


Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке

При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Что такое хон в цилиндрах
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
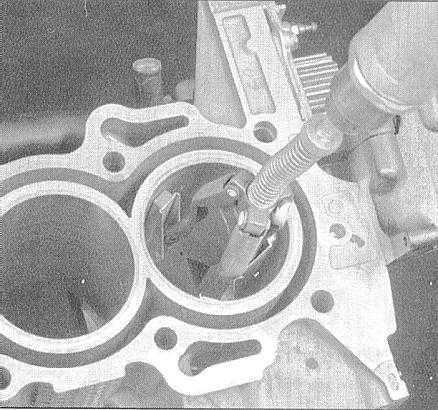
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;

- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
 Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Конструкторами вносятся изменения в двигатели, которые позволяют снизить степень износа, но полностью её исключить пока не представляется возможным.
Что такое хонингование цилиндров, станет понятным после прочтения этой статьи. Как уже было отмечено ранее, процесс износа трущихся частей моторов, приостановить или исключить совсем, невозможно. Рабочие поверхности цилиндров и поршней теряют свою идеальную цилиндрическую форму, приданную им при изготовлении. Процесс трения превращает их в овальные и конусные формы.
Содержание

Хонинговать деталь — что это?
Таким словом принято называть окончательный, финишный этап в процессе обработки изношенных поверхностей. Для выполнения этой операции нужен не только опыт и умение, но и оборудование, а также инструмент. Выполнением хонингования удаётся получить правильность форм и нужную шероховатость деталей восстанавливаемого двигателя.
Традиционные виды окончательных обработок в виде полировок или притирок, получить желаемый результат не позволяют. Получение нужного результата хонингованием становиться более эффективным и точным. После такой процедуры процесс притирки поршневых колец и цилиндров происходит качественнее и значительно быстрее. Это позволяет снизить последующий износ цилиндро-поршневой группы, увеличит производительность мотора.
После правильно выполненного хонингования увеличивают компрессию в рабочих цилиндрах, несколько отодвигается срок следующего ремонта мотора. Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.
Когда выполняют хонингование?
При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.
О выполнении процесса
Как правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.

В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.

Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.

Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
mytooling.ru
Хонингование — Энциклопедия журнала «За рулем»
Хонингование (он английского hone — точить), обработка внутренней поверхности цилиндра мелкозернистыми абразивными брусками, смонтированными на хонинговальной головке (хоне). Бруски прижимаются к обрабатываемой поверхности, а хонинговальная головка совершает вращательное и возвратно-поступательное движения.
Микронеровности на зеркале цилиндра после обычного хонингования (а) и плосковершинного (б).
Плосковершинное хонингование известно давно, еще с поршневых авиамоторов. Идея нашла куда большее развитие в автомобильной промышленности. Суть дела проста. У мотора, собранного после традиционного хонингования, микропрофиль рабочей поверхности цилиндра напоминает горную цепь с острыми вершинами. В начальный период эксплуатации (при обкатке) эти выступы быстро сглаживаются, разрушаются, пока не появятся достаточно большие «опорные плоскости» – вот теперь темп износа мотора уменьшится. Разумнее, однако, заранее создать нужную шероховатость рабочей поверхности с плоскими вершинами и учесть ее в монтажных зазорах при сборке.
Угол «встречи» рисок имеет значение! Слишком малый (а) создает много широких пересечений ПС, возле которых смазка будет недостаточной. Оптимальный угол 30–35° (б).
Износостойкость мотора определяется множеством нюансов. Например, тем, как распределены риски на получившемся «плоскогорье», какова их глубина, выглядят ли они подобно узким каньонам или широким ущельям. Ведь все это сказывается на смазке тех площадок, по которым скользят кольца и поршень. Поверхностное натяжение пленки масла заставляет его втягиваться в слишком широкие углубления, и тогда кольца трутся о вершины почти без смазки. Если же углубления узки, масло легко выдавливается из них, и возникает другая проблема – чрезмерные его потери на угар. Немалое значение имеют глубина «ущелий» (обычно около 5 мкм), а также угол, под которым они пересекаются в результате вращательного и поступательного движения хонов. Слишком острый (относительно горизонтали) означает, что у пересечений рисок появятся чрезмерно широкие углубления – и качество смазки рядом с ними ухудшается. Оптимальный угол – градусов 30–35. Если же он слишком велик, опять-таки возрастают потери на угар (представим себе предельный случай – продольные риски в цилиндре!).
wiki.zr.ru
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Как правильно наносить хон на стенки цилиндров

Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычно
autoexpert.today
Все о хонинговании цилиндров двигателя
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.

Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.

Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
Опубликовано: 06 апреля 2018
automend.ru
Правильное хонингование — Теория машин и механизмов
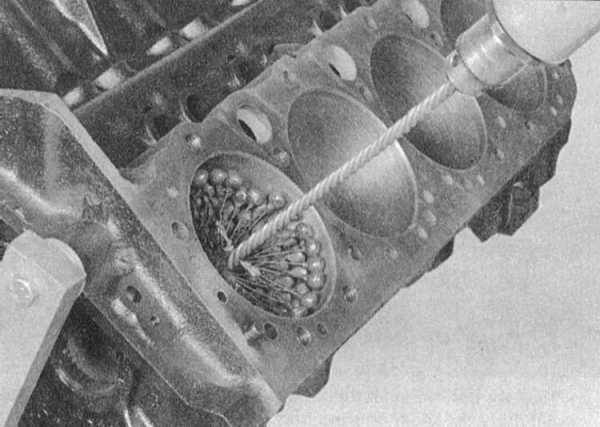
Когда-то считалось, что чем глаже поверхность цилиндров двигателя внутреннего сгорания, тем лучше и дольше буде работать двигатель. Оказалось, что это не так. Оптимальная на сегодняшний день с точки зрения долговечности цилиндра, поршней и колец рабочая поверхность цилинра показана на фотографиях. Вторая — под микроскопом. Поверхность цилиндра с такой структурой хорошо держит масло, что позволяет создать оптимальные условия смазки колец и поршней в верхней части цилиндра и обеспечить этим их длительную безизносную работу.
Считается, что «царапки» должны наноситься под вполне определенным углом, причем разные производители двигателей, поршней к ним и поршневых колец могут рекомендовать разные углы наносимой «сетки» царапин. Последний «писк» в этом направлении — выжигание «царапок» лазером. Вернее в этом случае уже не царапок, а лунок специально рассчитанной формы и размеров. Кстати цена такой лазерной обработки одого цилиндра, и то не всего, а верхней его трети — сотни долларов…
А вот как «нарисовать» такую «сетку»? Чтоб «царапки» строго под нужным углом, в обе стороны одинаково… Каким механизмом. Конечно, в наш век, «когда космические корабли бороздят…», а станки с ЧПУ уже почти у каждого на кухне, решить проблему купив за сотню-другую тысяч долларов станок большого труда не составит… А проще? Чисто механически?
Может кто не знает, цилиндры после расточки окончательно обрабатывают ( хонингуют) специальным инструментом — хоном. Это такой цилиндрический интструмент, болванка с несколькими выдвижными брусками из абразивного материала. Ну, иногда смахивает на раздвижную развертку. Но дело не в нем, а в том, как получить его строго спиральное реверсивное перемещение вдоль поверхности цилиндра да еще и без «мертвых» точек (участков царапок неправильной «косины») на рисунке «сетки» при смене направления движения?
Изменено пользователем Savelichwww.chipmaker.ru
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
Оцените статью: Поделитесь с друзьями!stanok.guru