


Ремонт трещины ГБЦ – сварка и штифты
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти Регистрация- Главная
- Блоги
- Советы автомобилистам
- Ремонт трещины ГБЦ – сварка и штифты
Увы, но иногда автомобилисты допускают серьезные ошибки в эксплуатации своих стальных коней. За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза. Обе причины – результат неправильного использования транспортного средства.
Как провести такой ремонт? Нелегко, но возможно! Главное, чтобы трещина не проходила через сами цилиндры, а также гнезда клапанов. Можно ремонт трещины ГБЦ своими руками выполнить при помощи эпоксидки и стеклоткани, а можно и сваркой воспользоваться, а также поставить штифты.

Технология работ протекать будет следующим образом:
1. Если блок из чугуна, то трещину надо сверлом ф5 мм. засверлить с обоих ее концов, а потом разделать ее вдоль зубилом на 80% толщины стенки блока;
2. Прежде чем начать сварочные работы, ГБЦ полагается нагреть до +600С;
3. Используя газовую горелку и чугуномедный пруток, специалист должен наварить непрерывный слой металла. Допускается выступ шва максимум на 1,5 мм.;
4. Когда блок благополучно заварен, его надо плавно охладить, используя термошкаф.;
5. Заваривать трещину ГБЦ можно и без проведения разогрева. Но тут надо использовать не газовую сварку, а электрическую.;
6. Сварочный шов с целью дополнительной защиты и надежной герметизации надо покрыть эпоксидкой.
Можно попробовать установить штифты – так тоже заделываются трещины ГБЦ:
1. И снова сверлом засверливаем 4-5 мм. оба конца злополучной трещины;
2. Аналогичным сверлом нужно насверлить отверстий и вдоль всей трещины, выдерживая интервал меж ними 6-8 мм. ;
;3. Теперь надо взять метчик и создать в отверстиях резьбу. По ней следует потом вкрутить медные вставки, оставив торчать наружу концы максимум 2 мм.;
4. Теперь между установленными штифтами следует сверлить новые отверстия. Делать это надо так, чтобы новые отверстия могли перекрывать на 1-2 мм. старые;
5. В новые отверстия аналогично нужно ввернуть штифты. Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Конечно, ремонт трещины ГБЦ легким делом не назовешь в любом случае. Не каждый автовладелец может провести данное мероприятие своими силами. При сомнении в успешном исходе гораздо выгоднее обратиться в автосервис.
Видео о том как проверить ГБЦ на микротрещины:
Видео о том как можно отремонировать ГБЦ автомобиля ВАЗ:

Автор
Super UserКомментируют
Топ блоги
Новое правило замены полиса ОСАГО.
На дорогах Норвегии будут ездить только электрокары
Новый хэтчбек Ibiza от Seat испытывают перед всемирной премьерой
Состоялась премьера рейсталингового Clio от Renault
Поездка в Крым на авто 2017-2018
Ремонт трещины головки блока цилиндров
Трещина головки блока цилиндров в основном возникают по причине механических повреждений, но зачастую это происходит при сильном перегреве или после замерзания охлаждающей жидкости (в случае, если вместо антифриза используется обычная вода). Если трещина случилась вдоль блока цилиндров, плоскости прилегания блока и головки, головку можно выбросить. Если же она прошла в другом месте, то можно попытаться ее устранить.
Первый способ с использованием эпоксидной смолы. Поверхность головки блока цилиндров тщательно зачищают с помощью металлической щетки до блеска. По краям трещины высверливают отверстия диаметром 3-4 миллиметра, там же нарезают резьбу и заподлицо вкручивают туда заглушки, сделанные из алюминиевой или медной проволоки. Под углом 60-90 градусов трещину обрабатывают абразивным кругом или зубилом на глубину до 3/4 стенки. Вокруг трещины делают насечки зубилом на расстоянии друг от друга в три сантиметра, чтобы создать шероховатость. После этого поверхность головки нужно обезжирить бензином или ацетоном. Эпоксидную массу нанести шпателем, вначале один слой, а спустя некоторое время второй (толщина должна быть не меньше 2). Общая толщина обоих слоев должна быть 3-4 миллиметра. Эпоксидная паста полностью затвердевает после 24-28 часов, но если головку нагреть до 100°, то затвердевание произойдет значительно быстрее, буквально за три-четыре часа. После этого поверхность головки блока цилиндров, где была трещина, нужно зачистить абразивным кругом.
Еще один способ заделки трещин головки блока цилиндров с использованием эпоксидного клея и стеклотканевой заплаткой. Подготовка такая же, как и в предыдущем варианте, только после наложения каждого слоя эпоксидной пасты сверху укладывают стеклоткань, пропитывают хорошенько и укатывают валиком. Расстояние между краями трещины и краями заплаты должно быть не менее 15-20 миллиметров с каждой стороны. Следующий слой должен на 10-15 перекрывать предыдущий, а их может быть до восьми штук. Самый последний слой заливается полностью пастой.
Третий способ – постановка штифтов. Так же, края трещины рассверливаются сверлом диаметром 3-4 миллиметра, после чего этим же сверлом по всей длине трещины также сверлятся отверстия на расстоянии друг от друга 5-7 миллиметров. В отверстиях нарезают резьбу и на всю глубину вкручивают медные штифты, а затем обрезают ножовкой, оставляя над поверхностью головки блока цилиндров полтора-два миллиметра. Между установленными штифтами вновь сверлят отверстия таким образом, чтобы они перекрывали уже заглушенные на четверть диаметра. Снова нарезают резьбу, вкручивают медные штифты и обрезают ножовкой. В результате должна получиться сплошная полоса медных штифтов, вкрученных друг в друга. Далее расчеканивают концы штифтов легкими ударами молотка, пока не образуется сплошной шов.
Снова нарезают резьбу, вкручивают медные штифты и обрезают ножовкой. В результате должна получиться сплошная полоса медных штифтов, вкрученных друг в друга. Далее расчеканивают концы штифтов легкими ударами молотка, пока не образуется сплошной шов.
Как видите, работа тонкая и ответственная, поэтому, если в Вашем авто образовалась трещина головки блока цилиндров, то лучше сразу же отправиться в автосервис, чтобы данная проблема не привела к капитальному ремонту двигателя.
Смотрите также:
- Шлифовка головки блока цилиндров
- Ремонт трещин ГБЦ полностью восстанавливает ее состояние
- Ремонт двигателей Skoda
- Полировка коленвала – важный и ответственный процесс
- Ремонт двигателя УАЗ
Все статьи >>
Что делать с треснувшей головкой блока цилиндров в вашем дизельном двигателе
Мы вернулись с новой информацией о головке блока цилиндров! Недавно мы говорили о том, когда вам может понадобиться восстановить поверхность головки, а теперь мы рассмотрим, что вам следует делать, если вы обнаружите, что в головке блока цилиндров вашего дизельного двигателя есть трещины между клапанами.
Когда ребята собирают свой двигатель, головка блока цилиндров — это то, что часто всплывает. Читайте дальше, чтобы узнать, что делать, если у вас трещины в голове.
Нужна информация о конкретной головке? Наши сертифицированные специалисты ASE могут помочь!
В моей головке цилиндров могут быть трещины?
Трещины между клапанами — это неисправность, о которой мы часто слышим в отношении головок цилиндров. Когда мы говорим о трещинах, мы смотрим на нижнюю часть вашей головы. Вы можете увидеть трещины между седлами клапанов.
Некоторыми распространенными причинами появления трещин в головке блока цилиндров являются перегрев и тяжелые условия эксплуатации. Прочтите наш анализ неудач «Почему у меня треснула голова?» чтобы узнать больше об этих причинах.
Эти трещины могут вызвать дополнительные проблемы с двигателем, включая загрязнение масла, точечную коррозию и повреждение блока цилиндров, а также повреждение цилиндров. Это может привести к гораздо более серьезному провалу. Трещины в вашей голове определенно не то, что вы хотите игнорировать. Но что вы можете сделать?
Что делать с трещинами в головке блока цилиндров?
Так у тебя эти трещины в голове. Это заставляет большинство парней говорить: «Чувак, мне нужно купить новый набор головок».
Совершенно понятно. Кто хочет вернуть треснувшую головку двигателю, на который вы только что потратили целую кучу денег?
Но одна из вещей, в которой мы должны убедиться, это то, что вы в первую очередь устраните проблему, которая вызывает трещины.
Когда у вас есть головка блока цилиндров, обычно чугунная, металл не трескается сам по себе. Это не просто так утомляет. Обычно он трескается по какой-то причине.
Возможно, у вас лопнула прокладка ГБЦ, и она наполнила цилиндр горючим газом, который вытеснил охлаждающую жидкость. Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Какой бы ни была причина, убедитесь, что вы ремонтируете ее, прежде чем заменять головку, чтобы предотвратить повторный отказ ваших новых компонентов.
Можете ли вы устранить трещины в головке блока цилиндров?
Понятно. Замена ГБЦ стоит денег. Поэтому некоторые парни говорят: «Эй, как я могу исправить эту трещину на моей головке цилиндров?»
На это мы скажем да, трещины можно исправить, но это гораздо более сложный процесс, чем вы думаете. Чтобы сделать это правильно, требуется много технологий.
Вы не просто хотите заварить трещину. Это не всегда капитальный ремонт. Вместо этого вы хотите использовать процедуру повторной отливки, при которой трещины выдолбляются, а расплавленный материал заливается обратно в эту трещину и повторно отливает эту головку цилиндров.
Это не то, что может сделать большинство парней, и это действительно отнимает много времени.
Вот почему мы предлагаем полные головки цилиндров, восстановленные или новые, и это то, что вам нужно, чтобы восстановить работоспособность вашего двигателя и проехать еще миллионы миль. Ознакомьтесь с нашими признаками необходимости замены головки блока цилиндров, чтобы узнать о других причинах, по которым вам может понадобиться новая головка.
Если вам нужна помощь в установке головки блока цилиндров дизельного двигателя, у нас есть несколько полезных советов по установке!
Поэтому, когда вы заменяете головку блока цилиндров, если у вас есть трещины, убедитесь, что вы устраняете общую проблему. Проверьте выступ вкладыша и убедитесь, что вы не собираетесь взорвать еще одну прокладку головки блока цилиндров. Мы хотим, чтобы вы прошли еще миллион миль!
Нужна помощь с головкой блока цилиндров или другим компонентом дизельного двигателя? У нас есть сертифицированные специалисты ASE, которые помогут вам! Позвоните им по телефону 844-304-7688 или запросите расценки онлайн!
Последние статьи
Темы
- Удовлетворенность клиентов Наш приоритет №1 – это наш клиент
- Быстрая доставка
* Отправка в тот же день, если заказ сделан до 14:00 по восточному поясному времени.

- Возврат без проблем Легкий возврат или возмещение
- Свяжитесь с нами по электронной почте Получите ответы от профессионалов
- 844.215.3406
Пн–Пт: 8:00–17:00 по восточному поясному времени
Суббота: 8:00–15:00 по восточному стандартному времени
Ремонт трещин в чугунных головках цилиндров и блоках цилиндров
Дом, Библиотека по ремонту автомобилей, Автозапчасти, Аксессуары, Инструменты, Руководства и книги, Автомобильный БЛОГ, Ссылки, Индекс
Адаптировано из статьи, написанной Ларри Карли для журнала Engine Builder
стал одной из самых горячих тем сегодняшнего дня, потому что хорошие ремонтопригодные головки цилиндров для многих двигателей последних моделей очень дороги и их трудно найти. Так много мастеров по ремонту двигателей сейчас ремонтируют головки, которые всего несколько лет назад выбросили бы как не подлежащие восстановлению.
Варианты ремонта трещин в чугуне существовали всегда. Штифтование и печная сварка являются жизнеспособными вариантами, которые уже давно используются для ремонта трещин и других видов повреждений. Но у штифтов есть свои ограничения, а сварка в печи — это не то, чему новичок может научиться за одну ночь.
Ремонт трещин также сопряжен с определенным риском. Вот почему большая часть деятельности по ремонту трещин в прошлом была ограничена дорогостоящими сверхмощными дизельными головками, антикварными головками или другими работами, которые оправдывали время, усилия и риск. Но из-за высокой стоимости многих головок и блоков последних моделей ремонт трещины может быть рентабельной альтернативой покупке нового или бывшего в употреблении литья для замены треснувшей головки или блока.
ВАРИАНТЫ ДЛЯ РЕМОНТА ТРЕЩИН
Трещины в алюминиевых головках и блоках относительно легко ремонтировать сваркой TIG, а вот чугун сваривать гораздо труднее. Вот почему штифтование долгое время было самым популярным методом ремонта мелких трещин в чугунных блоках и головках. Штифтование может исправить около 80 процентов всех трещин, но не все виды трещин. Многое зависит от локализации трещины и ее тяжести. Конические штифты с герметиком хорошо подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заделывать трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Штифтование может исправить около 80 процентов всех трещин, но не все виды трещин. Многое зависит от локализации трещины и ее тяжести. Конические штифты с герметиком хорошо подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заделывать трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Для ремонта трещин можно использовать различные типы штифтов
и отверстия в чугунных головках цилиндров.
ШТИФТЫ ДЛЯ ФИКСАТОРА ГОЛОВКИ ЦИЛИНДРОВ С ТРЕЩИНАМИ
Штифтование является наиболее часто используемым методом ремонта трещин в чугунных головках, блоках и коллекторах, потому что это быстро, надежно и дешево. Штифты также можно использовать для ремонта трещин в алюминиевых головках и блоках, хотя сварка TIG часто является предпочтительным методом ремонта алюминия. Закрепление булавками является относительно простым в освоении и использовании методом, не требующим большого количества инструментов, кроме сверла, направляющей арматуры и метчика, и не требует нагревания.
Перекрывающиеся штифты закрывают трещину.
По сути, закрепление штифтами включает в себя просверливание отверстий в трещине, установку штифтов внахлест для заполнения трещины, а затем зачистку штифтов для герметизации и выравнивания поверхности.
Существует два основных типа штифтов: прямые и конические. Каждый тип имеет свои преимущества и может работать лучше в определенных ситуациях, чем другой.
Конические штифты втягиваются в трещину при затягивании, чтобы обеспечить плотное прилегание по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Герметик действительно не обязателен, но часто используется для дополнительной страховки. Отверстия для конических штифтов должны быть тщательно забиты вручную, а штифты затянуты вручную для плотного прилегания.
Прямые штифты устанавливаются быстрее, поскольку для их установки можно использовать обычный метчик и дрель. Прямые штифты скручиваются при затягивании, что устраняет необходимость срезать или стачивать головки (как это необходимо для конических штифтов). Прямые штифты также имеют посадку с натягом по всей длине и конический буртик, который вдавливается в поверхность. Это устраняет линию резьбы на поверхности, позволяя обрабатывать поверхность. Этот тип прямого штифта также может устранить необходимость установки вставок седла клапана в чугунных головках.
Прямые штифты скручиваются при затягивании, что устраняет необходимость срезать или стачивать головки (как это необходимо для конических штифтов). Прямые штифты также имеют посадку с натягом по всей длине и конический буртик, который вдавливается в поверхность. Это устраняет линию резьбы на поверхности, позволяя обрабатывать поверхность. Этот тип прямого штифта также может устранить необходимость установки вставок седла клапана в чугунных головках.
Различные типы и размеры штифтов и заглушек для ремонта трещин.
Обычные конические и прямые штифты не могут справиться с определенными типами трещин, например, вдоль внешнего края или угла, которые требуют поддержки, чтобы скрепить стороны трещины. То же самое касается трещин в области отливки, которые открываются или расходятся, когда отливка находится под нагрузкой или нагревается. Для этих типов ремонта трещин запирающие устройства и/или штифты с самозахватывающейся способностью могут обеспечить необходимое усиление и прочность.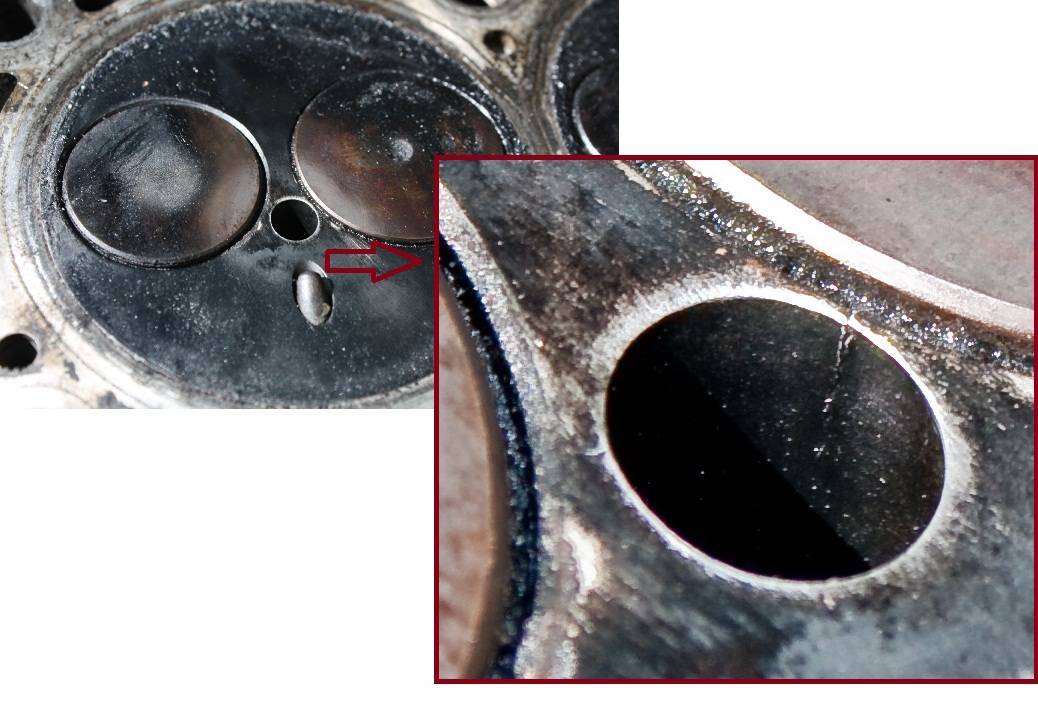 Штифты «Castmaster» (производимые Lock-N-Stitch) имеют уникальный рисунок резьбы «спиральный крючок» или «обратный шаг», который захватывает обе стороны трещины, когда верхнее плечо штифта упирается в металл. Этот тип штифта может фактически скрепить трещину, а не просто заполнить ее, и может использоваться для ремонта трещин, которые нельзя исправить с помощью обычных конических или прямых штифтов.
Штифты «Castmaster» (производимые Lock-N-Stitch) имеют уникальный рисунок резьбы «спиральный крючок» или «обратный шаг», который захватывает обе стороны трещины, когда верхнее плечо штифта упирается в металл. Этот тип штифта может фактически скрепить трещину, а не просто заполнить ее, и может использоваться для ремонта трещин, которые нельзя исправить с помощью обычных конических или прямых штифтов.
Еще одна трещина, которую трудно устранить штифтом, — это любая трещина, возникающая в очень тонкой (менее 1/8 дюйма толщины стенки) области отливки. Штифты не будут держаться, если не будет достаточно металла, чтобы захватить и поддержать резьбу.
При сварке в печи используется горелка, печь и большое количество тепла.
ПЕЧЬ СВАРОЧНАЯ ЧУГУННАЯ
Трещины в чугуне можно устранить с помощью горячей сварки (печной сварки), но этот метод требует навыков и большой практики. Это также требует предварительного нагрева отливки перед ее сваркой и большого количества тепла (предварительный нагрев до 1200–1400 градусов по Фаренгейту в печи). Отливку также необходимо медленно охлаждать через семь-восемь часов после сварки, чтобы предотвратить повторное растрескивание.
Отливку также необходимо медленно охлаждать через семь-восемь часов после сварки, чтобы предотвратить повторное растрескивание.
Успешный ремонт трещины с помощью печной сварки (горячей сварки) требует предварительной тщательной подготовки трещины и тщательного регулирования температуры. Вы не можете просто нагреть голову горелкой для сорняков. Правильный способ — предварительно нагреть головку в закрытой печи или духовке, чтобы тепло проходило через головку снизу. Вы должны держать голову изолированной одеялом и не допускать сквозняков во время сварки, иначе вы получите трещины и пористость в сварном шве. После этого голову следует медленно охладить.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), кислородно-ацетиленовая горелка с «нейтральным пламенем» с немного большим количеством ацетилена, чем кислорода, используется для плавления чугуна (который плавится при температуре от 2400 до 2600 градусов по Фаренгейту). Чугунный присадочный стержень и бурный флюс затем используются для заполнения трещины.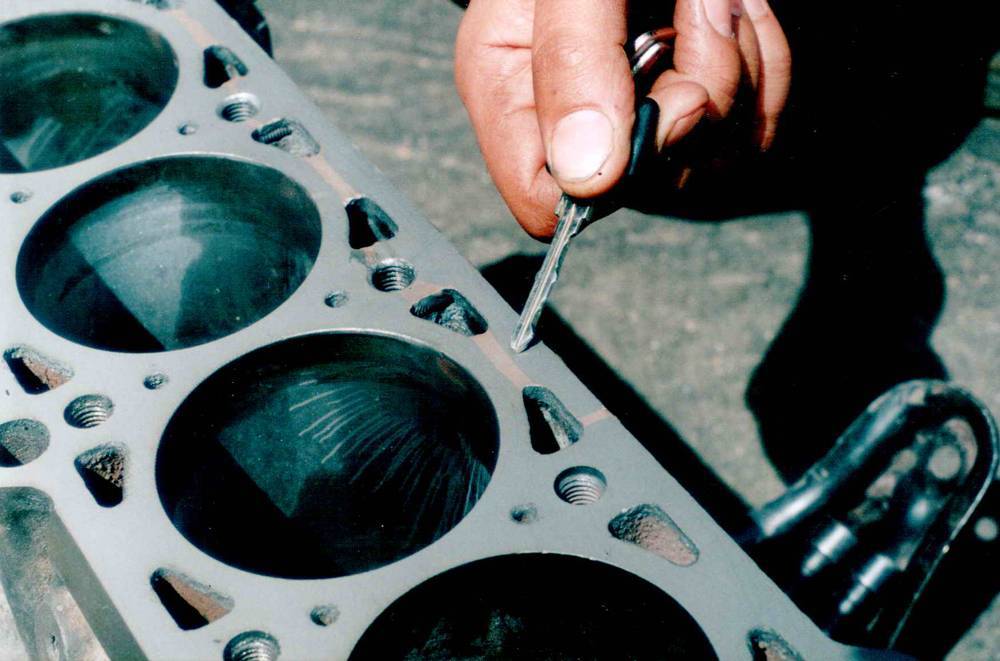 Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх. Затем примеси могут быть удалены из зоны ремонта с помощью факела.
Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх. Затем примеси могут быть удалены из зоны ремонта с помощью факела.
Если седло клапана приваривается в печи, один прием состоит в том, чтобы заполнить отверстие графитовой заглушкой, а затем приварить вокруг него. Лужа будет примерно полдюйма в глубину и, возможно, два дюйма в диаметре. Для этого требуется много тепла, около 5000 градусов.
После заполнения трещины наступает долгое и медленное остывание. Если чугун остывает слишком быстро, может произойти одно из двух. Окружающий металл может сжиматься от сварного шва, вызывая появление новых трещин, и/или углерод в железе может превращаться в карбид, делая металл слишком твердым и хрупким для обработки. Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения.
Оберните голову изолирующим одеялом и держите ее в горячем боксе, чтобы она охлаждалась со скоростью не более 100–200 градусов в час. Период охлаждения может занять до восьми часов. После того, как головка остынет, ее можно очистить от накипи, затем подвергнуть грубой механической обработке и испытать погружением в горячую воду под давлением 100 фунтов на квадратный дюйм для проверки на наличие утечек.
Период охлаждения может занять до восьми часов. После того, как головка остынет, ее можно очистить от накипи, затем подвергнуть грубой механической обработке и испытать погружением в горячую воду под давлением 100 фунтов на квадратный дюйм для проверки на наличие утечек.
Если чугунная головка имеет встроенные седла клапанов, рекомендуется заменить седла выпускных клапанов после сварки в печи, поскольку высокие температуры процесса могут разрушить индукционную закалку седел.
СВАРОЧНЫЙ ЧУГУН
Другой альтернативой для ремонта трещин в чугунных головках и блоках является порошковая сварка (также называемая сваркой пламенным напылением). Основная технология существует уже много лет, но в последние годы она была усовершенствована с помощью нового оборудования для сварки распылением. Это может сделать прочный ремонт, аналогичный горячей сварке, но с гораздо меньшим нагревом. Вам все равно придется предварительно нагревать и нагревать пластик, чтобы снять напряжение, которое может привести к повторному растрескиванию. Но с этой техникой меньше риск деформировать или деформировать голову от чрезмерного нагрева.
Но с этой техникой меньше риск деформировать или деформировать голову от чрезмерного нагрева.
Для сварки пламенем требуется специальная кислородно-ацетиленовая горелка с загрузочной воронкой, которая подает порошок никелевого сплава в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Процесс требует предварительного нагрева головки примерно до 700 градусов и последующего нагрева головки после сварки для снятия напряжения.
Порошок никелевого сплава, используемый для сварки пламенем, обеспечивает твердость от 18 до 22 Rc. Доступны более твердые сплавы для сварки распылением седел клапанов, распределительных валов и коленчатых валов.
Как и в любом процессе ремонта, всегда существует риск повторного растрескивания независимо от того, был ли отливка отремонтирована с помощью сварки TIG, сварки в печи, сварки распылением или штифта. Трещины в области седла клапана могут открыться снова, если новое седло клапана будет запрессовано со слишком большим натягом. Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
ПОИСК И УСТРАНЕНИЕ ПРОБЛЕМ С РАСПЫЛЕНИЕМ ПЛАМЕНИ
Если у вас возникли проблемы с получением хороших результатов при сварке пламенем, вот несколько советов, которые могут улучшить ваш успех:
- Если никелевый порошок просто ложится или скапливается, а не смачивается при начале сварки, сварка слишком холодная. Фаска должна быть тускло-вишнево-красной, или примерно от 1300 до 1400 градусов по Фаренгейту. Попытка довести основной металл до температуры путем нагревания его через толстый слой нерасплавленного порошка толщиной 0,020 дюйма или больше, скорее всего, выжжет флюс из порошка. .
- Если никелевый порошок вскипает при начале сварки, и вы получаете вулканическую реакцию, когда первоначальный взрыв порошка распыляется на фаску, работа слишком горячая. Отключите горелку, дайте области остыть до тусклого вишнево-красного цвета, затем поднесите кончик синего конуса к пламени на расстоянии примерно 1/8–1/2 дюйма от отложений и добавляйте свежий порошок короткими порциями.
 Это должно добавить достаточно нового флюса, чтобы должным образом смочить порошок. Если это не сработает, остановитесь, очистите фаску и начните сначала.
Это должно добавить достаточно нового флюса, чтобы должным образом смочить порошок. Если это не сработает, остановитесь, очистите фаску и начните сначала.
- Если при первом распылении нанести слишком много порошка, он не просохнет. Когда нерасплавленный порошок нарастает до 0,020 дюйма или более, он действует как изолятор между пламенем и основным металлом. Остановитесь, соскребите не расплавившийся порошок и начните сначала.
- Неправильный угол пламени также может привести к тому, что порох слипнется и не смочит. Если угол пламени меньше 75 градусов, порох может вылететь вперед лужи и прилипнуть к фаскам. Когда нерасплавленный порошок укладывается толщиной примерно до 0,020 дюйма или более, он не будет должным образом смачиваться. Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановитесь, соскоблите или смахните нерасплавленный порошок, держите горелку под правильным углом и снова начните сварку.

- Проблемы с пористостью и твердостью сварного шва могут быть вызваны загрязнением поверхности, прилегающей к V-образной фаске. На некоторых отливках, в частности на коллекторах, поверхность может содержать много «сгоревшего» железа. Это должно быть сошлифовано, оставив прочный, чистый металл, по крайней мере, от 3,8 до 1/2 дюйма по обе стороны от фаски «V». Ржавый, грязный или обожженный металл обычно лопается и трескается при воздействии на него пламени.
ТРЕЩИНЫ ПРИ СВАРКЕ В ЧУГУННЫХ ГОЛОВКАХ
0021
Сварка припоем – еще один вариант ремонта чугуна. Он отлично подходит для таких применений, как поврежденные отверстия под болты и даже трещины в портах головки, потому что это более простой процесс. Сварка пайкой может выполняться при температуре от 800 до 900 градусов, что означает, что отливка нагревается только примерно до 400-500 градусов и не деформируется и не плавится. Он хорошо подходит для ремонта трещин на верхней части тонкостенных головок цилиндров, таких как головки Ford 2,9 л, и может даже использоваться для ремонта небольших трещин в выпускных отверстиях.