и перейдите в полностью автоматический режим. Убедитесь, что время заполнения соответствует заданному, и следите за давлением при переносе.Убедитесь, что время цикла соответствует «стандартному», подушка подходит, а время вращения винта соответствует целевому. Когда давление на переносе перестанет изменяться, стабилизируется и температура детали перестанет расти, отнесите детали в отдел контроля качества для проверки. Да, я знаю, что не говорил проверять температуру плавления. Это важно, но вы не получите точных показаний до тех пор, пока не появятся строки запуска.
Когда давление на переносе перестанет изменяться, стабилизируется и температура детали перестанет расти, отнесите детали в отдел контроля качества для проверки. Да, я знаю, что не говорил проверять температуру плавления. Это важно, но вы не получите точных показаний до тех пор, пока не появятся строки запуска.
ОБ АВТОРЕ
Джон Боззелли — основатель компании Injection Molding Solutions (научное формование) в Мидленде, штат Мичиган., поставщик услуг по обучению и консультированию производителей литья под давлением, в том числе LIMS, и другим специальностям. Отправьте электронное письмо на адрес [email protected] или посетите сайт Scientificmolding.com.
Блок впрыска— обзор
14.3 Плунжер для литья под давлением
Существуют некоторые старые машины для литья под давлением, в которых процесс осуществляется без винта. Вместо этого у них есть камера нагрева и шток для инъекций. Это не очень эффективное смешивание, и при использовании цвета частично появляются полосы.Он хорош для эффекта «мраморности» на пластиковой части, где цвет пластика сливается воедино. Плунжерная машина для впрыска резины показана на рис. 14.4.
Это не очень эффективное смешивание, и при использовании цвета частично появляются полосы.Он хорош для эффекта «мраморности» на пластиковой части, где цвет пластика сливается воедино. Плунжерная машина для впрыска резины показана на рис. 14.4.
Рис. 14.4. Машина для литья под давлением (Ram Injection Molding, n.d.).
Узел впрыска для литья под давлением рассчитан на то, чтобы вмещать материал за два полных цикла, или, другими словами, примерно 50% объема цилиндра впрыска следует опорожнять в каждом цикле. Размер порции для формованных деталей должен составлять от 20% (мин.) До 80% (макс.).Теплочувствительность пластика влияет на размер выстрела. Некоторые материалы очень чувствительны к нагреванию, легко горят и не должны находиться в стволе слишком долго. Возможна деградация.
Например,
Если деталь весит 2 унции. (56,7 г), идеальный блок впрыска должен иметь 4 унции. мощность выстрела.
Самая маленькая машина — 2,5 унции. машина (80% емкости), а самая большая машина — 10 унций. машина (20% мощности).
машина (20% мощности).
Емкость узла впрыска соответствует массе полистирола, которую он может вместить.Преобразование в пластиковую инъекцию осуществляется путем умножения на плотность полистирола и деления на плотность пластика.
Пример
Вместимость машины 10 унций. Сколько ПК может вместить машина? Плотность ПС = 1,04 г / см, ПК = 1,2 г / см. Примечание: 1 см3 = 0,0338 унции.
Ответ . Соотношение плотностей. Плотность новой смолы / плотность ПС.
Аппарат для инъекции 10 унций. PS можно также ввести 8,33 унции. ПК.
размер выстрела = 10 унций.PS1cc0.0388oz. = 257.7ccPS1.04gPSccPS1ccPC1.2gPC
214.8ccPC0.0388oz.ccPC = 8.33oz.PC
Вопрос 14.1
Сколько унций будет впрыскивать литьевая машина для полипропилена, если она рассчитана на 5 унций .? Плотность PS = 1,04 г / см 3, PP = 0,9 г / см 3 и 1 см 3 = 0,0388 унции.
- A.
Размер впрыскиваемого полипропилена = 4,6 унции.
 PP
PP- B.
Размер впрыскиваемого полипропилена = 5,0 унций. PP
- C.
Размер впрыскиваемого полипропилена = 5.2 унции. PP
- D.
Размер впрыскиваемого полипропилена = 5,8 унций. PP
- •
Выберите A, B, C или D
Размер зажима и размер выстрела связаны, как показано в Таблице 14.1.
Вопрос 14.2
Определите подходящий размер машины для литья под давлением (требуемое усилие зажима и размер порции) для формования диска диаметром 30 см (форма с одной полостью) и толщиной 5 мм из поликарбоната.
- •
Рассчитайте давление в полости формы.Давление в полости формы составляет 50% от необходимого давления впрыска (50% давления теряется, когда расплав полимера протекает через литник, желоб и затворы).
- •
Рассчитайте усилие зажима. Сила зажима F = p × A , где p — давление в полости пресс-формы, а A — площадь формованной (ых) детали (ей).

- •
Выберите размер машины для литья под давлением из Таблицы 14.1. Станок должен обеспечивать необходимое усилие зажима и размер выстрела.
Таблица 14.1. Размер зажима и размер кадра для литья под давлением (размер кадра, нет данных).
| Зажим | Выстрел | Рабочий |
|---|---|---|
| Усилие (кН) | Размер (куб.см) | Стоимость a (долл. |
| 500 | 85 | 30 |
| 800 | 201 | 33 |
| 1100 | 286 | 36 | 1600 | 1600 | 2290 | 74 |
| 8500 | 3636 | 108 |
Целью литья под давлением является плавление твердых гранул до жидкой формы с последующим введением в форму. Особенности литья под давлением включают в себя бункер, который можно загружать вручную или с помощью пневматики. Пластиковый материал можно добавлять в загрузочную бочку с помощью смесителя, который может быть объемным или гравиметрическим. Обычно пластика в машине хватает примерно на два часа формования. Возвратно-поступательный шнек обычно имеет зазор 0,003–0,005 дюйма. Шнек похож на экструзионный шнек общего назначения, хотя он намного короче, чем экструзионные шнеки с L / D 12: 1–20: 1.Для сравнения: экструзионные шнеки имеют винты с L / D 20: 1–30: 1. Степень сжатия (диаметр подаваемого материала к диаметру дозатора) часто составляет 2: 1–5: 1, что ниже, чем при экструзии. Степень сжатия низкая, что означает меньшее механическое воздействие и нагрев. Процесс включает в себя следующие этапы:
Особенности литья под давлением включают в себя бункер, который можно загружать вручную или с помощью пневматики. Пластиковый материал можно добавлять в загрузочную бочку с помощью смесителя, который может быть объемным или гравиметрическим. Обычно пластика в машине хватает примерно на два часа формования. Возвратно-поступательный шнек обычно имеет зазор 0,003–0,005 дюйма. Шнек похож на экструзионный шнек общего назначения, хотя он намного короче, чем экструзионные шнеки с L / D 12: 1–20: 1.Для сравнения: экструзионные шнеки имеют винты с L / D 20: 1–30: 1. Степень сжатия (диаметр подаваемого материала к диаметру дозатора) часто составляет 2: 1–5: 1, что ниже, чем при экструзии. Степень сжатия низкая, что означает меньшее механическое воздействие и нагрев. Процесс включает в себя следующие этапы:
Этап 1: выключает шнек, плавит смолу и собирает ее на конце шнека
Этап 2: шнек перемещается вперед с помощью гидравлического механизма
Этап 3 : втягивание винта
Этап 4: охлаждение и снятие детали
Доступны несколько различных типов конструкций винта с различной формой лопасти, расстоянием между лопастями, величиной срезающего действия, геометрией наконечника винта и методами отключения . Дозирующий шнек находится в зоне подачи в задней части и имеет меньший диаметр шнека. Зона плавления находится в середине шнека. Зона дозирования в передней части имеет больший диаметр шнека. Наконечник винта, показанный на рис. 14.5, и стопорное кольцо, рис. 14.6, предотвращают вытекание смолы при отводе винта после выстрела.
Дозирующий шнек находится в зоне подачи в задней части и имеет меньший диаметр шнека. Зона плавления находится в середине шнека. Зона дозирования в передней части имеет больший диаметр шнека. Наконечник винта, показанный на рис. 14.5, и стопорное кольцо, рис. 14.6, предотвращают вытекание смолы при отводе винта после выстрела.
Рис. 14.5. Наконечник инъекционного винта и контрольное кольцо (Наконечник инъекционного винта, н.о.).
Рис. 14.6. Наконечник инъекционного винта и контрольная кольцевая часть винта (Наконечник инъекционного винта, n.д.).
Винт толкает вперед и тянет назад, действуя как плунжер для нагнетания расплавленного пластика. Наконечник вставляется через стопорное кольцо и седло, предназначенное для предотвращения вытекания расплавленного пластика через лопасти шнека во время впрыска. Наконечник входит в лицо, как правило, с левой резьбой. Угол наклона и длина кончика винта определяются вязкостью формованного пластика. Литье под давлением имеет обратные клапаны и шаровые запоры. Действие стопорного кольца позволяет материалу перемещаться перед кончиком винта.Последовательность невозврата:
Действие стопорного кольца позволяет материалу перемещаться перед кончиком винта.Последовательность невозврата:
- •
Шнек продвигается вперед, нагнетая загрузку расплавленного материала в форму.
- •
Контрольное кольцо прижимается к седлу наконечника винта и плотно прилегает к нему, предотвращая прохождение материала через винт.
- •
Винт перестает толкаться и начинает вращаться (продвигая вперед новый материал)
- •
Контрольное кольцо скользит вперед под действием повышения давления.
- •
Расплавленный пластик течет в открытое пространство перед кончиком винта.
Доступно множество различных невозвратных механизмов, среди которых чаще всего встречается стопорное кольцо, но также популярны устройства шарикового типа. Действие запорного устройства шарового типа следующее:
- •
Запорный шар перемещается вперед и назад между стопорным штифтом и отверстием для потока.

- •
Когда шнек движется вперед (плунжер), шарик движется назад, закупоривая отверстие и не позволяя материалу течь обратно через лопасти шнека.
- •
Когда шнек прекращает нагнетание и поворачивается для подачи свежего материала вперед, шарик выталкивается вперед, позволяя материалу течь и заполнять пространство перед наконечником винта и в сопло машины.
Пластиковый материал ограничен как в обратном кольце, так и в корпусе с шаровой отсечкой, даже когда невозвратные устройства находятся в положении открытого потока. Это может вызвать ухудшение качества некоторых материалов. Безвозвратные механизмы обычно не используются при формовании материалов с высокой вязкостью и чувствительных к сдвигу.
Сопло для литья под давлением имеет колпачок сопла с внутренним конусом, совпадающим с конусом кончика винта, и коническим отверстием в самом кончике сопла. Нагрев сопла регулируется с помощью нагревательной ленты. Некоторые конструкции форсунок включают запорные устройства в виде игл, пружин или скользящих шариков, которые не приводят к слюноотделению. Нейлоновый пластик может использовать запорный клапан для управления потоком пластика.
Нейлоновый пластик может использовать запорный клапан для управления потоком пластика.
Требования к впрыску зависят от скорости сдвига, производительности шнека, скорости вращения и давления впрыска.Скорость сдвига определяется как поверхностная скорость пластика у стенки нагревательного цилиндра, деленная на глубину винта (фут / мин).
Формула есть.
(14.1) Скорость = D × N / ч,
, где
- •
V = скорость; скорость сдвига = скорость / час;
- •
D = диаметр винта,
- •
N = скорость вращения винта (об / мин),
- •
h = глубина канала
- •
Средняя скорость составляет прибл.150 футов / мин для литья под давлением со скоростью сдвига 150 футов / мин / (0,125 дюйма / 12) / 60 с = 240 с — 1
Каждый пластик имеет скорость сдвига, выше которой он будет деградировать.
- •
Например, ПВХ чувствителен и имеет максимальную скорость 100 футов / мин, тогда как другие нечувствительные материалы имеют скорость 175 футов / мин и выше.
Например, для стандартного винта диаметром 2 дюйма максимальная скорость вращения составляет 230 об / мин для достижения средней скорости 150 футов./ мин. Любые более высокие скорости могут испортить материал.
Производительность шнека определяется как количество материала, которое может впрыснуть литьевая машина в фунтах / час. Это функция мощности винта. Диапазон HP для винта D 2 дюйма составляет 15 л.с., тогда как для винта D 4,5 дюйма будет 150 л.с.
Диапазон может составлять 5–15 фунтов / час для каждого HP. Например, система мощностью 15 л.с. и винт 2 дюйма производят 75–225 фунтов / час пластика.
Для литья под давлением давление впрыска может составлять от 15 000 до 20 000 фунтов на квадратный дюйм (103–138 МПа).Средняя термопластавтомат имеет давление 20000 фунтов на квадратный дюйм. Лучше всего использовать самое высокое давление для лучшего качества формовки.
Лучше всего использовать самое высокое давление для лучшего качества формовки.
Отношение шнека L / D является критическим фактором для создания давления впрыска, при этом длина равна всей длине винта, а диаметр — наибольшему диаметру. L / D имеет диапазон от 12: 1 до 20: 1, тогда как процесс экструзии имеет L / D от 20: 1–30: 1. Учтите, что чем больше соотношение, тем мягче резание.
Зажимное устройство для литья под давлением является важным компонентом. Узел зажима удерживает формы вместе, пока смола впрыскивается, упаковывается, охлаждается и выталкивается. Сила зажима — это номинальная сила машины для литья под давлением, например, сила зажима 150 тонн. Сила зажима рассчитывается как давление впрыска, умноженное на общую площадь проекции полости.
(14.2) F = P × A,
Площадь проекции — это площадь, спроецированная в единую плоскость, то есть самая широкая область детали, как показано на рис.14. 6.
6.
Например,
- •
Сила, необходимая для формования детали, имеющей размер 100 дюймов. 2 площадь проекции и 3000 фунтов на квадратный дюйм составляет 3000 × 100 = 300000 фунтов силы = 150 тонн (примечание 1 тонна = 2000 фунтов)
- •
Максимальная площадь проекции поверхности детали на 200-тонной машине с максимальное давление впрыска 2000 фунтов на квадратный дюйм составляет: 400000 фунтов силы / 2000 фунтов на квадратный дюйм = 200 дюймов. 2
При большей площади проекции требуется более высокое усилие зажима.Более высокая вязкость смолы требует более высокого усилия зажима. Например, для ПК требуется 15000 фунтов на квадратный дюйм из-за высокой вязкости, по сравнению с ацеталем с низкой вязкостью, для которого требуется 5000 фунтов на квадратный дюйм. Таким образом, ПК потребует в три раза большего усилия зажима на форме, чем ацеталь.
Характеристики проектируемого участка показаны на рис. 14.7.
14.7.
Рис. 14.7. Пример проектируемой площади.
Ответы на 9 общих вопросов о литье пластмасс под давлением
Куда бы вы ни посмотрели, большинство пластиковых предметов в мире вокруг вас сформировано путем литья под давлением.Литье пластмасс под давлением известно как надежный, хорошо отлаженный производственный процесс уже более 100 лет. Первая деталь, изготовленная методом литья под давлением, была создана в 1872 году Джоном У. Хаяттом, и с тех пор отрасль существенно прогрессировала. Из-за гибкости конструкции, которую он предлагает, а также экономической эффективности, существует множество различных вариантов использования литья пластмасс под давлением во множестве отраслей. Чтобы помочь вам понять, как этот производственный процесс можно использовать в вашей конструкции, мы ответили на некоторые из наиболее распространенных вопросов, которые нам задают о литье под давлением.
Что такое литье пластмасс под давлением? Литье пластмасс под давлением — это производственный процесс, при котором детали изготавливаются путем впрыскивания расплавленной пластмассы в полость формы. Скорость и давление, с которыми впрыскивается материал, могут повлиять на желаемую форму.
Перед тем, как начать литье под давлением, необходимо изготовить пресс-форму, также известную как инструмент. Инструменты разрабатываются с учетом литья пластмасс под давлением и обрабатываются с высокой точностью из стали или алюминия в соответствии со спецификациями детали.Затем инструмент вставляется в машину для литья под давлением, которая запускает процесс литья под давлением.
Гранулы термопластической смолы желаемого типа заливаются в бункер, который подается в машину для литья под давлением. Эти термопластические гранулы затем продвигаются вперед в цилиндре машины с помощью шнека и плавятся до тех пор, пока они не станут жидкими. Эта жидкость собирается на переднем конце ствола в камеру, этот объем смолы известен как дробь.
Дробь термопластической смолы впрыскивается из цилиндра литьевой машины в полость формы. Машина прикладывает давление до тех пор, пока камера формы полностью не заполнится смолой.
Машина прикладывает давление до тех пор, пока камера формы полностью не заполнится смолой.
После охлаждения смола снова превращается в твердый пластик, образуя деталь. Наконец, деталь выталкивается из станка и перемещается на следующий этап производства. Этот процесс легко повторить для серий от сотен до миллионов деталей.
Почему выбирают литье пластмасс под давлением? В большинстве производственных циклов в процессе формования изготавливаются детали, которые обычно находятся в готовом состоянии. Это означает, что, если детали не требуются дополнительные этапы отделки, такие как покраска, производственный процесс завершен, и деталь можно упаковать и отправить. Это огромная мера экономии, поскольку многоступенчатые производственные процессы могут быть чрезвычайно дорогими. Производственный цикл относительно короткий, а это означает, что детали быстро оборачиваются для перехода к следующему этапу производства.Литье пластмасс под давлением является одним из наиболее экономичных и эффективных вариантов изготовления больших объемов деталей.
Из всех затрат на литье под давлением основную часть составляют инструменты. Инструментальная оснастка делает или ломает процесс литья пластмасс под давлением, потому что правильная оснастка является ключом к успешному производственному циклу. Стоимость инструментов зависит от сложности детали, продолжительности производственного цикла и выбора термопластичного полимерного материала.
Стоимость также зависит от типа смолы и количества смолы, необходимого для создания каждой детали. Размер детали напрямую зависит от размера термопластавтоматов, рассчитанных на тоннаж, или с силой, необходимой для удержания формы в закрытом состоянии. Время цикла машины для литья под давлением может увеличиваться в зависимости от сложности детали. Все эти факторы влияют на стоимость процесса литья пластмасс под давлением.
Какие типы пластмасс для литья под давлением? При литье под давлением используется широкий спектр пластмассовых смол, адаптированных к требуемым характеристикам деталей. Смолы делятся на четыре категории: товарные смолы, технические смолы, высокоэффективные смолы и сверхмощные смолы. Товарные смолы — самые дешевые из пластиков, поскольку их легко производить в больших объемах. Товарные смолы в основном используются в одноразовых пластиковых изделиях, таких как пластиковые столовые приборы. Инженерные смолы стоят дороже обычных смол, обладают лучшими механическими или термическими свойствами и используются в таких вещах, как автомобильные бамперы. Высокоэффективные смолы обладают прочностью металла за счет пластика и обычно используются для внутренней отделки автомобилей.Смолы Ultra являются самыми дорогими из четырех и подходят для экстремальных условий, таких как высокие температуры. Смолы Ultra обычно используются в космосе и в военных целях.
Смолы делятся на четыре категории: товарные смолы, технические смолы, высокоэффективные смолы и сверхмощные смолы. Товарные смолы — самые дешевые из пластиков, поскольку их легко производить в больших объемах. Товарные смолы в основном используются в одноразовых пластиковых изделиях, таких как пластиковые столовые приборы. Инженерные смолы стоят дороже обычных смол, обладают лучшими механическими или термическими свойствами и используются в таких вещах, как автомобильные бамперы. Высокоэффективные смолы обладают прочностью металла за счет пластика и обычно используются для внутренней отделки автомобилей.Смолы Ultra являются самыми дорогими из четырех и подходят для экстремальных условий, таких как высокие температуры. Смолы Ultra обычно используются в космосе и в военных целях.
Все термопласты делятся на две подгруппы: аморфные и полукристаллические. Аморфные термопласты легче формировать во время литья под давлением, чем полукристаллические пластики, потому что они легче размягчаются. Аморфные термопласты обычно прозрачны и легко склеиваются с помощью клея. Полукристаллические пластмассы труднее подвергать термоформованию из-за их высокой температуры плавления, но они обладают большей структурной прочностью, чем аморфные.Полукристаллические пластмассы используются в подшипниках и в сильно изнашиваемых устройствах. Обе подгруппы пластмасс имеют свои плюсы и минусы в зависимости от области применения детали и ее требуемых характеристик. Узнайте больше о том, какая пластиковая смола подходит для вашего проекта, в нашем техническом документе по выбору пластиковых смол.
Аморфные термопласты обычно прозрачны и легко склеиваются с помощью клея. Полукристаллические пластмассы труднее подвергать термоформованию из-за их высокой температуры плавления, но они обладают большей структурной прочностью, чем аморфные.Полукристаллические пластмассы используются в подшипниках и в сильно изнашиваемых устройствах. Обе подгруппы пластмасс имеют свои плюсы и минусы в зависимости от области применения детали и ее требуемых характеристик. Узнайте больше о том, какая пластиковая смола подходит для вашего проекта, в нашем техническом документе по выбору пластиковых смол.
При разработке деталей для литья под давлением существуют определенные критерии, которым необходимо следовать, чтобы добиться оптимальных результатов.Толщина стенки оценивается, чтобы убедиться, что она соответствует критериям, которые необходимо учитывать при выборе материала и структуре детали. Также оцениваются конические стороны, известные как уклон. Это облегчает выталкивание детали из литьевой машины, позволяя воздуху попадать в форму. Радиусы оцениваются, чтобы увидеть, было бы полезно для детали иметь закругленные углы, которые потенциально могут сделать процесс формования более плавным. Вырубка отверстий используется как метод экономии средств за счет вырезания лишнего материала внутри детали и создания ее полой с одновременным введением ребер для сохранения прочности.Вырубка также снижает оседание и напряжения в процессе литья под давлением.
Это облегчает выталкивание детали из литьевой машины, позволяя воздуху попадать в форму. Радиусы оцениваются, чтобы увидеть, было бы полезно для детали иметь закругленные углы, которые потенциально могут сделать процесс формования более плавным. Вырубка отверстий используется как метод экономии средств за счет вырезания лишнего материала внутри детали и создания ее полой с одновременным введением ребер для сохранения прочности.Вырубка также снижает оседание и напряжения в процессе литья под давлением.
Детали будут оцениваться на предмет технологичности, или DFM, литьевыми формовщиками до того, как они попадут в процесс литья под давлением. В некоторых случаях моделирование процесса литья под давлением используется для анализа и прогнозирования рисков, связанных с деталями в процессе литья под давлением. Моделирование предоставляет данные, которые позволяют конструкторам быстро и точно настраивать допуски для деталей до того, как начнется обработка инструментов.
Какие бывают виды литья под давлением? Существует четыре различных метода литья пластмасс, каждая из которых имеет свои преимущества. Эти методы включают формование структурной пены, внешнюю подачу газа, внутреннюю подачу газа и формование / формование со вставкой. Специалист по литью под давлением выберет, какой метод лучше всего подходит для детали, в зависимости от стоимости, функции или эстетических потребностей.
Эти методы включают формование структурной пены, внешнюю подачу газа, внутреннюю подачу газа и формование / формование со вставкой. Специалист по литью под давлением выберет, какой метод лучше всего подходит для детали, в зависимости от стоимости, функции или эстетических потребностей.
Формование из пенопласта
- Инертный газ или гранулированный химический вспениватель смешиваются с термопластичной смолой внутри цилиндра машины для литья под давлением
- Уменьшает давление впрыска по сравнению с обычным литьем под давлением
- Уменьшает вес детали на до 15%. компенсировать усадку на другой поверхности
- Идеально подходит для тонкостенных деталей с большими площадями и текстурированными поверхностями
- Давление впрыска снижено, что создает меньшую нагрузку на пресс-форму
Формование с внутренним газом
- Подает инертный газ в форму после того, как смола заполнила полость и вытеснила смолу, создавая полая деталь
- Идеально подходит для создания больших полых секций в тонкостенных деталях.

- Давление впрыска снижено, что создает меньшую нагрузку на форму. формованный или один формованный материал формован вокруг другого формованного материала.
- Повышает прочность детали и увеличивает срок ее службы.
- Экономия затрат благодаря меньшему количеству этапов производства
Оснастка для пресс-форм — это самая крупная инвестиция в процесс литья пластмасс под давлением, поскольку она играет важную роль в создании детали. Инструменты обычно изготавливаются из специальной инструментальной стали, но может использоваться алюминий, в зависимости от используемой технологии литья под давлением, для снижения затрат на стадии прототипа.В последнее время 3D-печатные формы также начали использоваться для очень ранних прототипов и формования под низким давлением. Перед созданием пресс-форм необходимо полностью доработать детали с замороженным дизайном, потому что смена инструмента после его создания обходится очень дорого. Формовщики и производители инструментов должны тесно сотрудничать, чтобы гарантировать, что конструкция инструмента соответствует требованиям, предъявляемым к детали.
Формовщики и производители инструментов должны тесно сотрудничать, чтобы гарантировать, что конструкция инструмента соответствует требованиям, предъявляемым к детали.
Каждая пресс-форма должна иметь условные обозначения линий разъема, ворот и меток выталкивателя. Линии разделения — это линия разделения на части между двумя половинами формы.Затворы — это отверстия в форме, через которые расплавленный термопласт попадает в полость формы. Следы выталкивателя — это места, где штифты выталкивателя литьевой машины выталкивают готовую деталь из формы. нужно больше информации? В нашем руководстве по инструментам мы подробно объясняем, как создавать инструменты и пресс-формы для производства.
Что происходит после литья под давлением? После того, как детали покидают процесс литья под давлением, у них есть возможность завершить второй производственный процесс.Детали могут быть снабжены резьбой с использованием ультразвукового, термического или другого специального оборудования, которое сваривает пластмассы вместе. Детали могут быть отмечены логотипами или другим товарным знаком с помощью лазерной гравировки. Краска, шелкография и тампонная печать также могут применяться для отделки детали. Обработка деталей краской или другими покрытиями может предотвратить появление отметок на поверхности детали и увеличить срок ее службы. Подробнее о различных методах отделки читайте в нашем руководстве по отделке.
Детали могут быть отмечены логотипами или другим товарным знаком с помощью лазерной гравировки. Краска, шелкография и тампонная печать также могут применяться для отделки детали. Обработка деталей краской или другими покрытиями может предотвратить появление отметок на поверхности детали и увеличить срок ее службы. Подробнее о различных методах отделки читайте в нашем руководстве по отделке.
О компании Synectic Product Development : Synectic Product Development — это полномасштабная компания по разработке продуктов, сертифицированная по стандарту ISO 13485. Вертикально интегрированные в Mack Group, наши возможности позволяют нам воплощать ваш дизайн от концепции до производства. Обладая более чем 40-летним опытом проектирования, разработки и производства, мы стремимся к изобретательности, рентабельности и эстетике в наших проектах. Узнайте больше о наших услугах по контрактному производству и узнайте, как мы можем помочь вашему следующему проекту.
Как избежать использования пластика для литья под давлением
Пластиковый элемент для литья под давлением представляет собой тонкий слой пластика, который течет за пределы полости, образуя лоскут или лишний материал, который необходимо обрезать. Это распространенный дефект литья под давлением, которого следует избегать из-за его негативных последствий.
Последствия перепрошивки
При появлении заусенцев он должен быть удален производителем пластика для литья под давлением путем снятия заусенцев. Оперативный персонал или роботы должны обрезать излишки материала между циклами.Удаление заусенцев трудоемко и увеличивает время производственного процесса. Это также может снизить качество продукта и, в конечном итоге, повредить пресс-форму, что приведет к увеличению затрат. По этим причинам необходимо определить и устранить основные причины вспышки.
Как происходит литье пластмасс под давлением?
При литье пластмасс под давлением форма состоит из нескольких металлических частей, которые контактируют друг с другом и с расплавленным пластиком: две половины формы сходятся на линии разъема. Расплавленный пластмассовый полимерный материал проходит через литники и направляющие и впрыскивается через отверстия, называемые затворами. После охлаждения выталкивающие штифты выталкивают формованные детали, литник, литник и заслонки из формы. В любом месте встречи между этими различными частями формы тонкий слой пластмассы может вытекать за пределы полости, создавая вспышку. Вспышка является обычным явлением вдоль линии разъема, но также может возникать в местах расположения выталкивающих штифтов и в других местах.
Расплавленный пластмассовый полимерный материал проходит через литники и направляющие и впрыскивается через отверстия, называемые затворами. После охлаждения выталкивающие штифты выталкивают формованные детали, литник, литник и заслонки из формы. В любом месте встречи между этими различными частями формы тонкий слой пластмассы может вытекать за пределы полости, создавая вспышку. Вспышка является обычным явлением вдоль линии разъема, но также может возникать в местах расположения выталкивающих штифтов и в других местах.
Причины появления вспышек при литье под давлением и способы их устранения
Вспышка может возникать по нескольким причинам, от изменений в технологическом процессе до проблем с материалами и инструментами.Вылет во время литья под давлением детали может происходить при заливке (первая стадия впрыска) или во время упаковки / выдержки (вторая стадия). Это может произойти как с обычными деталями, так и с тонкостенными деталями. Ниже приведены некоторые причины вспышки и варианты ее устранения в каждом конкретном случае.
1. Несоответствие линии разъема
Вспышка может быть вызвана несоответствием линии разъема в инструменте. Во избежание несовпадения линии разъема:
- Очистите от пластика, грязи или загрязнений, которые могут помешать правильному закрытию формы, особенно за салазками и внутри втулок направляющих пальцев.
- Обеспечьте правильную посадку плиты пресс-формы и уплотнение пресс-формы:
- Очистите формовочный пресс от любых препятствий.
- Проверьте, не деформировались ли плиты пресс-формы из-за давления формования во время впрыска и упаковки. Исправьте это с помощью опор колонн или утолщения или уменьшения плит пресс-формы.
- Обеспечьте формным пластинам достаточные площади поверхности, которые перекрывают линию разъема, равномерно распределяя зажимное усилие во время формования. Всегда обеспечивайте достаточную «площадку» для равномерного и адекватного уплотнения вокруг полости детали.

2. Неправильная вентиляция
Вспышка может быть вызвана недостаточными вентиляционными отверстиями в форме. Для устранения или исключения неправильной вентиляции как причины вспышки:
- Проверьте размер вентиляционного отверстия пресс-формы на соответствие рекомендациям поставщика. : Получите рекомендуемые размеры вентиляционного отверстия у поставщика используемой пластмассовой смолы. Если размер текущих вентиляционных отверстий не рекомендован, исправьте размер вентиляционных отверстий. Если инструмент старый и показывает износ, при необходимости заново обработайте вентиляционные отверстия.
- Удалите воздух из формы как можно быстрее, сделав отверстия глубиной , насколько позволяет вязкость материала. Вязкость формованного пластика определяет глубину вентиляционного отверстия. Для жестких материалов можно использовать более глубокие вентиляционные отверстия, а для жидких материалов — более тонкие.

3. Давление зажима в фазе упаковки / выдержки
Помимо того, что происходит на этапе литья пластмасс под давлением, он может возникать во время упаковки или выдержки.При упаковке давление регулируется, и в форму вводится дополнительный материал, чтобы учесть усадку материала и обратный поток. При выдержке материал удерживается на месте при равновесном давлении до тех пор, пока не произойдет замерзание затвора и не начнется охлаждение. На любом из этих этапов процесса при недостаточном давлении зажима линия разъема пресс-формы может раздвинуться, что приведет к вытеканию пластика и возникновению вспышки.
Чтобы устранить или исключить давление зажима как причину вспышки:
- Выполните тест на короткое время на первом этапе : Если продукт проходит этот тест без мигания, значит, проблема возникает после фазы впрыска, и вы правы, рассматривая давление зажима как возможную причину.
- Увеличьте усилие зажима : давление зажима должно быть достаточно сильным, чтобы выдерживать силы, создаваемые пластиковым материалом, протекающим через форму.
 Выберите размер формы для работы в соответствующей машине, чтобы обеспечить адекватное давление зажима.
Выберите размер формы для работы в соответствующей машине, чтобы обеспечить адекватное давление зажима.
4. Проблемы с литниковой втулкой
Литниковые втулки из закаленной стали в форме обеспечивают проем для переноса расплавленного пластика в полость формы. Проблемы с литниковой втулкой могут вызвать вспышку либо при недостаточной поддержке силы давления впрыска, либо когда форма остается открытой.
- Обеспечьте соответствующую опору в пресс-форме для литниковой втулки. : Когда сопло пресса уплотняется на литниковой втулке, оно может создавать силы от 5 до 15 тонн. Если в пресс-форме для литниковой втулки имеется недостаточная опора, это давление может перейти на линию разъема, что приведет к вытеканию пластика. Решите эту проблему, добавив необходимое количество опоры в форму для литниковой втулки.
- Отрегулируйте длину втулки литника: Если поверхность втулки литника уплотняется на линии разъема, отрегулируйте длину так, чтобы давление форсунки или тепловое расширение не удерживали форму открытой и не позволяли пластику вытекать.

5. Исправление переменных процесса, которые могут вызывать Flash
Вспышка может быть вызвана множеством переменных процесса. Ниже приведены некоторые проблемы в переменных процесса, которые могут вызывать мигание, и способы их решения:
Низкая вязкость материала
Мигание, вызванное низкой вязкостью материала, обычно можно устранить, исправив следующие проблемы:
- Температура расплава слишком высока
- Чрезмерное время пребывания, вызывающее деградацию
- Наличие влаги из-за неправильной сушки
- Чрезмерное количество красителя, содержащего смазочное средство
Избыточная упаковка
Избыточное уплотнение происходит, когда дополнительный материал сжимается в одном пути потока (самые короткие и самые толстые пути), в то время как другие пути потока все еще заполняются.Это вызывает повышенное локальное давление в отформованной детали, и этого следует избегать, потому что это вызывает не только вспышку, но и другие проблемы. Избыточная упаковка может быть решена путем корректировки неоптимальных условий формования, вызванных:
Избыточная упаковка может быть решена путем корректировки неоптимальных условий формования, вызванных:
- Вязкость материала
- Скорость впрыска
- Ходовая система
Давление впрыска и упаковки
Снижение давления снижает склонность материала к вспышке. Если используется слишком большое давление, пресс может не удерживать форму в закрытом состоянии.Уменьшение давления впрыска и уплотнения снижает требования к усилию зажима. Кроме того, уменьшение площади, в которой соприкасаются две половины формы, сфокусирует усилие зажима и позволит использовать меньшее усилие зажима.
Температура ствола и сопла
Высокие температуры ствола повышают температуру материала, что делает его более текучим, чем должен быть, и более склонным к высыханию. При более высокой температуре он может попасть в небольшие отверстия и щели, в которые он обычно не может попасть при правильной вязкости.Уменьшите температуру ствола и сопла до рекомендованных температур материала. Это позволит материалу должным образом нагреться на разных этапах цилиндра и снизит вероятность появления заусенцев.
Измерение / переполнение
Чтобы устранить мигание, вызванное измерением (переполнением):
- Уменьшите настройку подачи (длину хода)
- Если общее время цикла слишком велико, вероятно, материал в цилиндре перегревается. Сократите время цикла во время фазы охлаждения.
- Используйте материал, который имеет максимально возможную жесткую текучесть, не вызывая незаполнения. Используйте составы для определения скорости потока, предоставленные производителями смол. Для тонкостенных изделий может потребоваться легкая текучая смола, в то время как для толстостенных изделий может использоваться смола, имеющая более жесткую консистенцию.
Предотвращение вспышки через DFM
Контрактные производители литьевого формования (CM) используют конструкцию для технологичности , чтобы предотвратить литье под давлением на этапе проектирования, что является наименее затратным временем для устранения этой проблемы. Инженеры CM используют специализированное программное обеспечение для моделирования потока в пресс-форме для моделирования процессов литья под давлением, создавая трехмерное моделирование потока, теплового потока и коробления для литья под давлением, включая полную пресс-форму со всеми деталями. Во время моделирования они проверяют проект на наличие вспышек и других проблем, используя контрольный список для DFM при литье пластмасс под давлением. Они вносят изменения в конструкцию и планы пресс-формы, материалов и т. Д., Повторно запускают моделирование и корректируют, пока не будут устранены вспышки и другие проблемы.
Инженеры CM используют специализированное программное обеспечение для моделирования потока в пресс-форме для моделирования процессов литья под давлением, создавая трехмерное моделирование потока, теплового потока и коробления для литья под давлением, включая полную пресс-форму со всеми деталями. Во время моделирования они проверяют проект на наличие вспышек и других проблем, используя контрольный список для DFM при литье пластмасс под давлением. Они вносят изменения в конструкцию и планы пресс-формы, материалов и т. Д., Повторно запускают моделирование и корректируют, пока не будут устранены вспышки и другие проблемы.
Пошаговое руководство по литью пластмасс под давлением | Ресурсы
Один из самых популярных методов производства пластмассовых деталей — литье под давлением, который пользуется популярностью из-за его способности упрощать производство идентичных деталей в больших партиях. Процесс литья под давлением не слишком сложен — в его простейшей форме он требует всего двух шагов: получение формы и использование формы для создания деталей. Более того, почти в каждом случае литье под давлением является наименее дорогим способом производства деталей в средних и больших объемах.
Более того, почти в каждом случае литье под давлением является наименее дорогим способом производства деталей в средних и больших объемах.
После изготовления начальной формы стоимость единицы продукции становится сравнительно низкой. Кроме того, поскольку литье под давлением каждый раз создает идентичные, идеально формованные изделия, оно значительно сокращает количество отходов по сравнению с другими производственными процессами, такими как обработка с ЧПУ. По этим причинам литье пластмасс под давлением является быстрорастущей отраслью. В 2019 году он оценивается в 258,2 миллиарда долларов, а менее чем за десять лет прогнозируется, что он достигнет оценки в 372,9 миллиарда долларов.
Тем не менее, литье пластмасс под давлением требует высокого уровня точности.Вот шаги, которые производители должны выполнять для создания деталей с помощью литья под давлением.
Примечание относительно процесса обработки
Несмотря на очевидные преимущества литья под давлением, этот процесс не лишен недостатков. А именно, предварительные затраты на инструменты и значительное время выполнения заказа являются препятствием для многих производителей. Хотя оснастку можно рассматривать как первую фазу процесса литья под давлением, для наших целей мы рассматриваем ее отдельно, потому что это очень сложное мероприятие, которое нужно выполнять только один раз для каждого продукта.
А именно, предварительные затраты на инструменты и значительное время выполнения заказа являются препятствием для многих производителей. Хотя оснастку можно рассматривать как первую фазу процесса литья под давлением, для наших целей мы рассматриваем ее отдельно, потому что это очень сложное мероприятие, которое нужно выполнять только один раз для каждого продукта.
Tooling требует, чтобы группы разработчиков продукта спроектировали и создали прототип детали — часто с помощью 3D-печати — а затем создали форму, которая может использоваться для надежного изготовления детали. Это требует обширных испытаний и оптимизации, но после того, как пресс-форма будет завершена, один и тот же процесс литья под давлением может быть выполнен тысячи раз для создания идентичных деталей.
Этапы процесса литья под давлением
Если предположить, что пресс-форма уже создана, литье под давлением становится легко повторяемым процессом, состоящим из шести отдельных этапов:
1.
 Зажим
ЗажимПервый этап процесса литья под давлением — зажим. Формы для литья под давлением обычно изготавливаются из двух частей в виде раскладушек. На этапе зажима две металлические пластины формы прижимаются друг к другу в машинном прессе.
2. Впрыск
Когда две пластины пресс-формы зажаты вместе, можно начинать литье. Пластик, который обычно имеет форму гранул или пеллет, сначала плавится до состояния полной жидкости. Затем эта жидкость впрыскивается в форму.Производители должны позаботиться о том, чтобы на этом этапе процесса температура оставалась постоянной.
3. Жилище
В фазе выдержки расплавленный пластик полностью заполняет форму. Давление прикладывается непосредственно к форме, чтобы жидкость заполнила все полости, и продукт вышел идентичным форме.
4. Охлаждение
Этап охлаждения самый простой; Форму следует оставить в покое, чтобы горячий пластик внутри мог остыть и затвердеть, превратившись в пригодный к употреблению продукт, который можно безопасно извлечь из формы.
5. Открытие формы
После того, как деталь остынет, зажимной двигатель медленно откроет две части формы для безопасного и простого удаления конечного продукта.
6. Выталкивание
При открытой форме выталкивающая штанга медленно выталкивает затвердевший продукт из открытой полости формы. Затем изготовитель должен использовать резаки, чтобы удалить любые отходы и довести конечный продукт до использования потребителем. Отходы часто можно перерабатывать и повторно использовать для изготовления следующей детали, что снижает ваши материальные затраты.
Партнер в области литья под давлением
Учитывая время и стоимость инструментов, литье под давлением может быть устрашающей перспективой. Но как только первая форма создана, литье под давлением — самый простой способ создать бесчисленное количество идентичных деталей с низкими затратами — вот почему сегодня это одна из самых быстрорастущих практик в производстве.
Если вы хотите начать работу с литьем под давлением, Fast Radius вам поможет.Мы являемся экспертами, когда дело доходит до ускорения процесса создания идеальной пресс-формы, и обеспечиваем каждому клиенту беспрецедентную поддержку на всех этапах жизненного цикла производства. Свяжитесь с нами сегодня, если вы готовы начать работу.
Вы можете узнать больше о литье под давлением, обработке с ЧПУ и других наших предложениях услуг в ресурсном центре Fast Radius.
Будущее литья под давлением | Центр знаний
10 минут | 30 июн 2021
В этом «полном руководстве» вы узнаете о процессе литья под давлением, о том, что делает литьевой продукт высокого качества, узнаете, являются ли компоненты, полученные литьем под давлением, правильным выбором для ваших нужд и какие соображения необходимо учитывать перед заказом .
Его способность быстро изготавливать тысячи сложных деталей делает его идеальным процессом для массового производства пластиковых компонентов. По сути, процесс включает инжекцию пластика с высокой скоростью и давлением в форму, которая зажимается под давлением и охлаждается, чтобы сформировать окончательную деталь.
По сути, процесс включает инжекцию пластика с высокой скоростью и давлением в форму, которая зажимается под давлением и охлаждается, чтобы сформировать окончательную деталь.
Расплавляя термопласт и впрыскивая его в алюминиевую форму с высокой скоростью и давлением, производители могут создавать сразу несколько сложных деталей.При правильном контроле параметров процесса отпадает необходимость в отделке и обработке изготовленной детали, что делает ее более рентабельной и эффективной.
Несмотря на то, что это один из старейших производственных процессов, его скорость и рентабельность по-прежнему делают его популярным среди производителей во всем мире. Сегодняшние термопластавтоматы быстрые, точные и производят неизменно высококачественные компоненты в больших масштабах.
Как работает литье под давлением?
Хотя процесс может показаться простым, в нем задействовано множество элементов, которые могут изменить и испортить общее качество производимого пластмассового компонента. Чтобы изготовить высококачественную деталь, опытные производители выбирают правильный термопласт (материал, используемый для создания детали), форму (которая формирует деталь), температуру и давление впрыска, чтобы конечная деталь соответствовала требованиям заказчика.
Чтобы изготовить высококачественную деталь, опытные производители выбирают правильный термопласт (материал, используемый для создания детали), форму (которая формирует деталь), температуру и давление впрыска, чтобы конечная деталь соответствовала требованиям заказчика.
Прежде чем мы поговорим о конкретных параметрах, которые необходимо контролировать в процессе, как на самом деле работает литье под давлением?
Шаг 1. Подача и нагрев пластика
Для начала термопласт или комбинация термопластов загружаются в машину для литья под давлением.Пластмассы, которые при нагревании превращаются в жидкость, загружаются в бункер в верхней части машины в виде твердых гранул.
Гранулы проходят через машину в цилиндр с регулируемой температурой, называемый цилиндром машины. Здесь пластиковые гранулы нагреваются до расплавления термопласта.
Необходимо внимательно следить за температурой ствола и пластика, чтобы убедиться, что термопласт не перегревается и не обжигает или не обжигает конечную деталь.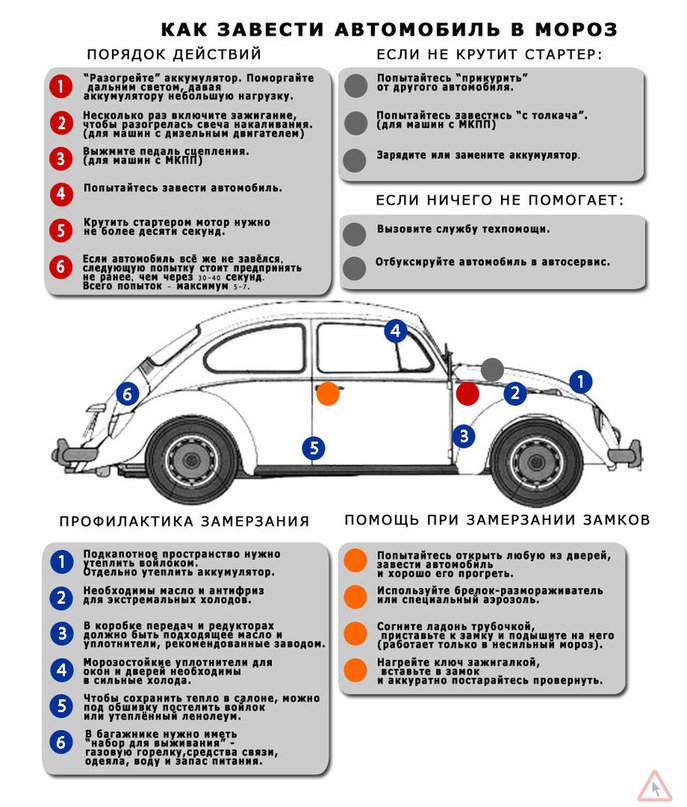
Шаг 2: Процесс предварительного впрыска
Перед впрыском расплавленного пластика инструмент, который обычно состоит из фиксированной половины, называемой полостью, и подвижной половины, называемой сердечником, закрывается.
В закрытом состоянии зажим оказывает давление на инструмент, готовый к впрыскиванию пластика.
Винт в цилиндре машины также откручивается до его уставки, чтобы пластик мог попасть в цилиндр, готовый к впрыскиванию.
Шаг 3. Впрыск пластика
Как только давление зажима достигнет оптимального уровня, пластик впрыскивается винтом с высокой скоростью и давлением в полость.Вентиль внутри инструмента помогает контролировать поток пластика.
Чтобы убедиться, что конечные компоненты не повреждены, важно, чтобы производитель контролировал давление впрыска пластика и чтобы у него был опыт обслуживания и правильного использования инструментов для форм.
Это гарантирует, что они создают высококачественные и стабильные детали в процессе литья под давлением.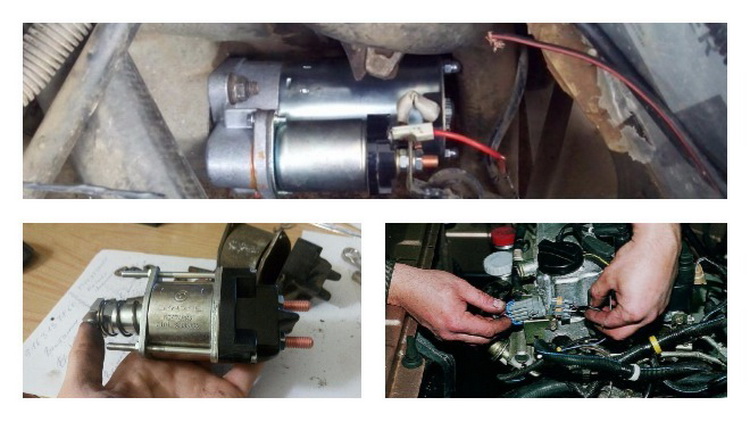
Шаг 4: Формовка детали
Когда полость инструмента почти заполнена жидкостью, начинается фаза выдержки.Здесь деталь находится под высоким давлением, чтобы начать принимать свою окончательную форму.
По истечении установленного времени выдержки винт вернется в исходное положение. Это происходит одновременно с фазой охлаждения цикла, что позволяет термопласту затвердеть в своей окончательной форме.
По истечении установленного времени охлаждения форма открывается, и выталкивающие штифты или пластины выталкивают новую деталь из инструмента. Они попадают на конвейерную ленту в готовом виде для обработки и упаковки.
Шаг 5: Чистовая обработка детали
В зависимости от конечного применения детали формованный компонент может потребовать некоторой отделки, включая крашение, полировку или удаление лишнего материала.
Эти процессы уникальны для каждой детали и выполняются до того, как они будут упакованы и переданы клиентам.
Собирая и проверяя продукты вручную, а также выполняя регулярные проверки качества, опытные производители могут быть уверены, что они производят неизменно высококачественные детали для своих клиентов.
Каковы особенности процесса литья под давлением?
В процессе литья под давлением существует множество параметров, которые необходимо строго контролировать, чтобы гарантировать неизменно высокое качество производимых компонентов.
К ним относятся:
- Термопласт, используемый для создания детали.
- Давление впрыска, используемое в процессе.
- Инструмент или пресс-форма, используемые для придания формы детали.
- Температура термопласта и процесса.
Чтобы конечные детали соответствовали своим окончательным спецификациям, производителям необходимо тщательно контролировать каждый из этих параметров в процессе литья под давлением.
Оснастка
Выбор правильного инструмента или пресс-формы для компонента — ключ к обеспечению соответствия требованиям заказчика.Инструмент для литья под давлением обычно состоит из двух половин: сердечника и полости. Полость — это полая часть формы, в которую подается расплавленный термопласт, а сердцевина — это твердая половина, которая заполняет полость, образуя конечную деталь.
Конструкция сердечника и полости будет меняться в зависимости от окончательной формы и применения компонента, например будь то колпачок или пробка. Внутри одного пресс-формы также могут быть стержни и полости, доступные для нескольких деталей, поэтому за один цикл литья под давлением можно создать более одного компонента.
Помимо определения формы конечной детали, инструмент также влияет на тип используемого термопласта, а также на давление и температуру впрыска. Величина зажимного давления, которое необходимо приложить к инструменту, также будет меняться в зависимости от выбранной пресс-формы. Размер инструмента, а также количество и сложность полостей внутри инструмента будут влиять на температуру и давление впрыска используемого термопласта.
Чтобы выбрать подходящий инструмент для компонента, производителям необходимо учитывать:
- Как будет использоваться последний компонент, для каких целей и в какой среде.Это определит конечные характеристики, которыми он должен обладать, и, следовательно, то, какой термопласт и инструмент для формования будут использоваться.

- Если вы собираетесь изготовить деталь по индивидуальному заказу, рассматриваете возможность создания прототипа детали или проводите испытания и запрашиваете образцы компонентов, это убедит вас в правильности выбора пресс-формы и термопласта. Тестирование и создание прототипа также обеспечат точность параметров процесса, поэтому конечные компоненты будут неизменно высокого качества.
- Стоимость разработки, изготовления и обслуживания инструмента довольно высока. Компенсирование этого путем создания или выбора инструмента, который создает несколько компонентов в каждом цикле, является одним из способов уравновесить эту стоимость. Кроме того, рассмотрение того, как долго и как часто необходимо будет производить компонент, поможет определить спецификацию инструмента, выбор полости, время цикла и окончательные затраты.
Хотя поиск или разработка подходящего инструмента часто требует времени и затрат, это ключ к тому, чтобы сделать процесс более эффективным и точным.
Выбор правильного пресс-формы с правильными элементами управления и параметрами сократит время цикла и приведет к повышению эффективности производства. Элементы управления внутри процесса, такие как размеры заслонки и бегунка, которые подают пластик в инструмент, также сделают процесс максимально эффективным.
Кроме того, если ваш инструмент правильно обслуживается, спроектирован и изготовлен, а параметры процесса литья под давлением точны, любой инструмент должен быть в состоянии производить детали для тысяч технологических циклов с очень небольшим количеством неисправностей.
Убедившись, что выбрана правильная марка стали и установлены правильные охлаждающие каналы внутри формы, вы гарантируете, что инструмент не изнашивается и не задерживает процесс формования. Это означает, что детали всегда будут точными и неизменно высокого качества.
Термопласты
Что такое термопласты и почему они важны в процессе литья под давлением?
Термопласты — это пластмассы, которые становятся мягкими при нагревании и затвердевают при охлаждении. При литье под давлением обычно используют термопласты, нагревая материал, а затем впрыскивая его под высоким давлением в форму.
При литье под давлением обычно используют термопласты, нагревая материал, а затем впрыскивая его под высоким давлением в форму.
Очевидно, что главное качество термопластов заключается в том, что они плавятся при высоких температурах. Эта характеристика является результатом молекулярной структуры этих полимеров, которая имеет слабые электрические связи между молекулами мономера. Эта структура, включающая повторяющиеся звенья молекулярных нитей, означает, что термопласты легко размягчить, отформовать и даже при необходимости повторно отформовать, поскольку их полурегулярный узор облегчает их переработку.
Эти молекулярные характеристики также означают, что они обладают отличными электрическими свойствами, низким значением коэффициента трения (COF) и стабильностью размеров, что делает их идеальным выбором для многих функциональных компонентов. Однако существуют разные типы термопластов с разной молекулярной структурой и конкретными характеристиками, поэтому правильный выбор является ключом к обеспечению того, чтобы конечная деталь соответствовала требованиям к ее использованию.
Молекулярные цепи в полукристаллических полимерах имеют правильную структуру и плотно упакованы. Это «кристаллическое» качество делает структуру этих полимеров очень организованной и подверженной радикальным структурным изменениям при определенных температурах.
Напротив, аморфные полимеры имеют более жидкую молекулярную структуру. Благодаря цепочкам молекул, которые расположены в случайном порядке и наложены друг на друга, эти полимеры обладают гораздо большей гибкостью при изменении температуры, чем полукристаллические термопласты.
Эти разные молекулярные структуры придают каждому типу термопласта разные характеристики. Ключевые характеристики полукристаллических полимеров:
- Они быстро переходят от твердого к плавящемуся при определенной температуре плавления, поэтому формование этих полимеров может быть длительным процессом.

- Их близкая молекулярная структура означает, что они обычно непрозрачны с эстетической точки зрения и их трудно склеить с другими пластиками или материалами с использованием клея или растворителей.
Их упорядоченная молекулярная конструкция делает их структурно прочными. Это означает, что полукристаллические полимеры устойчивы к нагрузке веса и повторяющемуся трению. Их способность противостоять растрескиванию и износу делает их хорошим выбором для структурных применений, требующих повторяющихся движений или несущей способности.
Напротив, свойства аморфных термопластов включают:
- Более постепенное размягчение твердого пластика в расплавленный при изменении температуры, что облегчает формование и повторное формование, чем полукристаллические полимеры.
- Более гибкая структура, что означает, что они часто обладают полупрозрачным эстетическим качеством и легко склеиваются с другими пластиками и материалами с помощью клея и растворителей.
- Неорганизованная молекулярная конструкция, которая делает их неспособными выдерживать значительный вес или движения трения, что означает, что они лучше всего подходят для структурных приложений, которые не подвергаются значительным нагрузкам.
Короче говоря, полукристаллические термопласты больше подходят для тяжелых функциональных компонентов, тогда как аморфные полимеры подходят для деталей, которые должны быть более эстетически гибкими или соединяться с другими материалами.
Эти знания помогают немедленно исключить определенные пластмассы из вашего списка на основе необходимой функции вашего компонента. Однако есть дополнительные классификации, которые вы можете сделать, чтобы еще больше сузить выбор полимеров.
Есть несколько полимеров, происходящих из категорий аморфных и полукристаллических, каждый из которых имеет определенные характеристики, а также различные цены. В рамках двух основных категорий термопластов каждый пластик попадает в одну из трех областей:
- Высокие характеристики
- Машиностроение
- Товар
Обычно высокопроизводительные полимеры более дорогие из-за их способности выдерживать высокие температуры и сохранять свои свойства. прочность и химическая стойкость в условиях носки.По мере того, как вы переходите от высокопроизводительных технологий к разработке и использованию товарных полимеров, стоимость, термостойкость и прочность пластика снижаются.
Это означает, что для того, чтобы выбрать подходящий термопласт для вашей детали, вам необходимо принять во внимание конечные требования к использованию компонентов и характеристики, необходимые для выполнения их функций. Это поможет вам определить, нужен ли вам аморфный или полукристаллический термопласт и должен ли он быть полимером с высокими эксплуатационными характеристиками, техническим или товарным.
Параметры процесса и средства управления
В процессе литья под давлением есть два основных параметра, которые необходимо строго контролировать для создания точных и высококачественных компонентов: температура и давление.
Температуру как термопласта, так и элементов внутри машины для литья под давлением необходимо строго контролировать на протяжении всего процесса. Точно так же давление зажима, прилагаемое к инструменту для литья под давлением, и давление впрыска термопласта являются ключевыми факторами, способствующими плавному протеканию процесса.
Когда дело доходит до температуры, необходимо учитывать следующие ключевые элементы управления:
- Температура термопласта, поскольку некоторые полимеры могут выдерживать более высокие температуры, чем другие. Обеспечение оптимальной температуры на протяжении всего процесса поможет ему быть в наилучшем состоянии для инъекций, то есть не слишком расплавленным или слишком твердым.
- Температура цилиндра и шнека, в которых удерживается термопласт, также важна, поскольку они помогают поддерживать полимер в оптимальном состоянии, готовом к инъекции.Винт внутри цилиндра также вызывает трение с пластиком во время процесса впрыска. Необходимо учитывать выделяемое при этом тепло, чтобы избежать перегрева пластика.
Давление — другой ключевой параметр в процессе литья под давлением. Существует два типа давления, которые необходимо строго контролировать:
- Давление зажима, которое удерживает стержень и полость инструмента вместе. Это должно быть правильно, чтобы инструмент не открывался и не ломался во время впрыска и чтобы компонент правильно формировался внутри инструмента.
- Давление впрыска, при котором термопласт впрыскивается в инструмент. Это должно быть точно, чтобы компонент формировался правильно. Если давление слишком мало, деталь не сформируется полностью, при слишком сильном давлении могут начаться ожоги или коробление.
Оба параметра необходимо точно контролировать, чтобы процесс литья под давлением мог работать эффективно и создавать высококачественные компоненты в каждом цикле.
Почему следует выбирать компоненты, изготовленные методом литья под давлением?
Компоненты, изготовленные литьем под давлением, являются одним из основных вариантов выбора для производителей оригинального оборудования (OEM).Есть много причин, по которым вы можете рассмотреть возможность использования их в своем собственном продукте, но вот некоторые из основных характеристик, которые делают компоненты, изготовленные литьем под давлением, популярными.
Они качественные и прочные:
- Современные пластики прочные. Это означает, что они могут заменять металлы в некоторых частях. Пластмассы также можно комбинировать для создания более прочных деталей.
- Контроль таких параметров, как температура и влажность, необходим для создания высококачественной продукции. Чтобы обеспечить высочайшее качество ваших деталей, важно, чтобы вы выбирали опытного производителя, который знает, как их контролировать.
- Многие термопластавтоматы теперь оснащены датчиками. Они собирают в реальном времени информацию и данные о производительности машин, времени цикла и отправляют уведомления, когда требуется техническое обслуживание или сервис.
Производство дешево и эффективно:
- Литье под давлением — ключевой процесс массового производства. Миллионы продуктов можно изготавливать с помощью всего лишь одной пресс-формы и за один цикл.
- Интеграция автоматизации и робототехники в процесс означает, что он стал более рациональным и экономичным.Согласно Plastikcity, если вы замените одного ключевого человека роботом, производительность производственной линии увеличится на 40%.
- Это тоже быстрый процесс. В течение одного цикла тысячи продуктов могут быть отформованы, отверждены и выброшены за несколько минут.
Они предлагают большую гибкость конструкции:
- С помощью литьевых форм легче создавать сложные формы по сравнению с другими методами формования. Также возможно сделать более одного компонента из одного инструмента, например.г. один инструмент может быть разработан для производства шести одинаковых компонентов за один цикл впрыска. Процесс литья под давлением также идеально подходит для создания компактных форм, таких как полимерная оптика.
- С помощью альтернативных процессов, таких как совместное впрыскивание и многослойное формование, производители могут комбинировать ряд характеристик в одной детали, например, разные цвета, тактильные качества или прочность.
- Современные красители в пластмассах предлагают производителям и компаниям наилучшую консистенцию цвета.Будь то таблица пантонов или пользовательский цвет, ваш производитель должен иметь возможность постоянно предлагать вам нужный цвет.
Если вы считаете, что литье под давлением могут быть лучшим вариантом для вас, то важно, чтобы вы выбирали детали от опытного производителя. Они будут понимать процесс литья под давлением, а это значит, что они могут соответствовать высоким стандартам качества своей продукции. Они также могут предложить дополнительные услуги, такие как легкая доставка и хорошее время выполнения заказа.Спросите о стандартах и аккредитациях, по которым они работают, и проверьте их оценку эффективности оригинального оборудования (OEE). Для получения дополнительной информации см. Наше Краткое руководство по поиску высококачественных пластиковых компонентов.
На что обращать внимание при покупке компонентов для литья под давлением
Если какой-либо из параметров в процессе литья под давлением не контролируется должным образом, то в готовых компонентах могут начать появляться неисправности. Запрос образцов у любого производителя, которого вы рассматриваете, и выполнение визуального осмотра на предмет каких-либо дефектов поможет вам определить, высокого качества они или нет.
Вот некоторые из наиболее распространенных неисправностей, возникающих в компонентах, изготовленных литьем под давлением, и советы по их обнаружению.
Вспышка
Заусенец — это название заусенца излишка материала, который образуется на краю компонента, обычно на линии разделения или разделения, где две части пресс-формы соединяются вместе.
Эта неисправность может быть вызвана множеством проблем. Отсутствие зажимного давления, высокое давление впрыска, переполнение инструмента и неисправности в пресс-форме могут привести к утечке пластика и образованию вспышки.Термопласты с высокой текучестью расплава или более низкой вязкостью также с большей вероятностью выйдут из инструмента и образуют искры.
Тщательно контролируя технологическое давление и температуру термопласта, производители могут убедиться, что эти параметры находятся на оптимальном уровне, чтобы предотвратить вспышку. Ключом к предотвращению этого является также поддержание в надлежащем состоянии инструментов для литья под давлением.
Выделение газа и вентиляция
Выделение газа и вентиляция — это небольшой взрыв внутри детали, который может вызвать дыры или ожоги в конечном компоненте.Когда воздух попадает в пресс-форму перед потоком материала во время литья под давлением, он оказывается в ловушке. Смесь пластика и воздуха вызывает образование газа и небольшой взрыв.
Контроль скорости впрыска, чтобы она не была слишком высокой, является ключом к предотвращению газообразования и вентиляции. Убедитесь, что инструмент имеет достаточную вентиляцию, чтобы предотвратить попадание воздуха, и что впрыскиваемый пластиковый материал не влажный, также является мерами предосторожности, которые следует принимать производителям.
Шорты
Когда пластик перестает заполнять всю форму, это называется короткой неисправностью. Это означает, что части компонента часто отсутствуют или повреждены. В основном короткое замыкание возникает из-за ошибок с уровнем давления или температуры. Если давление впрыска или температура термопласта недостаточно высоки, это может привести к тому, что пластик не сможет заполнить всю форму.
Тщательно отслеживая температуру и давление в процессе литья под давлением, производители могут обеспечить постоянный поток и предотвратить короткое замыкание.
Деформация и коробление
Если на компоненте есть вмятины или части, где пластик более тонкий, слабый или изогнутый, это называется перекосом или короблением. Это вызвано недостаточным давлением выдержки времени охлаждения во время процесса литья под давлением.
По мере охлаждения детали внутри формы она дает усадку. Если давление выдержки (которое уплотняет деталь) или время охлаждения неправильное, это может привести к изменению толщины детали или внутреннему напряжению, которое вызывает ее повреждение.
Помимо контроля давления выдержки и времени охлаждения, необходимо гарантировать, что выбор материала соответствует сложности пресс-формы, что необходимо для обеспечения постоянного охлаждения и формования конечной детали.
Допуски
Помимо поиска неисправностей в образцах компонентов производителя, также важно, чтобы вы спросили их об их допусках. Любой опытный производитель должен быть в состоянии достичь допусков в пределах +/- 0.От 1 мм до +/- 0,25 мм в зависимости от типа детали и расскажем, как они проверяют их.
Изучив допуски и процедуры проверки производителя, вы можете быть уверены, что компоненты, которые они производят, имеют высочайшее качество, даже если они производятся в больших масштабах. Построение такого уровня отношений с вашим производителем также убедит вас в том, что его цепочки поставок могут продолжать поставлять детали, которые вам понадобятся, в будущем с тем же высоким стандартом качества.
Если задать несколько вопросов о производственном процессе, это также поможет вам определить, подходят ли они для вашего бизнеса:
- Имеет ли поставщик хороший опыт и опыт в производстве продуктов, которые требуются клиенту?
- Каковы производственные возможности компании?
- Какие системы производства и качества существуют, чтобы гарантировать поставку запчастей хорошего качества по правильной цене?
- Обратили ли вы внимание на их производственные возможности, инструменты, оборудование и управление технологическими процессами?
- Есть ли у вас полное представление об их возможностях, мерах контроля качества и компетентности персонала?
- Каковы их измерения OTIF и показатели своевременной и полной доставки?
Эти вопросы помогут вам определить, может ли производитель предоставить вам уровень обслуживания, который вам нужен, а также количество высококачественных компонентов, необходимых для вашей продукции.
Какие есть альтернативы литью под давлением?
Существует две основных альтернативы литью под давлением, которые могут обеспечить такой же уровень точности и гибкости. Это 3D-печать и выдувное формование.
3D-печать
3D-печать — это быстрый производственный процесс, в котором используется специальный станок для создания каждой детали индивидуально с использованием программного обеспечения САПР. Обычно используемый для создания прототипов деталей, это отличный процесс для производства небольших партий компонентов для тестирования или проектирования.
Однако, в отличие от процесса литья под давлением, каждая деталь создается по одной, а это означает, что добиться единообразия может быть сложно, а процесс неэффективен или рентабелен. Это означает, что 3D-печать — не лучший вариант для производства большого количества компонентов в больших масштабах.
Выдувное формование
Выдувное формование — это процесс, при котором нагретый пластик вдавливается в полость с помощью воздуха для образования полой детали. Формование с раздувом без использования специального инструмента — более простой и менее затратный процесс, чем литье под давлением.Он также производит компоненты, которые формируются как одно целое без линий разъема.
Однако, хотя пресс-формы, используемые для литья под давлением, требуют больших предварительных вложений, они предлагают гораздо большую сложность конструкции и гибкость по сравнению с литьем с раздувом, которое можно использовать только для создания полых деталей. Также невозможно создать конструкцию с несколькими полостями, и есть больше параметров процесса, которые нужно контролировать, что приводит к более высокой степени неточности при изготовлении деталей, полученных выдувным формованием.
Будущее литья под давлением
Есть три основных аспекта, которые повлияют на будущее процесса литья под давлением: развитие пластмасс, развитие оборудования и потребности клиентов.
Разработка пластмасс
Развитие науки о термопластах и требования рынка привели к разработке тысяч типов термопластов с различными качествами и характеристиками.
Эти качества включают гибкость, способность противостоять высоким температурам, прозрачные компоненты, прочность, долговечность, широкий выбор цветовых вариантов, а также повышенную электропроводность и отсутствие трения.
Потребности клиентов будут и дальше способствовать развитию и изменениям.Будь то пластик, который менее вреден для окружающей среды, или пластик, обладающий особыми свойствами материала, такими как антибактериальные свойства, — все это потенциальные успехи, которые наука о полимерах может сделать в будущем.
Спрос на пластмассы со значительным содержанием вторичного пластика после потребления постоянно растет. В связи с Директивой ЕС о пластмассах для одноразового использования и рядом штатов США, стремящихся ввести расширенную ответственность за продукцию, производители обращают внимание на то, чтобы они изменили методы своей работы.В Essentra Components в Великобритании теперь мы можем производить почти все наши изделия из полиэтилена низкой плотности, используя не менее 40% переработанного пластика.
Другие меры включают постоянное сокращение энергопотребления, изоляцию объекта и развертывание энергоэффективного светодиодного освещения.
Развитие машинного оборудования
Технологические изменения действительно повлияли на эффективность процесса литья под давлением. В частности, внедрение подходов Индустрии 4.0 с использованием данных и промышленного Интернета вещей (IIoT) привело к тому, что производители смогли максимально повысить производительность оборудования, тем самым повысив эффективность.
Внутри самого оборудования рост уровня автоматизации и робототехники означает, что параметры процесса, такие как температура термопласта и давление впрыска, можно более тщательно контролировать. Это повысило точность и аккуратность процесса. Производители теперь могут более легко и эффективно создавать более согласованные и высококачественные компоненты.
Поскольку компании стремятся достичь большей устойчивости и сократить выбросы углерода, тип оборудования может этому способствовать.В Essentra Components мы приступаем к инвестиционной программе по внедрению полного портфеля электрических термопластавтоматов к 2031 году.
Это не только приведет к сокращению потребления энергии примерно на 33%, но и прогнозируемое улучшение процесса и производительности позволит трем электрическим машинам выполнять работу четырех гидравлических моделей. Кроме того, увеличение мощности этих полностью электрических машин уменьшит нашу общую площадь, занимаемую нами.
Полученные в результате данные помогли сократить время простоя, применить профилактическое обслуживание, а не ремонтировать машину, и способствуют стандартизации компонентов.Открытие доступа к этим данным для клиентов, не подвергая риску интеллектуальную собственность, будет одной из основных проблем, с которыми придется столкнуться будущему литьевого формования.
Требования клиентов
Наряду с изменяющимися требованиями рынка, изменение осведомленности и приоритетов клиентов уже начинает влиять на мир литья под давлением.
Потребность в сокращении выбросов углекислого газа является ключевым направлением для клиентов, и мы смогли значительно расширить использование переработанного пластика после потребителя в компонентах, производимых из полиэтилена низкой плотности.С апреля 2021 года почти все продукты LDPE, производимые на предприятии в Великобритании, теперь производятся с использованием не менее 40% переработанного пластика без какого-либо снижения качества или производительности.
Помимо быстрого и эффективного получения запчастей, заказчики начинают уделять больше внимания точности и качеству своих компонентов.
Неточные или некачественные детали могут иметь огромное влияние на сроки выполнения заказов и производственный бюджет, поэтому важно, чтобы выбранные ими производители постоянно поддерживали высокие стандарты качества в своих компонентах.
Опытные производители начинают адаптироваться к этой новой осведомленности клиентов:
- Увеличивая инвестиции в повышение квалификации своей рабочей силы и поддержание современного обучения.
- Подчеркивая важность опыта для жесткого контроля и поддержания качества в их процессах литья под давлением.
- Предлагаем производственные туры и инспекции для клиентов и их внутренних экспертов, чтобы поддерживать честный, открытый разговор о стандартах качества и процессах.
Внося эти изменения, Essentra Components старается быть в авангарде индустрии литья под давлением. Это не только готовит нас к будущему, но и гарантирует, что наши клиенты получат требуемые им детали требуемого качества, когда они им понадобятся, благодаря нашему беспроблемному обслуживанию.
Двойное литье под давлением, двойное впрыскивание Yomura
Двойное впрыскивание , иногда известное как 2 материала 2 дробеструйное формование или 2K формование, представляет собой инновационный производственный процесс, используемый для производства сложных формованных деталей из двух различных материалов.Благодаря узкоспециализированному и автоматизированному процессу мы тщательно контролируем впрыск нескольких материалов, в том числе двух разных видов смолы, в одну многокамерную форму.
Двойной впрыск выполняется на одной машине, которая запрограммирована на выполнение двух впрысков за один цикл. В первом цикле форсунка впрыскивает пластик в форму. Затем форма автоматически поворачивается, и через второе сопло в нее впрыскивается пластик другого типа.
Двойное литье под давлением оптимизирует сополимеризацию твердых и мягких материалов для создания прочной молекулярной связи.В результате получается единая деталь с производственными и функциональными преимуществами. Его можно использовать для создания разнообразных продуктов во всех отраслях промышленности. Он также позволяет формовать с использованием прозрачного пластика, цветной графики и стильной отделки, что улучшает функциональность вашего продукта и его рыночную стоимость.
Преимущества двойного впрыска:
- Меньшая стоимость единицы
- Повышенная целостность детали
- Эффективность работы с несколькими материалами
- Изготовление деталей из высококачественного пластика
- Облегченные манипуляции и вторичная сборка
- Снижение затрат и отходов, связанных с дефектами сборки
- Улучшенные тактильные и косметические характеристики продукта
Одноцветный и одноцветный прозрачный пластик для впрыска двумя порциями
Материал: Одноцветный АБС-пластик с одноцветным прозрачным пластиком (АБС, ПК, акрил)
Преимущества: Объединяет световод в кнопку, экономя как деньги, так и место.