


ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

Полный размер
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
www.drive2.ru
Хонингование — DRIVE2
Данная статья взята с просторов интернета, мне показалась довольно интересной поэтому представляю ее Вам для обозрения.
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
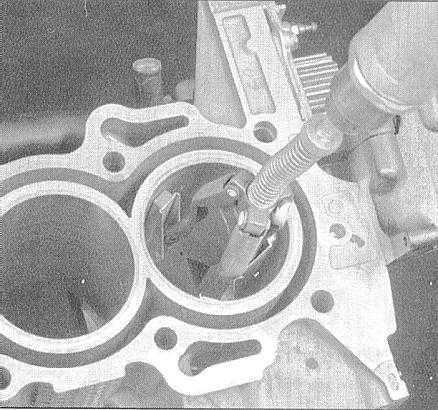
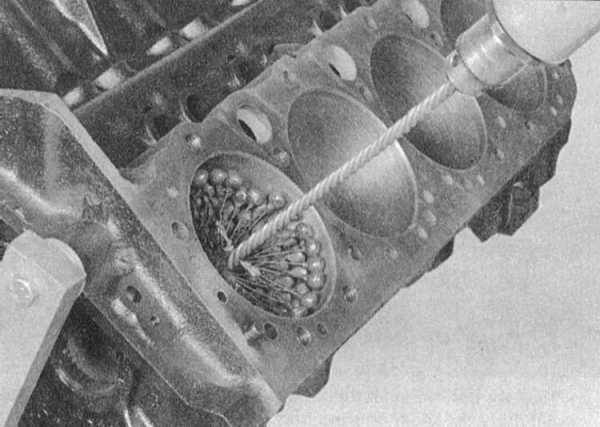
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке…

Полный размер
Дрынохон как он есть и в действии
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Пару слов о теории:
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к ДВС:
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — о
www.drive2.ru
Для чего нужен хон в цилиндрах двигателя: платохонингование блока
Mitsubishi Carisma GDI 1.8 ›
Бортжурнал ›
Хон или Зеркало в цилиндрах что лучше

Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.
Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так!
Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в «набивающееся», зеркало. вот на этой первой стадии смерти хона (хон «частично» превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
«Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.»
Найти можно его во многих магазинах с инструментами…
Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.
Как пользоваться хоном?
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.
————————————————————————————————————————————————————
Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.
Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.
Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет «мудрить» над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные «зеркальные» системы.



Источник: https://www.drive2.ru/l/10115225/
Основное назначение хонингования

Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Гильзовые двигатели

Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Источник: https://fastmb.ru/autoremont/3369-zachem-nuzhno-honingovanie-cilindrov-dvigatelya.html

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Рекомендуем также прочитать статью о том, что делать, если треснул блок цилиндров или обнаружена трещина в головке блока цилиндров. Из этой статьи вы узнаете о признаках неисправности и доступных способах ремонта трещин блока или головки блока двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Источник: http://KrutiMotor.ru/xoningovanie-cilindrov/
Читайте также:
- В образный двигатель
Чем отличаются рядный, V-образный и оппозитный двигатели и какой лучше? Разнообразие прекрасно, но оно создаёт…
- Компрессия в цилиндре
Компрессия двигателя — какая должна быть.Что делается в первую очередь, когда падает мощность мотора, увеличивается…
- Цапфа
Toyota Avensis Operate Dream › Бортжурнал › Замена цапфы задней подвески Появилась необходимость поменять шаровую…
avtokent74.ru
Что такое хон в цилиндрах
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;

- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
 Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Конструкторами вносятся изменения в двигатели, которые позволяют снизить степень износа, но полностью её исключить пока не представляется возможным.
Что такое хонингование цилиндров, станет понятным после прочтения этой статьи. Как уже было отмечено ранее, процесс износа трущихся частей моторов, приостановить или исключить совсем, невозможно. Рабочие поверхности цилиндров и поршней теряют свою идеальную цилиндрическую форму, приданную им при изготовлении. Процесс трения превращает их в овальные и конусные формы.
Содержание

Хонинговать деталь — что это?
Таким словом принято называть окончательный, финишный этап в процессе обработки изношенных поверхностей. Для выполнения этой операции нужен не только опыт и умение, но и оборудование, а также инструмент. Выполнением хонингования удаётся получить правильность форм и нужную шероховатость деталей восстанавливаемого двигателя.
Традиционные виды окончательных обработок в виде полировок или притирок, получить желаемый результат не позволяют. Получение нужного результата хонингованием становиться более эффективным и точным. После такой процедуры процесс притирки поршневых колец и цилиндров происходит качественнее и значительно быстрее. Это позволяет снизить последующий износ цилиндро-поршневой группы, увеличит производительность мотора.
После правильно выполненного хонингования увеличивают компрессию в рабочих цилиндрах, несколько отодвигается срок следующего ремонта мотора. Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.

Когда выполняют хонингование?
При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.

О выполнении процесса
Как правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.

В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.

Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.

Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
mytooling.ru
Лазерное хонингование. — DRIVE2
Совершенно новая технология, основанная не на снятии, резании материала, а на тепловой абляции. Эта техника применяется например, в дизельных моторах. Лазер импульсами испаряет часть поверхности материала, структурирует материал с образованием маслоудерживающих карманов. Ещё одна выгодная особенность этой технологии — очень твёрдые (и износостойкие) кромки плавления материала. В общем и целом достигается 75%-ое увеличение срока эксплуатации изделия. Новый 3.0 TDI от Audi первый серийный мотор в котором применили лазерное хонингование. Поверхность чугунных цилиндров, GGV (чугун с вермикулярным графитом), обработана так, что заметно снижены износ от трения и расход масла по сравнению с обычными моторами. Кроме того снижается расход горючего.
На венгерском предприятии Audi в Gyoer поверхность цилиндров облучается ультрафиолетовым лазером, 300 nm, 20 секунд/агрегат. Лазер расплавляет поверхность до 2 микрометров глубиной. При этом получается металло-паровая плазма, под давлением которой в место плавления внедряется азот. По окончанию лазерного импульса, поверхность мнгновенно твердеет в нанокристаллическую структуру. Высокое содержание азота ~18% придаёт поверхности свойства керамики. В сочетании с высокой температурой, на поверхности цилиндра образуется ~200 nm толщиной, очень прочная нанокристалличская плёнка из ферро-нитридов и карбидов.
Группа компаний Gehring GmbH & Co. KG со штаб-квартирой в городе Остфильдерн под Штутгартом — мировой лидер в области технологий хонингования. Цель хонингования -такая обработка наружной поверхности цилиндра, которая обеспечит наименьшее трение. Подобная тончайшая обработка наружных поверхностей обязательна в автомобилестроении, машиностроении и производстве инструментов, производстве гидравлики и пневматики, а также авиационной промышленности. Среди клиентов группы компаний из Остфильдерна такие известные производители автомобилей, как Daimler-Chrysler, Ford, GM и Volkswagen, а также поставщики автомобилей как Bosch, ZF и многие другие.
Компания Gehring как системный поставщик и лидер мирового рынка предлагает весь спектр оборудования для хонингования. Стандартные или специальные машины, хоны и марзаны.
Ведущую позицию на мировом рынке компания завоевала благодаря техническому ноу-хау и гибкости. Компания Gehring производит машины, разработанные под индивидуальные потребности клиентов, независимо от того, требуется ли хонингование серийно производимого оборудования или отдельных экземпляров. Компания Gehring стремится быть для своих клиентов компетентным партнером, предлагающим больше, чем просто стандартные решения. Это стремление предполагает высокий уровень инновации. Компания Gehring инвестирует как в фундаментальные исследования, так и в развитие новых технологий. Результатом этих исследований является, в частности, ввод в серийное производство в 2002 году первого лазерного хонинговального станка, который во много раз превосходит старые машины в точности.
www.drive2.ru
Правильное хонингование — Теория машин и механизмов
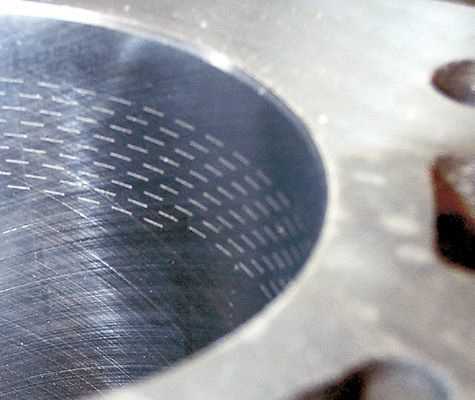
Когда-то считалось, что чем глаже поверхность цилиндров двигателя внутреннего сгорания, тем лучше и дольше буде работать двигатель. Оказалось, что это не так. Оптимальная на сегодняшний день с точки зрения долговечности цилиндра, поршней и колец рабочая поверхность цилинра показана на фотографиях. Вторая — под микроскопом. Поверхность цилиндра с такой структурой хорошо держит масло, что позволяет создать оптимальные условия смазки колец и поршней в верхней части цилиндра и обеспечить этим их длительную безизносную работу.
Считается, что «царапки» должны наноситься под вполне определенным углом, причем разные производители двигателей, поршней к ним и поршневых колец могут рекомендовать разные углы наносимой «сетки» царапин. Последний «писк» в этом направлении — выжигание «царапок» лазером. Вернее в этом случае уже не царапок, а лунок специально рассчитанной формы и размеров. Кстати цена такой лазерной обработки одого цилиндра, и то не всего, а верхней его трети — сотни долларов…
А вот как «нарисовать» такую «сетку»? Чтоб «царапки» строго под нужным углом, в обе стороны одинаково… Каким механизмом. Конечно, в наш век, «когда космические корабли бороздят…», а станки с ЧПУ уже почти у каждого на кухне, решить проблему купив за сотню-другую тысяч долларов станок большого труда не составит… А проще? Чисто механически?
Может кто не знает, цилиндры после расточки окончательно обрабатывают ( хонингуют) специальным инструментом — хоном. Это такой цилиндрический интструмент, болванка с несколькими выдвижными брусками из абразивного материала. Ну, иногда смахивает на раздвижную развертку. Но дело не в нем, а в том, как получить его строго спиральное реверсивное перемещение вдоль поверхности цилиндра да еще и без «мертвых» точек (участков царапок неправильной «косины») на рисунке «сетки» при смене направления движения?
Изменено пользователем Savelichwww.chipmaker.ru
что это такое, для чего нужна хонинговка и расточка (видео). Хон или зеркало? Как сделать хонинговку своими руками? Инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;

- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
autolirika.ru