DCEN и DCEP в сварке, значение, различия, применение
2 комментария / Технология сварки / Автор администратор
DCEN и DCEP при сварке — две важные полярности тока. Оба играют решающую роль во всех видах сварочных работ. Полярность означает направление тока, протекающего по цепи. В цепи DCEN ток движется от электрода к заготовке. А в схеме DCEP ток идет от заготовки к электроду. Как правило, дуговая сварка широко используется в сварочной промышленности. Это тип процесса сварки плавлением, в котором используется электрическая дуга для подачи необходимого тепла для соединения основных металлов и присадочных металлов. В этом процессе проводящая базовая пластина подключается к одному выводу источника питания, а электрод — к другому выводу. Итак, взгляните на различные аспекты DCEN и DCEP в сварке.
Основные моменты сообщения:
- Что такое DCEN?
- Что означает DCEP?
- Сходства DCEP и DCEN
- Отличия DCEN и DCEP
- Почему в основном GMAW использует DCEP?
- Применение полярности DCEP в SMAW
- Влияние полярности на дуговую сварку под флюсом
- Меры безопасности для сварочных токов DCEN
Что означает DCEN?
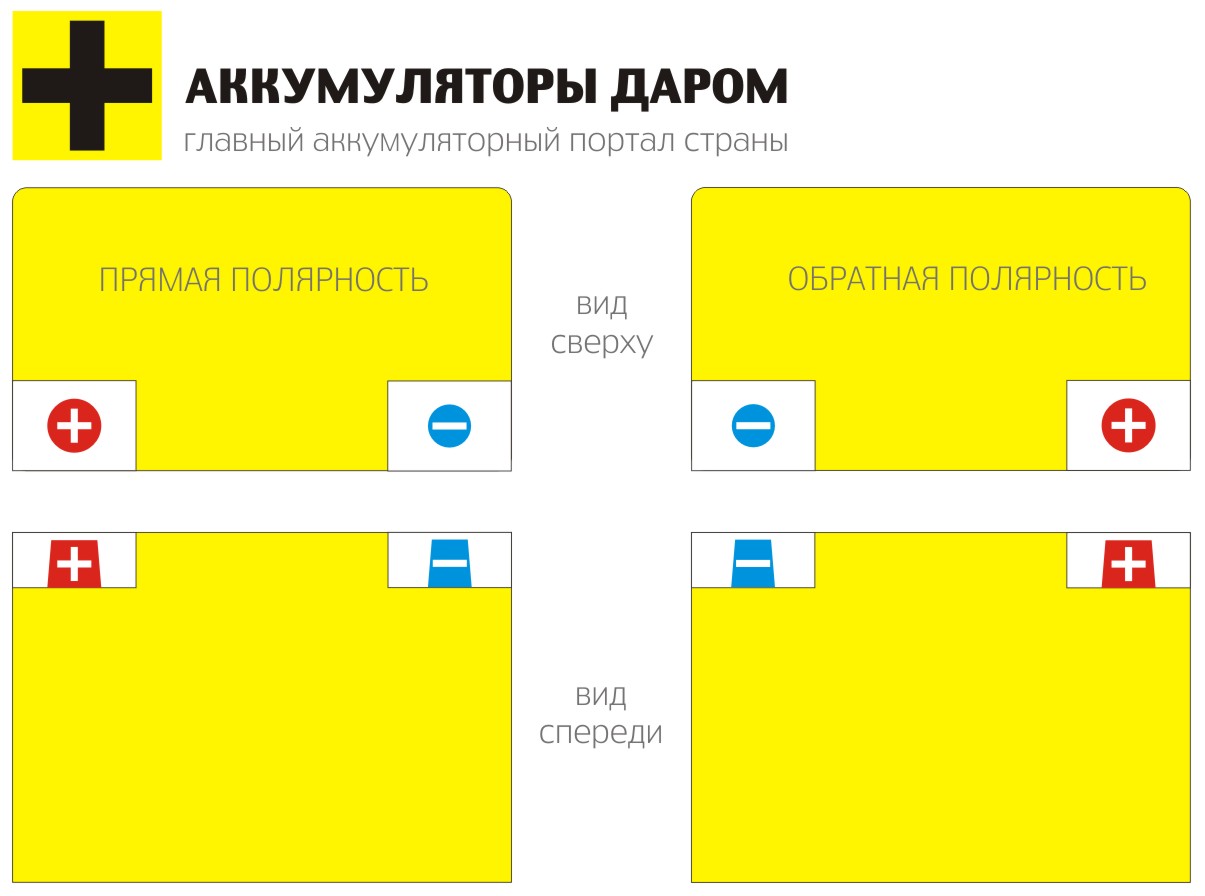
DCEN расшифровывается как Отрицательный электрод постоянного тока . Это прямой полярности , а также Прямая полярность постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает как постоянный, так и переменный ток, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
Это прямой полярности , а также Прямая полярность постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает как постоянный, так и переменный ток, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
Что означает DCEP?
DCEP означает Положительный электрод постоянного тока или Обратная полярность постоянного тока . В этом процессе электрод подключается к положительной клемме источника питания, а основной металл к отрицательной клемме.
Сходства между DCEP и DCEN
Сходства между DCEP и DCEN заключаются в следующем.
- Обе полярности являются основным источником тепла при дуговой сварке, т. е. электрической дуге.
- Сварочные аппараты могут применять обе полярности DCEP и DCEN для соединения двух или более компонентов вместе. Однако результат может немного отличаться.
- В случае питания переменным током
Отличия DCEN и DCEP
Несмотря на сходство, различия и особенности обеих полярностей DCEN и DCEP заключаются в следующем.
| DCEN (DCSP) | DCEP (DCRP) |
| Также называется постоянным током прямой полярности | Также постоянный ток обратной полярности |
Электрод соединяется с отрицательной клеммой источника питания, а основные металлы — с положительной клеммой. | Неблагородные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой |
| 2/3 всего тепла дуги выделяется вблизи опорной пластины, а остальная часть — на конце электрода | 2/3 всего тепла дуги выделяется на кончике электрода, а остальная часть – вблизи опорной пластины |
| Электроны высвобождаются из кончика электрода и ударяются о поверхность основного металла | Электроны высвобождаются с поверхности основного металла и ударяются о кончик электрода |
| Скорость осаждения присадочного металла довольно низкая по сравнению с расходуемыми электродами | Скорость напыления присадочного металла высока из-за того, что большая часть тепла дуги выделяется на наконечнике |
| Прямая полярность легко обеспечивает надлежащее плавление основного металла | Неполное сплавление может произойти из-за меньшего выделения тепла вблизи основного металла |
| Риск дефектов включения высок, если поверхности опорной плиты не очищены | Редкие шансы дефектов включения из-за хорошего действия дуговой очистки |
| Плохая очистка дугой от оксидов | |
| Возможны высокие искажения и более широкая ЗТВ | Вероятность деформации и ЗТВ меньше |
| Подходит для металлов с высокой температурой плавления, таких как титан и нержавеющая сталь | Подходит для металлов с низкой температурой плавления, таких как алюминий и медь |
| Обычно не подходит для сварки тонких листов | С DCRP можно сваривать тонкие листы. |
Почему в основном GMAW использует DCEP?
Полярность DCEP широко используется в газовой дуговой сварке. Основная причина заключается в том, что он обеспечивает низкое разбрызгивание, стабильную дугу, хороший сварной шов, плавный перенос металла и глубокое проплавление сварочных токов. Для получения хороших результатов на оцинкованных листах сварщики могут использовать некоторые специальные проволоки с химическим составом в полярности DCEP, что обеспечивает отличные характеристики.
Применение полярности DCEP в SMAW
DCEP или AC используется в большинстве покрытых электродов. В SMAW флюсы с покрытием для покрытых электродов делают процесс сварки наиболее универсальным с точки зрения полярности. Некоторые электроды хорошо работают с DCEP или AC и DCEN.
Покрытые электроды :
- E6013 (RB-26)
- Э6019 (Б-17)
- Э7024 (ЗЕРОДЕ-43Ф)
С другой стороны, электроды с высоким содержанием целлюлозы при сварке труб используются с полярностью DCEN. Они следующие:
Они следующие:
- E6010 (KOBE-6010)
- Э7010-П1 (КОБЕ-7010С)
- Э8010-П1 (КОБЕ-8010С)
Низкоуглеродистые хромомолибденовые электроды используются только с DCEP-
- E7015-B2L (CMB-95)
- Э8015-Б3Л (СМВ-105)
Влияние полярности на дуговую сварку под флюсом
Полярность напрямую влияет на качество сварки. Сварщики должны сначала решить, какой ток им нужен, прежде чем зажигать электрод. В процессе SAW комбинация проволоки и флюса определяет выбор используемой полярности. В процессе сварки с использованием DCEP расход флюса выше, чем при использовании переменного тока, в зависимости от типа флюса. Полярность DCEN, DCEP и переменного тока может повлиять на механические свойства сварки. Поэтому сочетание флюса и проволоки имеет решающее значение. Сварщики должны использовать полярность там, где требуется высокое качество металла.
Меры безопасности для сварочных токов DCEN
Сварочный аппарат является очень мощным электрическим оборудованием.
1. Носите средства индивидуальной защиты , такие как перчатки, каски и одежду. Они ограничат попадание возможных вредных лучей на кожу и глаза. Утепленные перчатки спасут руки от поражения электрическим током.
2. Держите рабочую зону сухой и организованной во избежание любого риска поражения электрическим током. В рабочих зонах не должно быть беспорядка. Держите при себе только необходимое и нужное снаряжение.
3. Проверьте отрицательную и положительную клеммы и убедитесь, что резак подключен к отрицательной клемме, а заготовка к положительной клемме. Наоборот, будут беспорядочные шарики, отсутствие контроля и чрезмерное сжигание электродов.
4. Надежно закрепите зажим заготовки и убедитесь, что полная электрическая цепь проходит через металл и обратно к станку. Потому что ослабленный зажим нарушит путь и вызовет удары.
Заключение
Таким образом, информация по ДКЭН и ДКЭП в сварке обеспечивает глубокое понимание студентами, сварщиками и другими специалистами. Обе полярности играют решающую роль в любом процессе сварки и производстве необходимых сварных швов.
Связанные: Другие типы сварки
AC DC Значение полярности
Знаете ли вы, что означают переменный ток (переменный ток) и постоянный ток (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины «прямая» и «обратная» полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые ответят вам. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги. Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный нагар
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните.