


Что такое Хонингование двигателя — DRIVE2
Хонингование это окончательная обработка поверхности с помощью специальных инструментов. Хонингование стали применять при ремонте двигателей внутреннего сгорания.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования. В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
www.drive2.ru
Хонингование блока: описание, характеристика, описание
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
avtodvigateli.com
скупой платит дважды — DRIVE2
Ремонт двигателя можно разделить на операции: Диагностика. Снятие и разборка силового агрегата. Дефектовка. Подбор всех необходимых комплектующих. Развесовка шатунно-поршневой группы с точностью до 0,5г. Правка, восстановление геометрии коленвала, шлифовка-полировка шеек коленвала, динамическая балансировка коленчатого вала в сборе с маховиком и корзиной сцепления. Расточка блока. Плосковершинное хонингование. Ремонт головки блока. Сборка двигателя, установка, регулировка.
Невысокая цена на услугу ремонта двигателя, казалось бы, неплохо для клиента. Откуда она берется на некоторых автосервисах? Работа часто удешевляется за счет невысокой заработанной платы автомеханика (читай – его низкой квалификации).
Технология ремонта двигателя упрощается, из нее выбрасываются «ненужные» операции. Возьмем, к примеру, обработку блока цилиндров. Общепринятой технологией сегодня является плосковершинное хонингование цилиндров: на поверхности вначале создается сеть рисок определенной шероховатости, а затем их вершины сглаживаются специальной, финишной операцией. В некоторых мастерских по ремонту двигателя, хонингование выполняют по упрощенной технологии, без придания поверхности цилиндров необходимого профиля.
Аналогичная ситуация и с коленчатыми валами. Много Вы видели мастерских, где шейки коленвалов полируют после шлифовки? Обычно шлифовкой и ограничиваются. А это идет в разрез с общепринятыми в мировой практике технологиями ремонта коленчатого вала. Полировка (казалось бы, «лишняя» операция) заметно повышает ресурс шеек коленвала и вкладышей. Можно встретить и несоосность поверхностей шеек после шлифования кривых коленвалов, ведь править дорого, «лишняя» технологическая операция при ремонте двигателя, «лишнее» время и деньги, а ремонт двигателя клиент просил сделать быстро и недорого.
Оборудование в отдельных автосервисах морально устарело, что напрямую сказывается на качестве ремонта двигателя. Лакмусовой бумажкой, позволяющей отличить моториста профессионала от дилетанта, является его отношение к контрольно-измерительным приборам в частности при дефектовке и сборке. Для нас не стоит вопрос, нужно ли тратить «лишнее» время на контрольные замеры или ими можно пренебречь при ремонте двигателя. Контрольно-измерительные операции действительно отнимают зачастую значительно больше времени, чем сам процесс сборки. Но это необходимая плата за то, чтобы отремонтированный двигатель служил надежно и долго.
Пару слов об использовании некачественных автозапчастей при ремонте двигателя. Если для иномарок встретить брак автозапчастей сравнительно трудно, то для двигателей отечественных ВАЗ – это частая практика. Кривые вкладыши, направляющие втулки клапанов из «сырой» стали, текущие сальники, «левые» поршни, некачественные кольца, деформированные шатуны, бракованные прокладки. Как ни странно, не менее грустная картина наблюдается с импортными автозапчастями для ремонта двигателей. Многие известные иностранные производители для снижения цены на автозапчасти, чтобы сделать их конкурентноспособными с отечественными, упрощают те
www.drive2.ru
Хонингование и расточка блока цилиндров своими руками

Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование?
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.

Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Какими должны быть хонинговальные бруски?

При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как хонинговать блок цилиндров самостоятельно?
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд. При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
vipwash.ru
Хонингование блока цилиндров
Что понимают под хонингованием?
Хонингование — это одна из форм тонкой обработки резанием для достижения точно круглых отверстий при выдерживании определённого качества поверхности. Речь идёт о разнообразно применяемом в промышленности методе окончательной обработки отверстий и цилиндров. В зависимости от случая обработки, хонингование служит для достижения точно определённых шероховатостей, структур поверхности, а также для достижения супергладких поверхностей (последнее — не для рабочих поверхностей цилиндров двигателей внутреннего сгорания).
Процесс хонингования происходит при постоянном соприкосновении поверхностей инструмента и заготовки. Снятие материала происходит при геометрически неопределённом резании благодаря собранным в хонинговальных брусках шлифовальным средствам (связанное зерно). Хонинговальные бруски помещены в хонинговальных головках, которые можно через зубчатые рейки или конусные механизмы устанавливать радиально и плоскопараллельно; тем самым достигается давление прижима. Хонинговальный инструмент движется при хонинговании одновременно в радиальном и осевом направлениях. Тем самым возникает характерная для хонингования перекрёстная сетка шлифовочных штрихов. Поэтому хонингование именуется также перекрёстным шлифованием. В зависимости от соотношения скорости вращения и скорости подачи получаются более или менее крутые углы хонингования. Для смазки, охлаждения, отвода снимаемого металла и шлифовальных зёрен в процессе хонингования подаётся в больших количествах хонинговальное масло или при обработке серого чугуна — водо-масляная эмульсия.
Изображение 2 |
Цель хонингования
При окончательной обработке хонингованием возможно не только получение отверстий или цилиндров с желаемыми диаметрами и качеством внутренней поверхности. Также погрешности в геометрии отверстий, возникшие при предыдущей обработке, которые, соотв., не смогли быть устранены, могут быть исправлены. Ниже представлены наиболее частые погрешности формы и поверхности.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL® первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL® представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSIL®c рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL® следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
У ALUSIL®-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Требования к хонинговальному инструменту и обрабатывающим брускам
Хонинговальные инструменты
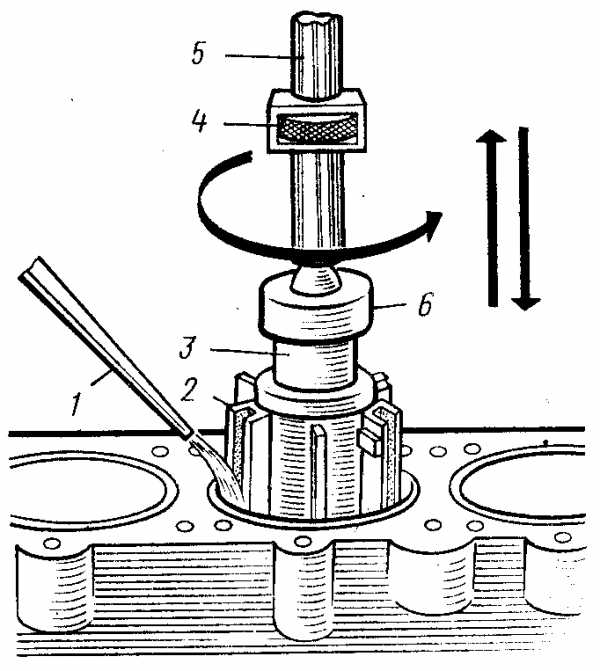
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.
Изображение 1
Изображение 2 |
Изображение 3
1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу «3.8 KS — инструменты для обработки алюминия») разрабатывались и согласовывались специально для обработки ALUSIL®, LOKASIL® и сравнимых алюминиево-кремниевых материалов.
Изображение 4 |
Указание
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
Изображение 2 |
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Указание!
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Важно!
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Параметры обработки при хонинговании Значение | ||
Рекомендуемое число оборотов при хонинговании | 250-350 1 /мин | |
Минимальное число оборотов при хонинговании | 200 1 /мин | |
Максимальное число оборотов при хонинговании | 400 1 /мин | |
Скорость подачи хонинговальной головки относительно числа оборотов | 1/мин | т/мин |
400 | 16 | |
350 | 14 | |
300 | 12 | |
200 8 | ||
Угол хонингования (произведение числа оборотов и скорости подачи) | 15-20° | |
Потребная величина снятия материала, относительно диаметра цилиндра | от 0,06 до 0,1 мм | |
Рекомендуемое давление нажатия брусков | 30 Н/см2 | |
Максимальное давление нажатия брусков | 40 Н/см2 | |
Общее время обработки отверстия цилиндра (приблизительное значение) | > = 90 s | |
Желаемая шероховатость поверхности (R2) | от 0,06 до 0,10 мм | |
Перебег хонинговальным бруском верхней и нижней мёртвых точек, относительно длины бруска | = 30% | |
Желаемая степень разрушения кристаллов кремния | 5-10% | |
Максимально допустимая степень разрушения кристаллов кремния | макс. 30% | |
Допускаемая некруглость отверстия цилиндра (технологический допуск) | +/-6 um | |
;
focusello.ru
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
Оцените статью: Поделитесь с друзьями!stanok.guru
Нужно ли хонингование цилиндров CDAB 1.8 TSI ? — Skoda Octavia, 1.8 л., 2011 года на DRIVE2

Нужно ли хонингование цилиндров? Все говорят по разному! После того как достали поршня, задался вопросом хонингогвания цилиндров т.к хона вообще было мало. Мастер который разбирал двигатель настоятельно рекомендовал сделать хонингование. А делают его для того чтобы сделать цилиндры более округлой формы (кто не знает)
Зачем хонинговать двигатель?
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.хонингование блока цилиндров
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
— ухудшается компрессия;
— растет расход горючего и масла;
— двигатель перестает развивать полную мощность.
Хонингование блока цилиндров выполняется мелким абразивом, позволяющим выполнять работу с высокой точностью. При желании можно дополнительно выполнить обработку абразивной пастой, чтобы добиться максимальной гладкости гильз. По окончании второго этапа хонингования, необходимо тщательно промыть весь двигатель, чтобы удалить металлическую пыль, стружки и остатки полировочных материалов.
Одним словом я это сделал!)))







www.drive2.ru