


Почему коксуется смазка
30.01.2017Здравствуйте, уважаемые читатели блога!
Сегодня я хотел бы прояснить вопрос о так называемом «коксовании» смазочных материалов и об особенностях пластичных смазок противостоять высоким температурам. Вопрос, кстати, задан не от скуки, ведь в Сети «гуляет» множество подобных вопросов.
Итак, что называют коксованием? Техническим термином это слово не является, но используется в просторечии для обозначения явления обугливания масла или смазки от действия высоких температур. Собственно, «кокс» это уголь. И вполне логично обугливание называть «коксованием», то есть превращением в уголь.
Технически правильно это явление называется образованием оксидных отложений. Ведь масло, превратившись в уголь, выпадает в осадок или откладывается на внутренних поверхностях механизма или системы смазки. Автолюбители, помнящие времена дефицита качественных моторных масел и вынужденные использовать подручные масла, поймут о чём речь.
Таким образом, обугливание смазочного материала происходит при длительном воздействии высоких температур, превышающих термоокислительную стойкость базового масла. Оксидные соединения в смазках и маслах также образуются при повышенных температурах в замкнутой полости в присутствии растворенных воздуха, влаги и в контакте с цветными металлами, оказывающими каталитический эффект.
Рис. 1 Так выглядят продукты коксования моторного масла в области клапанного механизма двигателя автомобиля
Устойчивость масел к окислению при высоких температурах характеризуется стандартизованным показателем, который так и называется – термоокислительная стабильность. Определяется она, например, по ГОСТ 23175-78 или по методике ASTM D943.
Прежде чем перейти к рассмотрению проблемы «коксования» пластичных смазок, хочу еще раз вспомнить о моторных маслах – ведь это самый наглядный и почти бытовой пример, который знаком большинству.
Ну, конечно, первое, что напрашивается в ответ, это применение современных эффективных моющих присадок в составе масла. Верно? Верно…
Но не это главное, так как принципиально снизить склонность смазочных материалов к «коксованию» можно, повысив термоокислительную устойчивость за счет использования современных базовых масел II, III и IV групп по классификации института нефти API, а также внедрением антиокислительных присадок.
Очевидно, что синтетические и улучшенные путём гидроочистки или гидрокрекинга минеральные базовые масла имеют более однородный фракционный состав и обладают более высокой антиокислительной стойкостью. В сочетании данных базовых масел с антиокислительными присадками, замедляющими процесс окисления, достигается синергетический эффект, радикально повышающий способность масел и смазок противостоять высоким температурам.
Рис. 2 Так выглядит свежая смазка в подшипнике
Наконец, перейдем к рассмотрению проблемы «коксования» пластичных смазок. Дело в том, что в пластичных смазках это явление носит более сложный характер, причиной чего является наличие в составе загустителя. Загустители, несмотря на различное химическое происхождение, также могут «коксоваться» либо образовывать сгустки в виде пластилиноподобной массы коричневого или чёрного цвета.
Рис. 3 А это «закоксовавшаяся» пластичная смазка на роликах подшипника качения
Смазка в любом случае теряет эксплуатационные свойства и подлежит замене. Как вычленить в данном случае причину разрушения смазки и решить проблему? Действительно, не установив причину, мы не решим проблему.
Общая причина, однако, известна. Это высокая температура. Поэтому давайте рассуждать.
Случай первый.
Если при обслуживании узла мы наблюдаем образование налета на поверхностях застойных зон подшипника, но смазка сохраняет свою консистенцию и внешний вид, то, вероятно, дело в образовании оксидных соединений в результате окисления базового масла. Смазка при этом меняет цвет на более тёмный.
В этом случае следует предпринять следующие меры:
- Применить смазку на синтетическом базовом масле,
- Применить смазку на поликарбамидном комплексе – полимочевине,
- Сократить интервал обслуживания (замены смазки) узла,
- Увеличить цикличность подачи смазки централизованной системой смазывания.
Выбор меры зависит от рекомендаций по обслуживанию узла и конструкции агрегата/машины.
Случай второй.
В процессе эксплуатации машины в подшипниковых узлах наблюдается образование сгустков массы, напоминающей пластилин. Цвет массы при этом — от темно-коричневого до черного. Это характерно для смазок на минеральных маслах, которые при длительном воздействии высоких температур как бы пересыхают. Это связано с испарением (выкипанием) базового масла из смазки и сгущением загустителя до пластилиноподобного состояния.
Это характерно для смазок на минеральных маслах, которые при длительном воздействии высоких температур как бы пересыхают. Это связано с испарением (выкипанием) базового масла из смазки и сгущением загустителя до пластилиноподобного состояния.
В этом случае следует принять одну или несколько мер:
- Применить смазку на синтетическом базовом масле,
- Сократить интервал обслуживания (смазки) узла,
- Увеличить цикличность подачи смазки централизованной системой смазки.
Очевидно, что независимо от характера потери свойств смазки при высоких температурах, меры следуют похожие. Но, даже применение синтетических смазок или смазок на полимочевине позволяет лишь частично решить данную проблему. Поэтому смысл этих мер – в более частой замене смазки.
Однако, коль речь зашла о смазках с высокой стойкостью против образования высокотемпературных осадков и «пересыханию», то считаю не лишним привести пару примеров таких продуктов от российской компании ARGO.
Вот смазка на полиальфаолефиновом синтетическом базовом масле с высокой термоокислительной стабильностью и низкой испаряемостью:
ARGO TermoSint 100 EP2
|
Характеристика |
Метод |
EP2 |
|
Загуститель |
— |
Li-Complex |
|
Диапазон рабочих температур, ºС |
— |
-40..+180 |
|
Классификация смазок |
DIN 51502 |
KPHC2R-40 |
|
Цвет смазки |
Визуально |
Красный |
|
Класс консистенции NLGI |
DIN 51818 |
2 |
|
Пенетрация 0,1 мм |
DIN ISO 2137 |
265-295 |
|
Вязкость базового масла при 40ºС, мм2/с |
DIN 51562-1 |
100 |
|
Температура каплепадения, ºС |
DIN ISO 2176 |
260 |
|
Нагрузка сваривания, Н |
DIN 51350 |
2607 |
А вот беззольная смазка на поликарбамидном загустителе – полимочевине с высокой стойкостью против «коксования» за счет естественных антиокислительных свойств загустителя:
ARGO TermoLux P 150 EP2
|
Показатель |
Метод |
EP2 |
EP3 |
|
Загуститель |
— |
Polyurea |
Polyurea |
|
Диапазон рабочих температур, ºС |
— |
-20. |
-20..+150 |
|
Классификация смазок |
DIN 51502 |
KP2N-20 |
KP3N-20 |
|
Цвет смазки |
Визуально |
Синий |
Синий |
|
Класс консистенции NLGI |
DIN 51818 |
2 |
3 |
|
Пенетрация 0,1 мм |
DIN ISO 2137 |
265-295 |
220-250 |
|
Вязкость базового масла при 40ºС, мм2/с |
DIN 51562-1 |
145 |
145 |
|
Температура каплепадения, ºС |
DIN ISO 2176 |
260 |
270 |
|
Нагрузка сваривания, Н |
DIN 51350 |
4900 |
4900 |
|
Тест на коррозию |
ASTM D 1743 |
Проходит |
Проходит |
 .+150
.+150
Обе эти смазки преимущественно рекомендованы для подшипников электродвигателей и вентиляторов, перекачивающих нагретые газы (и воздух). На мой взгляд, это наиболее массовый и показательный пример.
На мой взгляд, это наиболее массовый и показательный пример.
На этом предлагаю завершить своё повествование и в режиме вопрос-ответ обсудить практические вопросы, связанные с вышеизложенной проблемой. Напоминаю свой e-mail: [email protected]
До новых встреч в блоге!
Технология производства нефтяного кокса и используемое в промышленности сырье — Нефтехимия и газохимия
Коксование — это разложение при высокой температуре без доступа воздуха твердых и жидких горючих ископаемых с образованием летучих веществ и твердого остатка — кокса.
Коксование — это разложение при высокой температуре без доступа воздуха твердых и жидких горючих ископаемых с образованием летучих веществ и твердого остатка — кокса.
Сырье для получения нефтяного кокса
Качество сырья оказывает первостепенное влияние на характеристики конечного продукта − нефтяного кокса.
Производство кокса в СНГ в основном осуществляется на установках замедленного коксования (УЗК).
Характерной особенностью условий работы УЗК является использование в качестве сырья разнообразных смесей, остающихся на заводах в результате переработки нефти.
Сырьем служат:
- тяжелые фракции нефти, образующиеся в результате атмосферной и вакуумной перегонки нефти (мазут, полугудрон, гудрон),
- тяжелые нефтяные остатки (ТНО):
- крекинг-остатки от термического крекинга мазута и гудрона,
- тяжелый газойль каталитического крекинга,
- остатки масляного производства (асфальт пропановой деасфальтизации гудрона, экстракты фенольной очистки масел и др.).
Из всех нефтяных остатков, склонных к образованию различных видов структур кокса, предпочтительными считаются ароматические концентраты (дистиллятный крекинг-остаток) и некоторые другие высокомолекулярные углеводороды.
По этой причине дистиллятное сырье относят к перспективным видам сырья.
НПЗ имеют разные производственные условия и работают на различной нефти, поэтому для каждого НПЗ установки замедленного коксования строились с учетом конкретных условий.
Среди основных параметров, определяющих качество нефти, таких как плотность, фракционный и химический состав нефтепродуктов, наиболее значимыми являются плотность и показатель сернистости.
Сера − одна из самых нежелательных примесей в составе сырой нефти и конечного продукта − кокса.
В зависимости от массовой доли серы кокс, так же как и нефть, классифицируется на малосернистый, сернистый, высокосернистый.
Сернистый кокс отличается менее благоприятными свойствами, по сравнению с малосернистым коксом: вызывает коррозию оборудования, повышенное количество трещин в электродных изделиях, разрушение огнеупорной кладки печей прокаливания, вследствие чего его использование ограничено определенными областями.
Нефть, поступающая на нефтеперерабатывающие заводы, различается по составу, особенно по содержанию серы.
Для для России характерна переработка в основном сернистой и высокосернистой нефти.
К малосернистым (нефть с содержанием серы менее 0,5%) относят большую часть бакинской, грозненской, сахалинской, туркменской и некоторой украинской нефти, а также казахстанской нефти.
Сернистую нефть с содержанием серы 0,5-2,5% добывают в Урало-Поволжском районе (Туймазинское, Ромашинское месторождения и другие), в Западной Сибири (Самотлорское, Нижневартовское, Мегионское и другие).
К высокосернистым (нефть с содержанием серы более 2,5%) относятся месторождения − Арланское, Радаевское, Покровское (Урало-Поволжский район).
В настоящее время основным сырьем для получения кокса являются сернистая нефть.
Применение технологий, позволяющих получать качественный кокс независимо от состава исходной нефти, решает многие проблемы:
- обеспечивает электродную промышленность качественным сырьем,
- позволяет задействовать в производстве более широкий диапазон нефти,
- углубить процесс переработки нефти на НПЗ.

С целью обессеривания конечного продукта применяется прокаливание кокса.
Еще один путь получения обессеренного нефтяного кокса из высокосернистых марок нефти − это предварительное удаление серы из сырой нефти методом гидрообессеривания, гидрокрекинга, или деасфальтизации.
Этот вариант считается более действенным, несмотря на то, что является более сложным и требует дополнительных затрат.
На российские заводы нефть поставляется, главным образом, по системе магистральных нефтепроводов (МНП) Транснефти, в которой Западно-Сибирская нефть, марки Siberian Light смешивается с более тяжелой и сернистой нефтью марки Urals.
Способы получения сырого и обожженного нефтяного кокса
Коксование нефтяного сырья − наиболее жесткая форма термического крекинга нефтяных остатков.
Осуществляется при низком давлении и температуре 480-560 оС, с целью получения нефтяного кокса, а также углеводородных газов, бензинов и керосино-газойлевых фракций.
При коксовании происходит расщепление всех компонентов сырья с образованием жидких дистиллятных фракций и углеводородных газов; деструкция и циклизация углеводородов с интенсивным выделением керосино-газойлевых фракций; конденсация и поликонденсация углеводородов и глубокое уплотнение высокомолекулярных соединений с образованием сплошного коксового остатка.
Промышленный процесс коксования осуществляется на установках 3х типов: периодическое коксование в коксовых кубах, замедленное коксование в камерах, непрерывное коксование в псевдоожиженном слое кокса-носителя.
Замедленное коксование
Замедленное (полунепрерывное) коксование наиболее широко распространено в мировой практике.
Сырье, предварительно нагретое в трубчатых печах до 350-380 оС, непрерывно поступает на каскадные тарелки ректификационной колонны (работающей при атмосферном давлении), стекая по которым, контактирует с поднимающимися навстречу парами, подаваемыми из реакционных аппаратов.
В результате тепло- и массообмена часть паров конденсируется, образуя с исходным сырьем так называемое вторичное сырье, которое нагревается в трубчатых печах до 490-510 оС и поступает в коксовые камеры − полые вертикальные цилиндрические аппараты диаметром 3-7 м и высотой 22-30 м.
В камеру реакционная масса непрерывно подается в течение 24-36 часов и благодаря аккумулированной ею теплоте коксуется.
После заполнения камеры коксом на 70-90% его удаляют, обычно струей воды под высоким давлением (до 15 МПа).
Кокс поступает в дробилку, где измельчается на куски размером не более 150 мм, после чего подается элеватором на грохот, где разделяется на фракции 150-25, 25-6 и 6-0,5 мм.
Камеру, из которой выгружен кокс, прогревают острым водяным паром и парами из работающих коксовых камер и снова заполняют коксуемой массой.
Летучие продукты коксования, представляющие собой парожидкостную смесь, непрерывно выводятся из действующих камер и последовательно разделяются в ректификационной колонне, водоотделителе, газовом блоке и отпарной колонне на газы,
Типичные параметры процесса: температура в камерах 450-480 оС, давление 0,2-0,6 МПа, продолжительность до 48 часов.
Достоинства замедленного коксования − высокий выход малозольного кокса.
Из одного и того же количества сырья этим методом можно получить в 1,5-1,6 раза больше кокса, чем при непрерывном коксовании.
На российских НПЗ эксплуатируются 1-блочные и 2-блочные установки коксования (каждый блок состоит из 2х или 3х реакторов) нескольких типов.
Компоновка, проектирование установок произведены по проектам институтов Гипронефтезаводы и ВНИПИнефть.
Периодическое коксование
Проводят в горизонтальных цилиндрических аппаратах диаметром 2-4 м и длиной 10-13 м.
Сырье в кубе постепенно нагревают снизу открытым огнем.
Далее обычным способом выделяют дистилляты, кокс подсушивают и прокаливают (2-3 часа).
После этого температуру в топке под кубом постепенно снижают и охлаждают куб сначала водяным паром, а затем воздухом.
Когда температура кокса понизится до 150-200 оС, его выгружают.
Типичные параметры процесса: температура в паровой фазе 360-400 оС, давление атмосферное.
Этим способом получают электродный и специальный виды высококачественного кокса с низким содержанием летучих.
Однако способ малопроизводителен, требует большого расхода топлива, а также значительных затрат ручного труда и поэтому почти не используется в промышленности.
Непрерывное коксование в кипящем слое (термоконтактный крекинг)
Сырье, предварительно нагретое в теплообменнике, контактирует в реакторе с нагретым и находящимся во взвешенном состоянии инертным теплоносителем и коксуется на его поверхности в течение 6-12 минут.
В качестве теплоносителя используется обычно порошкообразный кокс с размером частиц до 0,3 мм, реже более крупные гранулы.
Образовавшийся кокс и теплоноситель выводят из зоны реакции и подают в регенератор (коксонагреватель).
Там слой теплоносителя поддерживается во взвешенном состоянии с помощью воздуха, в токе которого выжигается до 40% кокса, а большая его часть направляется потребителю.
Благодаря теплоте, выделившейся при выжигании части кокса, теплоноситель нагревается и возвращается в реактор.
Для перемещения теплоносителя используется пневмотранспорт частиц кокса, захватываемых потоком пара или газа.
Дистиллятные фракции и газы выводят из реактора и разделяют так же, как при замедленном коксовании.
Типичные параметры процесса: температура в теплообменнике 300-320 оС, реакторе 510-540 оС и регенераторе 600-620 оС, давление в реакторе и регенераторе 0,14-0,16 и 0,12-0,16 МПа соответственно, теплоноситель — (6,5-8,0)
Коксование в кипящем слое используют для увеличения выхода светлых нефтепродуктов. Кроме того, сочетание непрерывного коксования с газификацией образующегося кокса может быть применено для получения дизельного и котельного топлива.
Прокаливание
Перед использованием нефтяной кокс обычно подвергается облагораживанию, включающему несколько процессов.
При прокаливании удаляются летучие вещества и частично гетероатомы (например, сера и ванадий), снижается удельное электрическое сопротивление.
При графитировании 2-мерные кристаллиты превращаются в кристаллические образования 3-мерной упорядоченности.
В общем виде стадии облагораживания можно представить следующей схемой: Кристаллиты → карбонизация (прокаливание при 500-1000 оС) → 2-мерное упорядочение структуры (1000-1400 оС) → предкристаллизация (трансформация кристаллитов при 1400 оС и выше) → кристаллизация, или графитированние (2200-2800 оС).
Применение кокса:
- алюминиевая промышленность, в качестве восстановителя (анодная масса) при выплавке алюминия из алюминиевых руд (бокситов).
 Удельный расход кокса 550 — 600 кг/т алюминия.
Удельный расход кокса 550 — 600 кг/т алюминия. - сырье для изготовления электродов, используемых в сталеплавильных печах;
- сырье для получения карбидов (кальция, кремния), которые применяются при получении ацетилена;
- производство шлифовочных, абразивных материалов,
- при изготовлении проводников, огнеупоров и др.
- в качестве восстановителей и сульфидирующих агентов (сернисты1 и высокосернистый),
- для изготовления химической аппаратуры, работающей в условиях агресивных сред, в ракетной технике и тд (конструкционный материал).
Потребление кокса:
В мире потребляется около 100 млн т/год нефтяного кокса:
- цветная металлургия использует — 23%,
- черная металлургия — 7%,
- сжигание в энергетических установках — 30%,
- другое применение — 40%.
Как стареет моторное масло в зависимости от условий эксплуатации / GT OIL автомобильные масла из Кореи
В процессе эксплуатации автомобиля моторное масло неизбежно подвергается изменениям. В моторное масло неизбежно попадают различные примеси, вода, продукты окисления, образованные при сгорании топлива или при окислении базового масла и присадок. Скорость окисления масла напрямую зависит от форсированности двигателя.
Повлиять на надежность работы двигателя могут изменения моторного масла, как количественные, так и качественные.
Количественные изменения моторного масла могут происходить при испарении легких фракций базового масла, при потерях в камере сгорания и утечке через уплотнения.
Качественные изменения вызваны как внешними загрязнениями пылью, водой, продуктами сгорания топлива, так и внутренними загрязнениями – продуктами окисления, разложения и полимеризации базового масла и присадок. Загрязненное моторное масло становится причиной образования смоляных отложений в канавках и на поршневых кольцах. Дренажные отверстия маслосъёмных колец и поршней также могут покрываться углеродистыми отложениями и кольца защемляются в канавках, что может приводить к заклиниванию поршневых колец.
Не все примеси, попадающие в моторное масло, могут удерживаться моющее-диспергирующими присадками, в случае большого количества загрязнений они могут образовывать нерастворимые отложения в масляных каналах и магистралях, что в недалекой перспективе снижает надёжность и долговечность работы двигателей.
Высокотемпературные отложения образуются в виде лаков и нагаров при работе двигателя на нагретых до высокой температуры деталях.
Низкотемпературные отложения образуются в виде мазей и шламов и как правило образуются вследствие неполного сгорания топлива, которое часто происходит из-за того, что камера сгорания забита отложениями, при этом резко ухудшается процесс сгорания, топливо сгорает не полностью. Запах бензина у отработавших газов явный признак неполного сгорания.
Двигатель подвергается действию различных факторов, которые можно разделить на эксплуатационные, климатические и конструкционные. Эти факторы в большинстве случаев и оказывают влияние на старение моторных масел и во многом на техническое состояние двигателя.
1.Эксплуатационные факторы.
Наибольшое влияние на изменение свойств моторных масел оказывают режимы эксплуатации автомобилей.
Автомагистраль крейсерский режим
Моторное масло работает в оптимальном температурном режиме при движении по автомагистрали, поэтому конденсации топлива и влаги в масле не происходит. Это наиболее «щадящий» режим и для двигателя и для моторного масла.
Городской режим эксплуатации (режим «Старт/Стоп»)
В результате частой работы двигателя на холостом ходу, моторное масло не успевает прогреться до рабочей температуры, при которой из масла испаряются, накапливающихся влага и топливо. Это может привести к коррозии деталей и образованию отложений.
Дорожные пробки
Регулярная езда в дорожных пробках может вызвать повышение тепловой нагрузки на двигатель, раннее старение моторного масла.
Тяжелые условия эксплуатации:
Буксировка или перевозка пассажиров: двигатель перегруженного транспортного средства подвергается дополнительным нагрузкам, что требует от масла повышенного уровня защиты.
Высокоскоростной режим эксплуатации (спортивный)
Частые ускорения и высокоскоростная езда требуют повышенной защиты двигателя, поскольку приводят к повышению температуры и уменьшению вязкости моторного масла.
Качество топлива: использование низкокачественного топлива может привести к попаданию в масло химически активных соединений, приводя к загрязнению масла, ускоренному процессу его старения и образованию отложений
Продленные интервалы замены масла: многие производители автомобилей рекомендуют продленные интервалы замены масла. Это предъявляет дополнительные требования к качеству масел, так как они должны дольше сохранять запас эксплуатационных свойств
2. Климатические условия
Холодная погода: при низкой температуре моторное масло загустевает, что затрудняет его циркуляцию в двигателе, требуя для смазывания и защиты важных деталей двигателя большего времени.
Жаркая погода: в условиях жары вязкость масла уменьшается, что может вызвать снижение защитных свойств.
Повышенная влажность воздуха: конденсирование влаги в масле приводит к формированию кислотных компонентов, которые могут вызвать коррозию металла и сократить срок службы масла.
Повышенная запыленность: грязь и пыль, попадающие в масло, могут вызвать ускоренный износ трущихся частей двигателя
3. Конструкционные особенности двигателей.
Дизельные двигатели и двигатели с непосредственным впрыском: в моторном масле скапливаются частицы сажи, что может вызвать абразивный износ деталей двигателя в случае их агломерации.
Двигатели с турбонаддувом: в турбокомпрессоре возможно образование отложений под воздействием повышенных рабочих температур (до 850°C). Коксование низкокачественного масла в турбине может вывести ее из строя.
Дополнительно на состояние моторного масла в дизельных двигателях влияют следующие факторы:
- загрузка двигателя. Автомобиль эксплуатируется с максимальной загрузкой или часто возит грузы.
- качество применяемого топлива. В случае применения некачественного топлива необходимо сократить интервал замены моторных масел.
- способ заправки, условия хранения, топлива и моторного масла. При перепадах температур в ёмкостях может образовываться конденсат, приводящий к коррозии.
- режим обслуживания системы смазки и воздухоочистителя. В тяжелых условиях необходимо заранее менять моторные масла и фильтры включая воздушные.
- способ запуска двигателя в холодное время года и его техническое состояние. Двигатель запускается на холоде, в теплом гараже или применяется предпусковой подогреватель, новый двигатель или со значительным пробегом.
Резюме:
Выбор интервала замены моторного масла часто не простое дело, так как необходимо учитывать самые разные факторы и конструкцию и двигателя и погоду, и особенно то, как эксплуатируется автомобиль.
Да, любое моторное масло при эксплуатации стареет, но только высококачественные моторные масла могут эффективно противостоять всем многочисленным угрозам. Важно в каком состоянии моторное масло будет к окончанию срока эксплуатации. Ответить на этот вопрос может лабораторный анализ отработанного масла.
Важно в каком состоянии моторное масло будет к окончанию срока эксплуатации. Ответить на этот вопрос может лабораторный анализ отработанного масла.
| Посмотреть каталоги партнеров в формате PDF: — выбрать по фирме-производителю — ADAM EQUIPMENTALLA FRANCEANGELANTONIBRANSCANBurkle GmbHECOSAFEFILTRAFUNKE–GERBERGVS GroupHEINZ – HERENZHELLMAILMVACINTERSCIENCEKARL HECHT ASSISTENTKARTELLKOEHLER INSTRUMENTKONIK-TECHLab MMESA LABSMIELEMUNKTELL AHLSTROMNUOVA APTACAOrum InternationalPBI INTERNATIONALPRENTEXRötzmeier SicherheitsbehälterSAINT-GOBAIN Performance PlasticsSELECTASILVERSONSmeg instrumentsSTABLE MICRO SYSTEMSSYNBIOSISTEKNOKROMAWASSERLABWHATMANWhirl-PakЛаМО — выбрать по названию —
TYGON и другие виды специальных шлангов и трубок от Saint-Gobain. |
 Поставщик SIMAS.Автоклавы для пастеризации и стерилизации консервовАвтоклавы ручные и автоматические. Каталог SIMAS (SELECTA)Автоклавы. Брошюра SIMAS (PBI INTERNATIONAL)Автоматические средоварки и станции для подготовки сред. Брошюра SIMAS (PBI INTERNATIONAL)Автоматический разбавитель Baby Gravimat. Брошюра SIMAS (INTERSCIENCE)Автоматический разбавитель Gravimat. Брошюра SIMAS (INTERSCIENCE)Автоматы для мойки и дезинфекции. Каталог Miele. Поставщик СИМАС.Аксессуары для взвешивания и аналитического оборудования. Брошюра SIMASАксессуары для газовой хроматографии. Брошюра SIMAS (TEKNOKROMA)Аксессуары к ProtoCOL2. Брошюра SYNBIOSIS. Поставщик СИМАС.Анализ ароматических углеводородов в нефтепродуктах методом ВЭЖХ+ГХ-МС. Каталог SIMAS (KONIK-TECH)Анализ жирных кислот в пищевых продуктах на газовом хроматографе и масс-спектрометре KONIK. Каталог SIMAS (KONIK-TECH)Анализ качества яиц на Анализаторе текстуры. Брошюра Stable Micro Systems. Поставщик СИМАС.Анализ ПАУ в минеральных маслах методом ГХВР+ВЭЖХ.
Поставщик SIMAS.Автоклавы для пастеризации и стерилизации консервовАвтоклавы ручные и автоматические. Каталог SIMAS (SELECTA)Автоклавы. Брошюра SIMAS (PBI INTERNATIONAL)Автоматические средоварки и станции для подготовки сред. Брошюра SIMAS (PBI INTERNATIONAL)Автоматический разбавитель Baby Gravimat. Брошюра SIMAS (INTERSCIENCE)Автоматический разбавитель Gravimat. Брошюра SIMAS (INTERSCIENCE)Автоматы для мойки и дезинфекции. Каталог Miele. Поставщик СИМАС.Аксессуары для взвешивания и аналитического оборудования. Брошюра SIMASАксессуары для газовой хроматографии. Брошюра SIMAS (TEKNOKROMA)Аксессуары к ProtoCOL2. Брошюра SYNBIOSIS. Поставщик СИМАС.Анализ ароматических углеводородов в нефтепродуктах методом ВЭЖХ+ГХ-МС. Каталог SIMAS (KONIK-TECH)Анализ жирных кислот в пищевых продуктах на газовом хроматографе и масс-спектрометре KONIK. Каталог SIMAS (KONIK-TECH)Анализ качества яиц на Анализаторе текстуры. Брошюра Stable Micro Systems. Поставщик СИМАС.Анализ ПАУ в минеральных маслах методом ГХВР+ВЭЖХ. Каталог SIMAS (KONIK-TECH)Анализаторы текстуры для пищевой промышленности. Брошюра Stable Micro Systems. Поставщик SIMAS.Анализаторы текстуры для фармацевтических препаратов. Брошюра Stable Micro Systems. Поставщик СИМАС.Аналитическая лаборатория. Каталог SIMAS (SELECTA)Аналитические приборы для анализа воды и продуктов питания. Каталог SELECTA. Поставщик SIMASАналитические приборы. Брошюра SIMAS (SELECTA)Аналитическое и общелабораторное оборудование. Каталог SELECTA 2011-2013.Аналитическое и общелабораторное оборудование. Каталог SELECTA 2015. Поставщик SIMAS.Аналитическое оборудование для пива. Каталог SIMAS (FUNKE — GERBER)Базовая модель индикатора крутящего момента ST-FT1Бактерицидные установки закрытого типа Germreduc. Брошюра SIMAS (PBI INTERNATIONAL)Бани для пастеризации консервов и аксессуары для автоклавовБезопасные бачки и бидоныБезопасные контейнеры, бидоныБиологические и микробиологические инструменты и аксессуары. Каталог SELECTA. Поставщик SIMASБокс Gemini с вертикальным ламинарным потоком воздуха.
Каталог SIMAS (KONIK-TECH)Анализаторы текстуры для пищевой промышленности. Брошюра Stable Micro Systems. Поставщик SIMAS.Анализаторы текстуры для фармацевтических препаратов. Брошюра Stable Micro Systems. Поставщик СИМАС.Аналитическая лаборатория. Каталог SIMAS (SELECTA)Аналитические приборы для анализа воды и продуктов питания. Каталог SELECTA. Поставщик SIMASАналитические приборы. Брошюра SIMAS (SELECTA)Аналитическое и общелабораторное оборудование. Каталог SELECTA 2011-2013.Аналитическое и общелабораторное оборудование. Каталог SELECTA 2015. Поставщик SIMAS.Аналитическое оборудование для пива. Каталог SIMAS (FUNKE — GERBER)Базовая модель индикатора крутящего момента ST-FT1Бактерицидные установки закрытого типа Germreduc. Брошюра SIMAS (PBI INTERNATIONAL)Бани для пастеризации консервов и аксессуары для автоклавовБезопасные бачки и бидоныБезопасные контейнеры, бидоныБиологические и микробиологические инструменты и аксессуары. Каталог SELECTA. Поставщик SIMASБокс Gemini с вертикальным ламинарным потоком воздуха.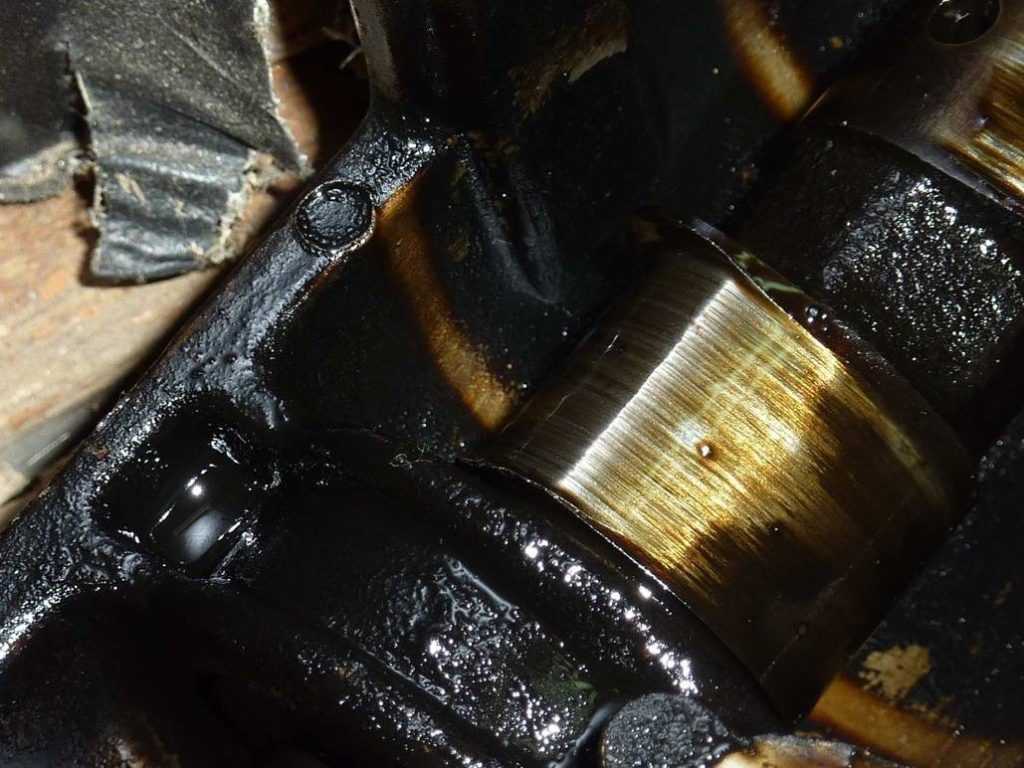 Брошюра Angelantoni. Поставщик СИМАСБоксы биологической безопасности, ламинарные боксы для оснащения отдельных рабочих мест, работа с порошками. Брошюра Angelantoni. Поставщик SIMASБольше чем фильтрация. Каталог WHATMAN Schleicher & Schuell. Поставщик SIMASБрошюра 1. Косметика и Туалетные принадлежности SilversonБрошюра 2. Косметика и Туалетные принадлежности SilversonБумага для контроля всхожести семян. Брошюра Munktell. Поставщик СИМАС.Бумага для отбора проб крови новорожденных для исследования. Брошюра Munktell. Поставщик SIMAS.Бумага для хроматографии и блоттинга от Munktell. Поставщик СИМАС.Бумага с покрытием для защиты поверхностей. Брошюра Munktell. Поставщик SIMAS.Бумажные и мембранные фильтры для пивоваренной промышленности и производства напитков. Брошюра Munktell. Поставщик СИМАС.Вакуумные и высокотемпературные шкафы. Брошюра SIMAS (SELECTA, ILMVAC)Вакуумные установки и аксессуары для твердофазной экстрации. Каталог TEKNOKROMA. Поставщик SIMASВесы и измеритель плотности.
Брошюра Angelantoni. Поставщик СИМАСБоксы биологической безопасности, ламинарные боксы для оснащения отдельных рабочих мест, работа с порошками. Брошюра Angelantoni. Поставщик SIMASБольше чем фильтрация. Каталог WHATMAN Schleicher & Schuell. Поставщик SIMASБрошюра 1. Косметика и Туалетные принадлежности SilversonБрошюра 2. Косметика и Туалетные принадлежности SilversonБумага для контроля всхожести семян. Брошюра Munktell. Поставщик СИМАС.Бумага для отбора проб крови новорожденных для исследования. Брошюра Munktell. Поставщик SIMAS.Бумага для хроматографии и блоттинга от Munktell. Поставщик СИМАС.Бумага с покрытием для защиты поверхностей. Брошюра Munktell. Поставщик SIMAS.Бумажные и мембранные фильтры для пивоваренной промышленности и производства напитков. Брошюра Munktell. Поставщик СИМАС.Вакуумные и высокотемпературные шкафы. Брошюра SIMAS (SELECTA, ILMVAC)Вакуумные установки и аксессуары для твердофазной экстрации. Каталог TEKNOKROMA. Поставщик SIMASВесы и измеритель плотности.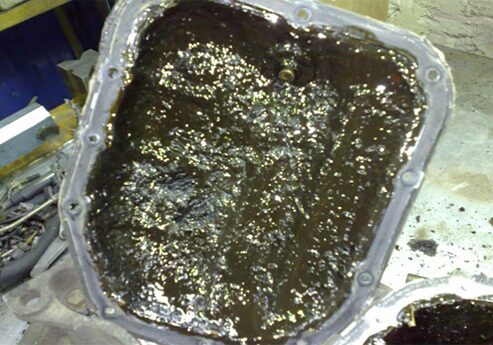 Каталог SELECTA. Поставщик SIMASВесы лабораторные электронные PGW, весы аналитические электронные PW. Брошюра СИМАСВискозиметры ротационные FUNGILAB. Каталог SIMAS 2009.Вискозиметры. Чашка Форда. Брошюра SIMAS (SELECTA)Водяные,масляные и песчаные бани. Каталог SELECTA. Поставщик SIMASВоздухозаборник Pinocchio Super для сжатого воздуха и газов. Брошюра SIMAS (PBI INTERNATIONAL)Воздухозаборник SAS ISOLATOR для контроля чистоты воздуха в изоляторах и чистых помещениях. Брошюра SIMAS (PBI INTERNATIONAL)Встроенные смесители с большим усилием сдвига. Каталог SIMAS (SILVERSON)Высококачественные изделия для лабораторий — резина, пластик, силиконВысокоточные охлаждаемые кабинеты Hotcold. Брошюра SIMAS (SELECTA)Высокоэффективная пробоподготовка для хроматографии и масс-спектрометриии. Брошюра SIMAS (WHATMAN)Высокоэффективное смешивающее оборудование SILVERSON 2009.Высокоэффективные лабораторные смесители SILVERSON. Каталог 2009.Вытяжной шкаф Safehood. Брошюра BIOAIR. Поставщик SIMASВЭЖХ, ГХВР, МС.
Каталог SELECTA. Поставщик SIMASВесы лабораторные электронные PGW, весы аналитические электронные PW. Брошюра СИМАСВискозиметры ротационные FUNGILAB. Каталог SIMAS 2009.Вискозиметры. Чашка Форда. Брошюра SIMAS (SELECTA)Водяные,масляные и песчаные бани. Каталог SELECTA. Поставщик SIMASВоздухозаборник Pinocchio Super для сжатого воздуха и газов. Брошюра SIMAS (PBI INTERNATIONAL)Воздухозаборник SAS ISOLATOR для контроля чистоты воздуха в изоляторах и чистых помещениях. Брошюра SIMAS (PBI INTERNATIONAL)Встроенные смесители с большим усилием сдвига. Каталог SIMAS (SILVERSON)Высококачественные изделия для лабораторий — резина, пластик, силиконВысокоточные охлаждаемые кабинеты Hotcold. Брошюра SIMAS (SELECTA)Высокоэффективная пробоподготовка для хроматографии и масс-спектрометриии. Брошюра SIMAS (WHATMAN)Высокоэффективное смешивающее оборудование SILVERSON 2009.Высокоэффективные лабораторные смесители SILVERSON. Каталог 2009.Вытяжной шкаф Safehood. Брошюра BIOAIR. Поставщик SIMASВЭЖХ, ГХВР, МС. Каталог SIMAS (KONIK-TECH)Газовый хроматограф KONIK GC 4000 B. Каталог SIMAS (KONIK-TECH)Гелиос С — ламинарный бокс с горизонтальным воздушным потоком. Брошюра Angelantoni. Поставщик SIMASГенеральный каталог KARTELL (пластиковая посуда). Поставщик SIMASГОМОГЕНИЗАТОР «ПРОБЛЕНД»Госпитальные принадлежности. Каталог SIMAS (PBI INTERNATIONAL, KARTELL)Гравиметрический разбавитель ПРОДЕЛЮТЕДезодорант для автоклавов — капсулы ANABAC. Брошюра SIMAS (INTERSСIENCE).Дезодорант для автоклавов ANABAC. Брошюра SIMAS (INTERSСIENCE)Жидкостная хроматография. Колонки и аксессуары. Каталог TEKNOKROMA. Поставщик SIMASЖидкостной и газовый хроматографы KONIK K2. Каталог SIMAS (KONIK-TECH)Жидкостной хроматограф KONIK LC550 B. Каталог SIMAS (KONIK-TECH)Защитные емкости для нефтепереработкиЗащитный микробилогический шкаф S@feflow. Брошюра BIOAIR. Поставщик SIMASЗащитный микробиологический шкаф S@feflow 1.2. Брошюра BIOAIR. Поставщик SIMASЗащитный микробиологический шкаф TopSafe. Брошюра BIOAIR. Поставщик SIMASИндикаторная и тестовая бумага.
Каталог SIMAS (KONIK-TECH)Газовый хроматограф KONIK GC 4000 B. Каталог SIMAS (KONIK-TECH)Гелиос С — ламинарный бокс с горизонтальным воздушным потоком. Брошюра Angelantoni. Поставщик SIMASГенеральный каталог KARTELL (пластиковая посуда). Поставщик SIMASГОМОГЕНИЗАТОР «ПРОБЛЕНД»Госпитальные принадлежности. Каталог SIMAS (PBI INTERNATIONAL, KARTELL)Гравиметрический разбавитель ПРОДЕЛЮТЕДезодорант для автоклавов — капсулы ANABAC. Брошюра SIMAS (INTERSСIENCE).Дезодорант для автоклавов ANABAC. Брошюра SIMAS (INTERSСIENCE)Жидкостная хроматография. Колонки и аксессуары. Каталог TEKNOKROMA. Поставщик SIMASЖидкостной и газовый хроматографы KONIK K2. Каталог SIMAS (KONIK-TECH)Жидкостной хроматограф KONIK LC550 B. Каталог SIMAS (KONIK-TECH)Защитные емкости для нефтепереработкиЗащитный микробилогический шкаф S@feflow. Брошюра BIOAIR. Поставщик SIMASЗащитный микробиологический шкаф S@feflow 1.2. Брошюра BIOAIR. Поставщик SIMASЗащитный микробиологический шкаф TopSafe. Брошюра BIOAIR. Поставщик SIMASИндикаторная и тестовая бумага. Каталог MACHEREY NAGEL. Поставщик SIMASИндикаторы расхода, переходники и краны. Брошюра SIMAS (KARTELL)Индикаторы, биологические и химические. Брошюра SIMAS (MESA LABS)Инструмент автоматизированный ХромаЗонаИнструменты медицинские. Брошюра SIMAS (NUOVA APTACA)Исследование антикоррозионных свойств масел ГОСТ 19199. Брошюра SIMAS (SELECTA, WHATMAN)Исследование нефтепродуктов. Брошюра SIMAS (KOEHLER INSTRUMENT)Исследование нефтепродуктов. Каталог SIMAS (KOEHLER) Новинки 2008Исследование нефтепродуктов. Каталог SIMAS (KOEHLER,THE TINTOMETER, SELECTA)Канистры и контейнеры для огнеопасных жидкостей. Брошюра SIMAS (SELECTA)Капиллярные колонки для жидкостной хроматографии. Каталог SIMAS (Teknokroma)Каталог Orum International Новое поколение для микробиологического контроля воздуха Биологические пробоотборник воздухаКаталог — ALLA FRANCEКаталог — KARTELL — Лабораторные принадлежностиКаталог — Лабораторные приборы для лечебных учрежденийКаталог Heinz Herenz 2009. Медицинские и лабораторные принадлежности.
Каталог MACHEREY NAGEL. Поставщик SIMASИндикаторы расхода, переходники и краны. Брошюра SIMAS (KARTELL)Индикаторы, биологические и химические. Брошюра SIMAS (MESA LABS)Инструмент автоматизированный ХромаЗонаИнструменты медицинские. Брошюра SIMAS (NUOVA APTACA)Исследование антикоррозионных свойств масел ГОСТ 19199. Брошюра SIMAS (SELECTA, WHATMAN)Исследование нефтепродуктов. Брошюра SIMAS (KOEHLER INSTRUMENT)Исследование нефтепродуктов. Каталог SIMAS (KOEHLER) Новинки 2008Исследование нефтепродуктов. Каталог SIMAS (KOEHLER,THE TINTOMETER, SELECTA)Канистры и контейнеры для огнеопасных жидкостей. Брошюра SIMAS (SELECTA)Капиллярные колонки для жидкостной хроматографии. Каталог SIMAS (Teknokroma)Каталог Orum International Новое поколение для микробиологического контроля воздуха Биологические пробоотборник воздухаКаталог — ALLA FRANCEКаталог — KARTELL — Лабораторные принадлежностиКаталог — Лабораторные приборы для лечебных учрежденийКаталог Heinz Herenz 2009. Медицинские и лабораторные принадлежности. Каталог NASCO — пакеты Whirl-PakКаталог WHATMAN — лидер в технологии разделения. Поставщик SIMASКаталог Whatman 2009-2010 – Прикасаясь к жизни. Поставщик SIMAS.Каталог питательных сред LAB M. Поставщик SIMAS.Каталог УатманКнига № 1 — 1000 Мелочей для лабораторииКнига № 1 -Биологические пробоотборники воздухаКнига № 10 — Экстракция по СокслетуКнига № 11 — Высокоэффективные Смесители — Лабораторные, пилотные и промышленныеКнига № 12 — Мытье и дезинфекция лабораторной посудыКнига № 2 — Инновации для микробиологической лабораторииКнига № 2 — Насосы и пробоотборникиКнига № 3 — Определение температур вспышки и самовоспламенения. Нефтехимическая серияКнига № 3 — Современная химическая лабораторияКнига № 4 — Исследование молока и пиваКнига № 5 — Вакуумная фильтрация и фильтрация под давлениемКнига № 6 — Исследование свойств нефтяных масел — Нефтехимическая серияКнига № 6 — Микробиологическая диагностика воды, напитков и растворовКнига № 7 — Исследование пластичных свойств смазок. Нефтехимическая серияКнига № 7 — Современная микробиологическая лабораторияКнига № 8 — Исследование реологических свойств — Анализаторы текстурКнига № 8 — Исследование реологических свойств.
Каталог NASCO — пакеты Whirl-PakКаталог WHATMAN — лидер в технологии разделения. Поставщик SIMASКаталог Whatman 2009-2010 – Прикасаясь к жизни. Поставщик SIMAS.Каталог питательных сред LAB M. Поставщик SIMAS.Каталог УатманКнига № 1 — 1000 Мелочей для лабораторииКнига № 1 -Биологические пробоотборники воздухаКнига № 10 — Экстракция по СокслетуКнига № 11 — Высокоэффективные Смесители — Лабораторные, пилотные и промышленныеКнига № 12 — Мытье и дезинфекция лабораторной посудыКнига № 2 — Инновации для микробиологической лабораторииКнига № 2 — Насосы и пробоотборникиКнига № 3 — Определение температур вспышки и самовоспламенения. Нефтехимическая серияКнига № 3 — Современная химическая лабораторияКнига № 4 — Исследование молока и пиваКнига № 5 — Вакуумная фильтрация и фильтрация под давлениемКнига № 6 — Исследование свойств нефтяных масел — Нефтехимическая серияКнига № 6 — Микробиологическая диагностика воды, напитков и растворовКнига № 7 — Исследование пластичных свойств смазок. Нефтехимическая серияКнига № 7 — Современная микробиологическая лабораторияКнига № 8 — Исследование реологических свойств — Анализаторы текстурКнига № 8 — Исследование реологических свойств. Анализаторы текстуры. Серия «Лабораторная библиотека».Книга № 9- Анализ текстуры промышленной продукцииКнига №11 — Высокоэффективные смесители. Лабораторные, пилотные и промышленные. Серия «Лабораторная библиотека».Книга №12 — Мытьё и дезинфекция лабораторной посуды. Серия «Лабораторная библиотека».Книга №2 — Насосы и пробоотборники. Серия «Лабораторная библиотека».Книга №3 — Современная химическая лаборатория. Серия «Лабораторная библиотека».Книга №4 — Исследование молока и пива. Серия «Лабораторная библиотека».Книга №5 — Вакуумная фильтрация и фильтрация под давлением. Серия «Лабораторная библиотека».Книга №6 — Исследование свойств нефтяных масел. «Лабораторная библиотека. Нефтехимическая серия.»Книга №6 — Микробиологическая диагностика воды, напитков и растворов. Серия «Лабораторная библиотека».Коллекция фильтрующих насадок. Каталог WHATMAN (BATMAH). Поставщик SIMASКолонки для газовой хроматографии. Каталог Teknokroma. Поставщик SIMASКолориметры,фотометры и спектрофотометры. Каталог SELECTA.
Анализаторы текстуры. Серия «Лабораторная библиотека».Книга № 9- Анализ текстуры промышленной продукцииКнига №11 — Высокоэффективные смесители. Лабораторные, пилотные и промышленные. Серия «Лабораторная библиотека».Книга №12 — Мытьё и дезинфекция лабораторной посуды. Серия «Лабораторная библиотека».Книга №2 — Насосы и пробоотборники. Серия «Лабораторная библиотека».Книга №3 — Современная химическая лаборатория. Серия «Лабораторная библиотека».Книга №4 — Исследование молока и пива. Серия «Лабораторная библиотека».Книга №5 — Вакуумная фильтрация и фильтрация под давлением. Серия «Лабораторная библиотека».Книга №6 — Исследование свойств нефтяных масел. «Лабораторная библиотека. Нефтехимическая серия.»Книга №6 — Микробиологическая диагностика воды, напитков и растворов. Серия «Лабораторная библиотека».Коллекция фильтрующих насадок. Каталог WHATMAN (BATMAH). Поставщик SIMASКолонки для газовой хроматографии. Каталог Teknokroma. Поставщик SIMASКолориметры,фотометры и спектрофотометры. Каталог SELECTA. Поставщик SIMASКомпактный вытяжной шкаф Chemo-Bench3 для химических лабораторий. Брошюра SIMAS (PBI INTERNATIONAL)Кондуктометры и рН-метры. Каталог SELECTA. Поставщик SIMASКонтейнеры и емкости для сбора отходов. Брошюра SIMAS (NUOVA APTACA)Кюветы для спектрофотометрии. Каталог HELLMA 2009.BestCellers.Кюветы. Каталог SIMAS (HELLMA GmbH&Co.KG.)Лабораторная мебель и оборудование. Поставщик SIMAS.Лабораторная продукция для разработки и контроля современных высокоточных технологий и научных исследований от WHATMAN. Каталог СИМАС 2009.Лабораторное оборудование #1. Брошюра SIMAS (SELECTA)Лабораторное оборудование #2. Брошюра SIMAS (SELECTA)Лабораторное оборудование #3. Брошюра SIMAS (SELECTA)Лабораторное оборудование для анализа молока. Каталог FUNKE-GERBER.Лабораторные инструменты и аксессуары. Каталог SELECTA. Поставщик SIMASЛабораторные лопастные мешалки. Брошюра SIMAS (BUNSEN)Лабораторные приборы для лечебных учреждений №1. Брошюра SIMAS (SELECTA)Лабораторные приборы для лечебных учреждений №2.
Поставщик SIMASКомпактный вытяжной шкаф Chemo-Bench3 для химических лабораторий. Брошюра SIMAS (PBI INTERNATIONAL)Кондуктометры и рН-метры. Каталог SELECTA. Поставщик SIMASКонтейнеры и емкости для сбора отходов. Брошюра SIMAS (NUOVA APTACA)Кюветы для спектрофотометрии. Каталог HELLMA 2009.BestCellers.Кюветы. Каталог SIMAS (HELLMA GmbH&Co.KG.)Лабораторная мебель и оборудование. Поставщик SIMAS.Лабораторная продукция для разработки и контроля современных высокоточных технологий и научных исследований от WHATMAN. Каталог СИМАС 2009.Лабораторное оборудование #1. Брошюра SIMAS (SELECTA)Лабораторное оборудование #2. Брошюра SIMAS (SELECTA)Лабораторное оборудование #3. Брошюра SIMAS (SELECTA)Лабораторное оборудование для анализа молока. Каталог FUNKE-GERBER.Лабораторные инструменты и аксессуары. Каталог SELECTA. Поставщик SIMASЛабораторные лопастные мешалки. Брошюра SIMAS (BUNSEN)Лабораторные приборы для лечебных учреждений №1. Брошюра SIMAS (SELECTA)Лабораторные приборы для лечебных учреждений №2. Брошюра SIMAS (SELECTA)Лабораторный лопаточный смеситель Bag Mixer 400. Брошюра SIMAS (INTERSСIENCE)Лабораторный очиститель воды MicromaticЛаминарный бокс II класса защиты SPACE2 ergosafe. Брошюра SIMAS (PBI INTERNATIONAL)Ламинарный бокс MINIFLO. Брошюра SIMAS (PBI INTERNATIONAL)Ламинарный шкаф II класса защиты SPACE Luce. Брошюра SIMAS (PBI INTERNATIONAL)Лопаточный гомогенизатор MiniMix 100 CC. Брошюра SIMAS (INTERSСIENCE).Магнитные мешалки и качалки. Каталог SELECTA. Поставщик SIMASМасла смазочные и присадки. Метод определения степени чистоты ГОСТ 12275. Брошюра SIMAS (WHATMAN, SELECTA, ILMVAC)Масс — спектрометр KONIK MS Q12. Каталог SIMAS (KONIK-TECH)Медицинские сверхнизкотемпературные морозильные камеры. Брошюра Angelantoni. Поставщик СИМАСМембранная фильтрация для микробиологических лабораторий от Munktell. Поставщик SIMAS.Микробиологические мониторы — готовые системы для подготовки проб жидких образцов. Брошюра SIMAS (WHATMAN)Микробиологические товары компании PBI. Поставщик SIMASМикробиологический контроль воды и напитков.
Брошюра SIMAS (SELECTA)Лабораторный лопаточный смеситель Bag Mixer 400. Брошюра SIMAS (INTERSСIENCE)Лабораторный очиститель воды MicromaticЛаминарный бокс II класса защиты SPACE2 ergosafe. Брошюра SIMAS (PBI INTERNATIONAL)Ламинарный бокс MINIFLO. Брошюра SIMAS (PBI INTERNATIONAL)Ламинарный шкаф II класса защиты SPACE Luce. Брошюра SIMAS (PBI INTERNATIONAL)Лопаточный гомогенизатор MiniMix 100 CC. Брошюра SIMAS (INTERSСIENCE).Магнитные мешалки и качалки. Каталог SELECTA. Поставщик SIMASМасла смазочные и присадки. Метод определения степени чистоты ГОСТ 12275. Брошюра SIMAS (WHATMAN, SELECTA, ILMVAC)Масс — спектрометр KONIK MS Q12. Каталог SIMAS (KONIK-TECH)Медицинские сверхнизкотемпературные морозильные камеры. Брошюра Angelantoni. Поставщик СИМАСМембранная фильтрация для микробиологических лабораторий от Munktell. Поставщик SIMAS.Микробиологические мониторы — готовые системы для подготовки проб жидких образцов. Брошюра SIMAS (WHATMAN)Микробиологические товары компании PBI. Поставщик SIMASМикробиологический контроль воды и напитков. Каталог SIMAS (WHATMAN)Микробиология — 2004 — PBI InternationalМикробиология. Каталог Interscience 2011. Поставщик SIMASМикробиология. Каталог Interscience. Поставщик СИМАС.Микробиология. Каталог WHATMAN Schleicher & Schuell. Поставщик SIMASМикробиология: разбавление, гомогенизация, спиральный посев, автоматический подсчет колоний, автоклавирование. Каталог SIMAS (INTERSIENCE)Многофункциональные лабораторные миксеры. Каталог SILVERSON MACHINES.Муфельные печи. Каталог SELECTA. Поставщик SIMASНагревательные плитки и нагреватели для круглодонных колб. Каталог SELECTA. Поставщик SIMASНасосы вакуумные, перестальтические, центробежные. Каталог SELECTA. Поставщик SIMASНасосы, наполнители, пробоотборники. Каталог Burkle 2010-2011 рус.яз.Настольный тестер крутящего момента STНитроцеллюлозные мембраны Protran для новейших методов исследования белков. Брошюра SIMAS (WHATMAN)Новый каталог компании Burkle 2010 на русском языке. Насосы, пробоотборники, контейнеры, лабораторный пластик, фиттинги (трубки, соединения, зажимы).
Каталог SIMAS (WHATMAN)Микробиология — 2004 — PBI InternationalМикробиология. Каталог Interscience 2011. Поставщик SIMASМикробиология. Каталог Interscience. Поставщик СИМАС.Микробиология. Каталог WHATMAN Schleicher & Schuell. Поставщик SIMASМикробиология: разбавление, гомогенизация, спиральный посев, автоматический подсчет колоний, автоклавирование. Каталог SIMAS (INTERSIENCE)Многофункциональные лабораторные миксеры. Каталог SILVERSON MACHINES.Муфельные печи. Каталог SELECTA. Поставщик SIMASНагревательные плитки и нагреватели для круглодонных колб. Каталог SELECTA. Поставщик SIMASНасосы вакуумные, перестальтические, центробежные. Каталог SELECTA. Поставщик SIMASНасосы, наполнители, пробоотборники. Каталог Burkle 2010-2011 рус.яз.Настольный тестер крутящего момента STНитроцеллюлозные мембраны Protran для новейших методов исследования белков. Брошюра SIMAS (WHATMAN)Новый каталог компании Burkle 2010 на русском языке. Насосы, пробоотборники, контейнеры, лабораторный пластик, фиттинги (трубки, соединения, зажимы). Носители на основе целлюлозы для хроматографических колонок и ТСХ. Брошюра SIMAS (WHATMAN)Оборудование для анализа молока. Каталог FUNKE GERBER. Поставщик SIMASОборудование и расходные материалы для ПЦР и ИФА лабораторий. Брошюра SIMAS.Одноразовая стерильная головка Dispo-Head для воздухозаборников SAS. Брошюра SIMAS (PBI INTERNATIONAL)Одноразовые серологические пипетки. Каталог Kartell. Поставщик SIMASОзоление — муфельные печи, тигли, щипцы. Брошюра SIMAS (SELECTA)Определение воды в нефтепродуктах ГОСТ 2477. Брошюра SIMAS (SELECTA, WHATMAN)Определение вязкости нефтепродуктов. Брошюра SIMAS (KOEHLER INSTRUMENT)Определение вязкости. Брошюра SIMAS (FUNGILAB, SELECTA)Определение мыл нафтеновых кислот в топливах ГОСТ 21103. Брошюра SIMAS (WHATMAN, SELECTA, KARTELL)Определение осадка в сырой нефти методом мембранной фильтрации ASTM D4807-05. Брошюра SIMAS (WHATMAN, SELECTA, ILMVAC)Определение содержания механических примесей в нефтепродуктах. ГОСТ 10577. Брошюра SIMAS (WHATMAN, ILMVAC)Оптика: микроскопы, рефрактометры, микротом.
Носители на основе целлюлозы для хроматографических колонок и ТСХ. Брошюра SIMAS (WHATMAN)Оборудование для анализа молока. Каталог FUNKE GERBER. Поставщик SIMASОборудование и расходные материалы для ПЦР и ИФА лабораторий. Брошюра SIMAS.Одноразовая стерильная головка Dispo-Head для воздухозаборников SAS. Брошюра SIMAS (PBI INTERNATIONAL)Одноразовые серологические пипетки. Каталог Kartell. Поставщик SIMASОзоление — муфельные печи, тигли, щипцы. Брошюра SIMAS (SELECTA)Определение воды в нефтепродуктах ГОСТ 2477. Брошюра SIMAS (SELECTA, WHATMAN)Определение вязкости нефтепродуктов. Брошюра SIMAS (KOEHLER INSTRUMENT)Определение вязкости. Брошюра SIMAS (FUNGILAB, SELECTA)Определение мыл нафтеновых кислот в топливах ГОСТ 21103. Брошюра SIMAS (WHATMAN, SELECTA, KARTELL)Определение осадка в сырой нефти методом мембранной фильтрации ASTM D4807-05. Брошюра SIMAS (WHATMAN, SELECTA, ILMVAC)Определение содержания механических примесей в нефтепродуктах. ГОСТ 10577. Брошюра SIMAS (WHATMAN, ILMVAC)Оптика: микроскопы, рефрактометры, микротом. Каталог SELECTA. Поставщик SIMASОтбор проб: твердых, сыпучих, мазеобразных, жидких. Брошюра SIMAS (PBI INTERNATIONAL)Оценка силы закручивания Torqo-II+Пакеты SSB — Сверхбезопасная система транспортировки образцов. Брошюра SIMAS (NASCO)Пакеты Sto-Circul-Bag для гомогенизации. Брошюра SIMAS (PBI INTERNATIONAL)Пакеты ВИХРЬ — отбор, упаковка, транспортировка, гомогенизация и хранение образцов. Каталог SIMAS (NASCO, INTERSCIENCE, PBI INTERNATIONAL)Пакеты ВИХРЬ для промышленных предприятий. Брошюра SIMAS (NASCO)Переносная установка для дезинфекции помещений Formalintec. Брошюра SIMAS (PBI INTERNATIONAL)Переносной автоматический автоклав Auto-Koch. Брошюра SIMAS (PBI INTERNATIONAL)Печи,стерилизаторы, инкубаторы и сушильные шкафы. Каталог SELECTA. Поставщик SIMASПитательные среды LAB M. Полный перечень 2012. Поставщик СИМАС.Питательные среды для микробиологических исследований в клинической микробиологии и контроля пищевых продуктов от Lab M. Брошюра СИМАС.Пластиковая посуда для лабораторий.
Каталог SELECTA. Поставщик SIMASОтбор проб: твердых, сыпучих, мазеобразных, жидких. Брошюра SIMAS (PBI INTERNATIONAL)Оценка силы закручивания Torqo-II+Пакеты SSB — Сверхбезопасная система транспортировки образцов. Брошюра SIMAS (NASCO)Пакеты Sto-Circul-Bag для гомогенизации. Брошюра SIMAS (PBI INTERNATIONAL)Пакеты ВИХРЬ — отбор, упаковка, транспортировка, гомогенизация и хранение образцов. Каталог SIMAS (NASCO, INTERSCIENCE, PBI INTERNATIONAL)Пакеты ВИХРЬ для промышленных предприятий. Брошюра SIMAS (NASCO)Переносная установка для дезинфекции помещений Formalintec. Брошюра SIMAS (PBI INTERNATIONAL)Переносной автоматический автоклав Auto-Koch. Брошюра SIMAS (PBI INTERNATIONAL)Печи,стерилизаторы, инкубаторы и сушильные шкафы. Каталог SELECTA. Поставщик SIMASПитательные среды LAB M. Полный перечень 2012. Поставщик СИМАС.Питательные среды для микробиологических исследований в клинической микробиологии и контроля пищевых продуктов от Lab M. Брошюра СИМАС.Пластиковая посуда для лабораторий. Kartell 2012. Поставщик SIMAS.Пластины для ТСХ на гибкой основе. Каталог SIMAS (WHATMAN)Пластины для ТСХ серии Diamond. Каталог SIMAS (WHATMAN)Погружные термостаты. Каталог SELECTA. Поставщик SIMASПодготовка проб грунтовых вод с помощью Polydisc GW. Брошюра SIMAS (WHATMAN)Подготовка проб для ВЭЖХ — фильтровальные элементы с поршнем Mini-Uni Prep. Брошюра SIMAS (WHATMAN)Подготовка проб для хроматографических и спектрометрических исследований. Брошюра SIMAS (WHATMAN)Подсчет колоний на приборах Petri-Light и Colony Count. Брошюра SIMAS (PBI INTERNATIONAL)Полимерные емкости. Каталог SIMAS (KARTELL)Полимерные изделия для лабораторий №1. Брошюра SIMAS (KARTELL)Полимерные изделия для лабораторий №2. Брошюра SIMAS (KARTELL)Полимерные изделия для сверхчистых и агрессивных сред от Saint-Gobain. Поставщик SIMAS.Полимерные пакеты для автоклавирования DISPOBAG. Брошюра SIMAS (PBI INTERNATIONAL)Полная линия продукции KONIK-TECH 2007 г. Каталог SIMAS.Прибор SMS в журнале Пищевая промышленность № 3 2019Прибор SMS в журнале Пищевая промышленность № 4 2019Приборы вспомогательные для тестирования нефтепродуктовПриборы для анализа нефтепродуктов.
Kartell 2012. Поставщик SIMAS.Пластины для ТСХ на гибкой основе. Каталог SIMAS (WHATMAN)Пластины для ТСХ серии Diamond. Каталог SIMAS (WHATMAN)Погружные термостаты. Каталог SELECTA. Поставщик SIMASПодготовка проб грунтовых вод с помощью Polydisc GW. Брошюра SIMAS (WHATMAN)Подготовка проб для ВЭЖХ — фильтровальные элементы с поршнем Mini-Uni Prep. Брошюра SIMAS (WHATMAN)Подготовка проб для хроматографических и спектрометрических исследований. Брошюра SIMAS (WHATMAN)Подсчет колоний на приборах Petri-Light и Colony Count. Брошюра SIMAS (PBI INTERNATIONAL)Полимерные емкости. Каталог SIMAS (KARTELL)Полимерные изделия для лабораторий №1. Брошюра SIMAS (KARTELL)Полимерные изделия для лабораторий №2. Брошюра SIMAS (KARTELL)Полимерные изделия для сверхчистых и агрессивных сред от Saint-Gobain. Поставщик SIMAS.Полимерные пакеты для автоклавирования DISPOBAG. Брошюра SIMAS (PBI INTERNATIONAL)Полная линия продукции KONIK-TECH 2007 г. Каталог SIMAS.Прибор SMS в журнале Пищевая промышленность № 3 2019Прибор SMS в журнале Пищевая промышленность № 4 2019Приборы вспомогательные для тестирования нефтепродуктовПриборы для анализа нефтепродуктов. Каталог KOECHLER. Поставщик SIMASПриборы для контроля и управления. Каталог SELECTA. Поставщик SIMASПробки. Брошюра SIMAS (KARTELL)Пробоотборник воздуха АИРБИО ДУОПробоотборник воздуха СИСТЕМА КАЛИТЕСТПробоотборник воздуха ТРИО.БАС ТРИОПробоотборник для анализа аэрозолей на легионеллу SAS-PCR LEGIONELLA. Брошюра SIMAS (PBI INTERNATIONAL)Пробоотборники для пищевых продуктов. Брошюра SIMAS (PBI INTERNATIONAL)Программа продаж SIMASПромывалки. Брошюра SIMAS (KARTELL)Простой подсчет колоний и измерение зон подавления. Брошюра SYNBIOSIS. Поставщик SIMAS.Разведение и гомогенизация образцов для микробиологических исследований. Брошюра SIMAS (INTERSСIENCE)Рассев образцов. Каталог Filtra. Поставщик СИМАСРассев образцов: приборы и сита. Брошюра SIMAS (FILTRA)Рассев. Каталог Filtra 2011. Поставщик СИМАС.Расходные материалы для анализа крови, вспомогательное лабораторное оборудование. Каталог SELECTA. Поставщик SIMASРасходные материалы для микробиологии. Брошюра SIMAS (NUOVA APTACA, HEINZ — HERENZ, KARL HECHT)Расходные материалы для оптических методов аналитичес.
Каталог KOECHLER. Поставщик SIMASПриборы для контроля и управления. Каталог SELECTA. Поставщик SIMASПробки. Брошюра SIMAS (KARTELL)Пробоотборник воздуха АИРБИО ДУОПробоотборник воздуха СИСТЕМА КАЛИТЕСТПробоотборник воздуха ТРИО.БАС ТРИОПробоотборник для анализа аэрозолей на легионеллу SAS-PCR LEGIONELLA. Брошюра SIMAS (PBI INTERNATIONAL)Пробоотборники для пищевых продуктов. Брошюра SIMAS (PBI INTERNATIONAL)Программа продаж SIMASПромывалки. Брошюра SIMAS (KARTELL)Простой подсчет колоний и измерение зон подавления. Брошюра SYNBIOSIS. Поставщик SIMAS.Разведение и гомогенизация образцов для микробиологических исследований. Брошюра SIMAS (INTERSСIENCE)Рассев образцов. Каталог Filtra. Поставщик СИМАСРассев образцов: приборы и сита. Брошюра SIMAS (FILTRA)Рассев. Каталог Filtra 2011. Поставщик СИМАС.Расходные материалы для анализа крови, вспомогательное лабораторное оборудование. Каталог SELECTA. Поставщик SIMASРасходные материалы для микробиологии. Брошюра SIMAS (NUOVA APTACA, HEINZ — HERENZ, KARL HECHT)Расходные материалы для оптических методов аналитичес. исследований. Каталог 2011 г. Поставщик СИМАС.Расходные материалы и аксессуары. Каталог HEINZ-HERENZ. Поставщик SIMASРасходные материалы, аксессуары, оборудование для микробиолога. Каталог SIMAS (HEINZ – HERENZ, KARTELL, NASCO, PBI INTERNATIONAL, SELECTA, SAINT-GOBAIN Performance Plasticks)Ручной тестер ST-H0XРучные роторные насосы для любых жидкостей. Брошюра SIMAS (SELECTA)Семейство воздухозаборников. Брошюра SIMAS (PBI INTERNATIONAL)Сеть SAS Super Network для чистых помещений. Брошюра SIMAS (PBI INTERNATIONAL)Система ProtoCOL 2 для: подсчета колоний, для измерения зон. Брошюра SYNBIOSIS. Поставщик SIMASСистема ГАЗ — ТЕСТСистемы очистки воды WasserlabСита и рассеиватели. Каталог FILTRA. Поставщик SIMASСовременная продукция для лабораторий, промышленности и науки. Каталог SIMAS (BURKLE 2003)Современная продукция для лабораторий, промышленности и науки. Каталог SIMAS (BURKLE 2007)Стеклянная лабораторная посуда, микроскопия, принадлежности. Каталог Assistent-Precision.Стеклянные изделия и аксессуары.
исследований. Каталог 2011 г. Поставщик СИМАС.Расходные материалы и аксессуары. Каталог HEINZ-HERENZ. Поставщик SIMASРасходные материалы, аксессуары, оборудование для микробиолога. Каталог SIMAS (HEINZ – HERENZ, KARTELL, NASCO, PBI INTERNATIONAL, SELECTA, SAINT-GOBAIN Performance Plasticks)Ручной тестер ST-H0XРучные роторные насосы для любых жидкостей. Брошюра SIMAS (SELECTA)Семейство воздухозаборников. Брошюра SIMAS (PBI INTERNATIONAL)Сеть SAS Super Network для чистых помещений. Брошюра SIMAS (PBI INTERNATIONAL)Система ProtoCOL 2 для: подсчета колоний, для измерения зон. Брошюра SYNBIOSIS. Поставщик SIMASСистема ГАЗ — ТЕСТСистемы очистки воды WasserlabСита и рассеиватели. Каталог FILTRA. Поставщик SIMASСовременная продукция для лабораторий, промышленности и науки. Каталог SIMAS (BURKLE 2003)Современная продукция для лабораторий, промышленности и науки. Каталог SIMAS (BURKLE 2007)Стеклянная лабораторная посуда, микроскопия, принадлежности. Каталог Assistent-Precision.Стеклянные изделия и аксессуары.|
· english · карта сайта · | ||||||||||||||
|
| ||||||||||||||
| Главная — > Продукция -> Лаборатория по контролю качества НЕФТЕПРОДУКТОВ -> Специальные приборы и оборудование -> Исследование масел -> Определение способности к коксованию FTM 791-3462 | ||||||||||||||
|
Установки исследования антикоррозионных свойств масел ГОСТ 19199 – 73; ASTM D130, D6074, D6158; IP 154; ISO 2160; DIN 51759; ASTM D665, D3603; NACE TM-01-72; IP 135; ISO 7120; DIN 51355, DIN 51585; FTM 791-4011, 791-5315; NF T 60-151 Дополнительные принадлежности Определение показателя сепарации ASTM D1401, D6074, D6158; ISO 6614; DIN 51599; FTM 791-3201; NF T 60-125 Деаэрационные свойства нефтяных масел ASTM D3427, IP 313, DIN 51381, NF E 48-614 Характеристика пенообразования смазочных масел ASTM D892, D6082, IP 146, DIN 51566, FTM 791-3211, 791-3213, NF T 60-129 Определение окислительной стабильности масел ASTM D943, D2274, D2440, D2893, D4310, D4636, D5968, D6594; DIN 51394, 51586, 51587; FTM 791-5307, 791-5308; D6158; AOCS CD12-57**; ISO 4263, ISO 12205; NF M 07-047; NF T 60-150; IP 48, IP 280, IP 306, IP 307 Определение температуры помутнения и кристаллизации ASTM D97, D2500, D5853, D6074, D6158; IP 15, 219; ISO 3015, 3016; DIN 51597; FTM 791-201; NF T 60-105 Определение коррозионного воздействия ASTM D130, D6074, D6158 Определение деэмульгирующих характеристик ASTM D2711, DIN 51353 Определение потерь от испарения масел ASTM D5800; DIN 51581 Определение способности к коксованию FTM 791-3462 Определение коррозионной активности и окислительной стабильности ASTM D4636, D5968, D6594; FTM 791-5307, 791-5308; IHC BT-10; DIN 51394 Определение стабильности масел FTM 791-3451. Определение совместимости масла к подшипнику FTM 791-3452 Определение коррозионной активности к свинцу FTM 791-5321 Определение термоокислительной стабильности трансмиссионных масел для автомобильных шестеренчатых передач ASTM D5074; STP512A L-60-1; FTM 791-2504 Определение электрического пробоя масла ASTM D877, D1816 Определение окислительной стабильности паров турбинного масла и ингибированного минерального масла методом вращения сосуда для окисления ASTM D2112,D2272, IP229, ASTM D4742
Компания СИМАС |
| |||||||||||||
Задиры в цилиндрах и коксование поршневых колец
Сегодня в данной статье мы хотим рассказать о следующей проблеме: Задиры в цилиндрах и коксование поршневых колец
Не секрет, что моторы автомобилей производимых приблизительно с 2005 года перестали отличаться ресурсом в отличие от их собратьев 80-х и 90-х годов двадцатого века. Современные тенденции в проектировании и внедрении инженерных решений продиктованы маркетологами. Двигатели выхаживают в лучшем случае положенный гарантийный пробег. А зачастую проблемы начинаются уже с 20тыс.км пробега. После чего приносят владельцу столько хлопот, что проще сменить автомобиль, чем заниматься ремонтом.
Одним из факторов, направленных на уменьшение ресурса ДВС является конструкция поршней, которая ускоряет коксование цилиндро-поршневой группы.
На фотографиях ниже видна разница между поршнем двигателя 90-х годов и современным. Рабочий объем, диаметр и ход поршня идентичны.
Как видно поршень современного движка имеет значительно меньшую высоту тела, менее развитый жаровой пояс и в общем является не таким массивным. Ввиду этого отвод тепла от тела поршня и поршневых колец значительно ухудшается.И каким бы дорогим и замечательным не было масло, оно быстро теряет свои свойства и начинает коксоваться на компрессионных и маслосъемных кольцах. Есть мнение, что частая замена масла с интервалом 5000км и выбор самого лучшего (дорогого) продукта решит этот вопрос. Отчасти решит. Но какой ценой? Подавляющее большинство автовладельцев придерживаются стандартного интервала замены в 10тыс.км, и при нынешних реалиях, конструкция поршня в итоге вызовет задиры в цилиндрах.
Кроме того, уменьшенная почти вдвое высота тела поршня ухудшает прилегание колец к стенкам цилиндра и увеличивает перекос относительно поршневого пальца при перекладке. Эффект особенно проявляется на низких оборотах при высокой нагрузке. На многих современных ДВС уже к 20тыс.км пробега заметны задиры в цилиндрах расположенные на противоположных сторонах.
Это вызывает ухудшение прилегания компрессионных колец, вследствие чего отработанные газы прорываются через образовавшийся зазор, что оказывает дополнительную термическую нагрузку на систему в целом.
Также в конструкции поршней плохо организован отлив масла, собираемого маслосъемным кольцом. Отверстия для слива масла отсутствуют или «намечены, но недосверлены». На популярном двигателе Cummins ISF-2.8, который ставится на ГАЗель NEXT и многие другие автомобили, именно так. Ввиду этого ему просто некуда деваться и оно начинает накапливаться в области маслосъемного кольца, перегреваться и происходит коксование.
Спустя немного времени и сравнительно небольшом пробеге при работе двигателя в таких условиях увеличивается расход масла на угар, что приводит к еще большему коксованию и ускоренному залеганию поршневых колец.
Эти факторы оказывают существенное влияние на быстрое коксование цилиндро-поршневой группы, уменьшение компрессии, потерю мощности и увеличение расхода топлива. Расход масла на новых автомобилях с небольшим пробегом или даже с самого начала эксплуатации достигает заметных величин. Вся система начинает работать хуже. К сожалению, современных реалиях это стало считаться нормой.
Не дожидайтесь, пока мотор начнет подавать признаки ухудшения работы!
Чтобы не доводить коксование двигателя до состояния «когда поможет только капиталка» рекомендуется регулярно в профилактических целях делать раскоксовку цилиндро-поршневой группы или хотя бы пользоваться промывками.
Наиболее простым и эффективным способом раскоксовки является применение композита 204-СУРМ-НК «Динамическая раскоксовка и очистка камеры сгорания», а также регулярное применение 203-СУРМ-М и 210-СУРМ-Мм. Самостоятельно или в составе комплексной обработки.
204-СУРМ-НК обладает уникальными свойствами:
- Быстро и эффективно раскоксовываает поршневые кольца и убирает нагар
- Освобождает от необходимости вскрывать мотро и делать длительное замачивание в специальных растворителях. Это значительно сокращает время
- Вся процедура, в зависимости от способа применения, занимает от 5 до 30 минут. Трудозатраты несоизмеримо меньше по сравнению с «классическими» способами
- Отпадает необходимость менять масло и масляный фильтр после процедуры. 204-СУРМ-НК в процессе обработки не оказывает влияния на свойства масла
Эффект от раскоксовки проявляется в течение первых 30 минут и усиливается в первые часы работы двигателя. Компрессия заметно возрастает, что подтверждается замерами до и после обработки.
Не менее эффективно работает долговременная промывка 210-СУРМ-Мм с раскоксовывающим эффектом. А также промывка 5 минутка 203-СУРМ-М. При условии регулярного применения, проблема коксования не будет вас беспокоить.
Надеюсь данная статья была Вам полезна и поможет решить следующие проблемы: задиры в цилиндрах, коксование поршневых колец.
Нефтяное коксование – Как контролировать
- Печать
Твитнуть
Линдси Поттер, Корпорация Нория
Трибология — это наука и технология трения, смазки и износа; или взаимодействующих поверхностей в относительном движении. Как правило, любое изделие, в котором один материал скользит или трется о другой, подвергается как смазанному, так и несмазанному трибологическому взаимодействию. 1 Взаимодействие твердых поверхностей может привести к потере поверхностного материала, более известному как износ.
Компания Imperial Scientific Industries занимается трибологией и испытаниями нефти. Tribotesters, подразделение Imperial Scientific Industries, предлагает полный спектр трибологического испытательного оборудования и услуг для исследований трения, износа, смазки и истирания. Специальным испытательным устройством, разработанным компанией, является панельный коксовый аппарат. Жидкое коксование представляет собой процесс, при котором тяжелая остаточная нефть превращается в более легкие продукты, такие как нафта, керосин, печное топливо и углеводородные газы.
Дизайн
Панельный коксовый аппарат Tribotesters был разработан для определения свойств готовых масел из кокса при контакте с поверхностями при повышенных температурах. В соответствии со стандартом Федерального метода испытаний 791 установка снабжена ПИД-контроллерами с индикацией температуры для регулирования температуры масла испытательной панели в поддоне и воздуха. Он также оснащен двигателем с регулируемым приводом, цифровым дисплеем скорости и системой регулировки расхода воздуха.
Технические характеристики
Аппарат панельного коксования предлагает множество функций и переменных, таких как следующие:
Скорость — Десятиоборотный потенциометр с регулируемой скоростью. Диапазоны от 100 до 2500 об/мин
Температура — Три системы отопления
Панель — 540°C (1000°F) максимум
Поддон — максимум 300°C (572°F)
Воздух — 40°C (104°F) максимум
Атмосфера — стандартный расход воздуха или других инертных газов от 0,2 до 1,0 литров в минуту.
Система синхронизации — Таймер с автоматическим отключением
Опции
Вместе с аппаратом доступны дополнительные пакеты. Дополнительная циклическая система синхронизации позволяет чередовать циклы разбрызгивания/выпекания, что позволяет маслу выпекаться в течение определенного периода времени на горячей панели без добавления свежих смазочных материалов. Вторая необязательная система, система газообразного диоксида серы, использует герметичную камеру и систему доставки SO2 для введения и контроля коррозионно-кислой атмосферы, что увеличивает серьезность оценки.
Из-за универсальности этой испытательной машины для имитации различных условий испытаний она представляет собой экономичный метод оценки склонности смазочных материалов к закоксовыванию перед проведением дорогостоящих испытаний отложений в двигателе.
Артикул
www.en.wikipedia.org
Об авторе
Практика анализа масла (3/2007)
Статьи по Теме
Распаковка продукта — Чаша Luneta
Распаковка продукта — набор для тестирования пластыря Hy-Pro Oil Analysis
Объединение тестов анализа масла для выявления основной причины отказов оборудования
Практический пример: использование методов Индустрии 4. 0 для анализа масла на месте
Избранные видео
Турбинное масло Shell с технологией преобразования газа в жидкость (Turbo S4 X и GX)
Набор инструментов для отбора проб масла Chevron
Набор инструментов Chevron Cool
Комплект интеллектуального мониторинга Atten2
Избранные технические документы
Важность контроля уровней металлов в смазочных материалах при применении масел для стационарных газовых двигателей
Анализ сильного скольжения и усталостного износа
Руководство покупателя
Лаборатории анализа масла
Приборы для анализа масла
Оборудование для отбора проб масла
Защита современных реактивных двигателей — больше времени полета с правильным маслом для газотурбинных двигателей
С момента запуска реактивных двигателей в 1939 году газотурбинный двигатель стал одним из важнейших достижений в истории авиации. Он произвел революцию в том, как мы летаем, позволив большему количеству людей путешествовать дальше. Но очень важно, чтобы увеличение времени полета не сопровождалось увеличением затрат на техническое обслуживание. Поставщики авиационных смазочных материалов играют ключевую роль в оказании помощи клиентам в снижении расходов на техническое обслуживание и эксплуатацию в то время, когда защита прибыли авиакомпании как никогда актуальна.
Требования к современному реактивному двигателю
Новые инновации в области планера и технологии авиационных двигателей позволяют самолетам летать дольше, что увеличивает нагрузку на масла для турбинных двигателей (ТЭО). Например, несмотря на то, что были усовершенствованы двигательная и тепловая эффективность, чтобы двигатели могли преодолевать большие расстояния, сегодняшние двигатели работают при значительно более высоких температурах, чем двигатели, разработанные в 1960-х годах. Наряду с желанием оптимизировать эффективность за счет уменьшения размера масляной системы это означает, что меньший объем масла должен работать интенсивнее и иметь более высокую теплоемкость для отвода тепла от подшипников.
Помимо работы при более высоких температурах, ТЭО также должен защищать двигатель в течение более длительного периода времени. Современные двигатели были разработаны, чтобы быть более надежными, и в интересах эффективности операторы стремятся увеличить время нахождения в крыле. Таким образом, операторы зависят от ТЭО, чтобы прослужить более длительные периоды между капитальным ремонтом, что еще больше повышает важность предотвращения закоксовывания двигателя.
Воздействие закоксовывания
Одной из областей, где эксплуатанты воздушных судов могут повысить эффективность обслуживания воздушных судов, является борьба с закоксовыванием, дорогостоящим явлением, которое может привести к значительным финансовым последствиям для авиакомпаний. Закоксовывание — это накопление нежелательных углеродистых отложений в двигателе, которые образуются, когда масло подвергается воздействию высоких температур двигателя.
Если не принять превентивные меры, дополнительные затраты на техническое обслуживание и последствия для безопасности могут быть значительными. Закоксовывание может засорить масляные фильтры и масляные, продувочные, вентиляционные и питающие трубы, что может привести к выходу из строя подшипников из-за масляного голодания. Неспособность защитить двигатель от закоксовывания также может привести к дальнейшему увеличению счетов за техническое обслуживание из-за более частой замены фильтров, что является еще одним дополнительным расходом. Если не заменить забитые фильтры, это может в конечном итоге привести к отказу двигателя.
Совместимость с эластомерами
Стремясь улучшить коксуемость ТЭО, производители масел начали поиск эффективной системы антиоксидантов для разработки масла с высокой термостабильностью (ВТС). Хотя все масла для газотурбинных двигателей должны соответствовать военным или гражданским спецификациям, не все моторные масла ведут себя одинаково после попадания в двигатель. Известно, что антиоксиданты в некоторых маслах HTS вызывают разрушение эластомерного уплотнения. Хотя они являются относительно незначительным компонентом в масштабе всего коммерческого самолета, разрушение уплотнений может привести к утечке масла в нежелательных местах. Это может привести к значительной дополнительной нагрузке на авиакомпании. Выбор моторного масла, безопасного для эластомеров, — это простой способ избежать этой проблемы, обеспечивающий экономию средств и, что более важно, помогающий повысить безопасность.
Больше времени безотказной работы, меньше времени простоя
Несмотря на то, что последствия будут различаться в зависимости от авиакомпании, для многих использование неадекватного ТЭО может привести к неоправданно высоким эксплуатационным расходам и, в конечном итоге, к сокращению времени полета. Для отрасли эти последние несколько месяцев стали трудным напоминанием о том, что когда речь идет о приземленных самолетах, время — деньги. Таким образом, когда дело доходит до конкуренции на рынке, где более высокие температуры двигателя являются нормой, авиакомпаниям необходимо убедиться, что это не приведет к упущенной выгоде или увеличению счетов за техническое обслуживание.
Все более дальние перелеты не обязательно должны приводить к высокому уровню закоксовывания двигателя. Хорошее техническое обслуживание двигателя за счет использования правильного ТЭО является экономичным и эффективным способом избежать ненужного обслуживания. Используя ТЭО, способный работать при более высоких температурах, такие сценарии, как закоксовывание труб подачи масла или продувочных трубок, могут быть уменьшены или даже полностью исключены. Это связано с тем, что масла с высокой термической стабильностью (HTS), специально разработанные для обеспечения долгосрочной термической и окислительной стабильности, могут продолжать обеспечивать смазку двигателя при более высоких температурах и дольше. Это соответствует как более высоким температурам, так и более низким уровням обслуживания, характерным для современных реактивных двигателей, защищая парки как в воздухе, так и на земле.
Тесное сотрудничество с OEM-производителями и отраслевыми новаторами было краеугольным камнем бизнеса Shell TEO на протяжении десятилетий — фактически, когда дело доходит до реактивных двигателей, Shell была там с самого начала. Еще в 1936 году, когда Фрэнк Уиттл разрабатывал первую камеру сгорания, вклад Shell был решающим для запуска его реактивного двигателя в воздух. С тех пор партнерство с дальновидными людьми лежит в основе разработки масел для турбинных двигателей, отвечающих потребностям авиационной промышленности.
Светлое будущее с правильным ТЭО
Поскольку авиационная отрасль работает вместе, чтобы оправиться от последствий пандемии, важно сократить эксплуатационные расходы. Выбор правильного ТЭО — это простой и упреждающий выбор, который авиакомпании могут сделать, чтобы уменьшить финансовое бремя и сбои, вызванные ненужным обслуживанием двигателя.
Саския Боеве — генеральный директор Shell Aviation Lubricants.
Консолидация коксового песка теплым воздухом приводит к образованию вязких нефтеносных песков | Журнал нефтяных технологий
Пропустить пункт назначения навигации
01 января 1966 г.
Бен М. Фицджеральд;
Глинн Стивенс;
П.Л. Terwilliger
J Pet Technol 18 (01): 35–42.
Номер бумаги: SPE-1239-PA
https://doi.org/10.2118/1239-PA
История статьи
Опубликовано в Интернете:
01 января 1966 г.
Получено:
01 января 1966 г.
Принято:
01 января 1966 г.
- Разделенный экран
- Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
- Делиться
- MailTo
- Твиттер
Получить разрешения
- Поиск по сайту
Citation
Фитцджеральд, Бен М. , Стивенс, Глинн и П.Л. Тервиллигер. «Поле уплотнения коксового песка теплым воздухом приводит к образованию вязких нефтеносных песков». J Pet Technol 18 (1966): 35–42. doi: https://doi.org/10.2118/1239-PA
Скачать файл цитирования:
- Ris (Zotero)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
Расширенный поиск
Abstract
Коксование горячим воздухом представляет собой метод заканчивания, который используется для предотвращения поступления песка в скважины, работающие из рыхлых песчаных пластов. Это достигается путем нагнетания нагретого воздуха в пласт вокруг добывающей скважины до тех пор, пока сырая нефть не окислится в нерастворимый кокс или смолу, которая связывает песчинки вместе. Помимо стабилизации рыхлого песка, нагретый воздух стимулирует добычу нефти. Представлены и обсуждены результаты нескольких полевых испытаний, в ходе которых резервуары с рыхлым песком, насыщенные вязкой сырой нефтью, были консолидированы в продуктивном стволе скважины, а также приведены иллюстрации стимулированных дебитов и описания оборудования, используемого для консолидации песка. По результатам полевых испытаний анализируются детали типичного заканчивания и потенциал техники как инструмента заканчивания.
Введение
Борьба с выносом песка была признана проблемой добычи в резервуарах с рыхлым песком в течение многих лет. По мере увеличения вязкости добываемой нефти проблема борьбы с выносом песка становится более сложной. В первые дни разработки неглубоких рыхлых песчаных резервуаров, содержащих вязкую сырую нефть, многие нефтяные операторы утверждали, что песок должен добываться вместе с нефтью. В первых скважинах были предусмотрены условия для извлечения как песка, так и нефти из заканчивания в необсаженном стволе. Позже щелевые вкладыши с 0,18 до 0,20 дюйма. использовались отверстия, которые поддерживали ствол скважины, но позволяли нефти заносить песок в скважину. Сегодня щелевые хвостовики, фильтры и гравийные фильтры являются основными инструментами для заканчивания скважин, добывающих вязкую нефть из рыхлых песков. Единственным серьезным изменением в Калифорнии за последние годы стало общее уменьшение размера щели до 0,100 дюйма или менее в попытке исключить рыхлый песок. Несмотря на то, что каждый из этих механических методов достиг определенного успеха, каждый из них имеет свои недостатки. Ни одно из механических устройств не обеспечивает постоянной защиты от повторяющегося образования песка. При наличии механических устройств в стволе скважины многократное заканчивание затруднительно. Бывают проблемные случаи, когда механические устройства оказались совершенно неудовлетворительными. Степень селективности ограничена, и на некоторых продуктивных участках приходится бороться с переслаивающимися водоносными пластами. В литературе представлены несколько методов уплотнения песка. Разнообразие подходов подчеркивает тот факт, что интенсивные исследовательские усилия были направлены на разработку эффективного заканчивания для контроля пескопроявления. Стимулом для этого исследования послужило несколько факторов:
Необходимо поддерживать высокую производительность при одновременном контроле выноса песка. Это особенно верно в отношении нефтяных пластов с низкой гравитацией, которые не разрабатывались из-за проблем с песком.
Снижение проницаемости может произойти в некоторых рыхлых песках, когда им позволено перемещаться. Если рыхлые пески содержат пористую глину, снижение проницаемости может быть значительным, так как частицы глины перераспределяются во время движения. В этих случаях желательно уплотнить песок при начальном завершении.
Можно исключить затраты на скважину и капитальный ремонт, вызванные притоком песка.
Недавнее развитие процессов термической добычи с их значительно ускоренной производительностью подчеркнуло неотложную необходимость постоянного контроля пескопроявления (а также некоторой степени селективности), прежде чем многие рыхлые резервуары могут быть успешно истощены вторичными методами.

Процессы термической добычи продемонстрировали свое самое широкое применение в пластах с вязкой нефтью, которые, в свою очередь, представляют собой одни из самых сложных случаев борьбы с выносом песка. В данной статье представлены результаты полевых испытаний процесса коксования горячим воздухом. Потенциал этого метода консолидации песка в вязких нефтеносных песках был продемонстрирован при стабилизации рыхлого песка в нескольких скважинах, добывающих нефть плотностью 12 и 14 градусов API. В дополнение к уплотнению стволов скважин тепло, выделяемое закачиваемым воздухом, стимулировало добычу нефти в течение ограниченного периода времени.
JPT
стр. 35ˆ
Ключевые слова:
контроль песка/твердых частиц, паровой гравитационный дренаж, производство песка, Характеристика коллектора, САГД, укрепление, водонасыщенность, термический метод, контроль песка, Разведка и добыча нефти и газа
Темы:
Разведка, разработка, структурная геология, Улучшенное и расширенное восстановление, Характеристика коллектора, Контроль песка, Контроль песка/твердых частиц, термические методы, Завершение операций
Этот контент доступен только в формате PDF.
Предотвращение коксования масла с помощью водяного электронасоса для двигателей с искровым зажиганием с турбонаддувом Текст научной работы на тему «Машиностроение»
Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2014, ID статьи 498624, 8 страниц http://dx.doi.org/10.1155/2014/498624
Исследовательская статья
Зарядные двигатели с искровым зажиганиемХан-Чинг Линь, 1 Йен-Цо Чанг, 1 Го-Лонг Цай, 1 Дао-Мингван, 1 Фэн-Чи Се, 1 и Джинн-Фэн Цзян2
1 Выпускник Института механики и электротехники Инженерия, Национальный Тайбэйский технологический университет, Тайбэй 10626, Тайвань
2 Центр исследований и разработок металлургической промышленности, Тайбэй 10626, Тайвань
Корреспонденцию следует направлять Yen-Tso Chang; [email protected] Получено 28 мая 2014 г.; Принят 11 августа 2014 г.; Опубликовано 27 августа 2014 г. Академический редактор: Teen-Hang Meen
Copyright © 2014 Han-Ching Lin et al. Это статья с открытым доступом, распространяемая в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Турбокомпрессор широко применяется в двигателях внутреннего сгорания для увеличения выходной мощности двигателя и снижения расхода топлива. Однако его рабочая температура поднималась до 340°C, когда двигатель глохнет. Эта более высокая температура может привести к износу подшипников, биению и заклиниванию из-за закоксовывания масла и недостаточной смазки. Чтобы преодолеть эти проблемы, в этой статье используется электрический водяной насос (EWP) для активной подачи охлаждающей жидкости в турбокомпрессор, когда двигатель глохнет. Компоновка системы, время работы и продолжительность EWP исследуются для получения оптимальной производительности. В первую очередь экспериментальные результаты показывают, что предлагаемая схема и стратегия управления имеют более низкую температуру 100°C, чем обычная температура 225°C.
1. Введение
Для снижения выбросов CO2 и расхода топлива в поршневых двигателях внутреннего сгорания широко применяется технология турбонаддува (Т/С) [1, 2]. Турбокомпрессор, приводимый в движение турбиной с выхлопными газами, может использоваться для увеличения подачи воздуха в цилиндр, а затем для увеличения выходной мощности двигателя. Petitjean [3] получил двигатель T/C с уменьшением габаритов на 30%, который имеет те же характеристики, что и оригинальный природный двигатель без уменьшения габаритов, а его расход топлива может быть снижен примерно на 8~10%. Lecointe и Monnier [4] также получили, что T/C, используемый с технологией уменьшения размера, GDI или технологии изменения фаз газораспределения, имеет больший выходной крутящий момент при низких оборотах двигателя, лучшую экономию топлива и более короткое время отключения каталитического нейтрализатора при холодном запуске.
Поскольку большее количество воздуха повысит мощность сгорания, а также температуру сгорания, температура турбонагнетателя также увеличится, поскольку он приводится в действие выхлопными газами с температурой 800~900°C. Более того, при остановке двигателя температура турбокомпрессора значительно повысится до 200°C из-за нециркулирующей охлаждающей жидкости. Эта более высокая температура может привести к закоксовыванию моторного масла. Рибейро и др.
[5] добился повышения температуры подшипников турбокомпрессора с 95°C до 340°C в течение 40 секунд при остановке двигателя. После 90 секунд температура подшипника снизится примерно до 135°C, если температура турбонагнетателя выше 204°C, что может привести к ухудшению качества масла. Более того, если температура превышает 315°C, это может привести к образованию нефтяного кокса. Компания Honeywell [6] проверила температуру пропитывания двигателя, и результаты исследования показали, что части мини-бустера могут нагреваться до 260°C~360°C.
Таким образом, Garrett [7] требует соблюдения четырех условий для предотвращения перегрева турбонагнетателя: (1) избегать простоя более 20 минут; (2) не иметь выбега на естественной передаче во время сваливания; (3) выдержите 3-5 минут простоя, пока не установится давление смазочного масла в двигателе; (4) выдержите 3-5 минут простоя перед остановкой. Однако очень сложно иметь драйвер, соответствующий этим требованиям. Рибейро и др. [5] использовали электрический водяной насос (EWP) для решения тепловой проблемы турбонагнетателя, когда двигатель глохнет.
По сравнению с обычным электрическим термостатом [8,9], EWP может дать нам следующие преимущества: (1) обеспечить активное охлаждение и циркуляцию для двигателя T/C
Таблица 1: Спецификация целевого двигателя.
Тип С турбонаддувом Рядный-4
Диаметр цилиндра x ход [мм] 86 x 94,6
Рабочий объем [л] 2,2
Клапан/цилиндр 4
Степень сжатия 9,5:1
/5pm/3 Пиковая мощность [
Максимальный крутящий момент [Нм/об/мин] 275/3000
Стандарт выбросов Евро 5
Вход охлаждающей жидкости Т/С
температура * ‘ —
Выход охлаждающей жидкости Т/С
Температура ОС
Таблица 2: Условия окружающей среды при испытаниях двигателя.
Условия Описание
Тип: RON95
Контроль температуры топлива: ниже 40°C
Положение измерения температуры: перед топливной рампой
Тип: 10W40
Измерение моторного масла Контроль температуры: нет данных блюдо
Жидкая охлаждающая жидкость Концентрация антифриза: 60 %
Наддув воздуха Контроль температуры: 25 ± 10°C
Место измерения температуры: входы воздушной камеры
для предотвращения выкипания при остановке двигателя; (2) обеспечить более точный контроль температуры двигателя для снижения потерь на трение в двигателе; (3) уменьшить периоды прогрева двигателя, а также выбросы при выключенном двигателе. Риберио и др. [10] использовали EWP для контроля температуры охлаждающей жидкости двигателя 1,0 л 8V. Экспериментальные результаты показывают, что температура охлаждающей жидкости, а также температура масла целевого двигателя с EWP имеют более быстрый период прогрева, чем обычный, около 1 и 3 минут соответственно.
Кавамото и др. [11] применили технологию электронного насоса для разработки гибридного автомобиля и снижения расхода топлива на 1–4%.
Расход теплоносителя в ВЭД, необходимый для выполнения тепловой нагрузки, можно получить с помощью следующего уравнения [12,13]: отдача в охлаждающую жидкость (кДж/с), mc – массовый расход охлаждающей жидкости (кг/с), Cp – удельная теплоемкость охлаждающей жидкости (кДж/кг-К), T1 – температура на входе в двигатель (K), T2 – температура на выходе из двигателя (K), pc – плотность охлаждающей жидкости (кг/м3), V – объемный расход охлаждающей жидкости (м3/с).
Целью данной работы является использование ЭВП для активной подачи охлаждающей жидкости в турбокомпрессор при остановке двигателя [14]. Схема системы EWP, время работы и продолжительность EWP исследуются для получения оптимальной производительности, то есть снижения температуры турбокомпрессора. Оставшаяся часть этой статьи организована следующим образом. Для каждой схемы и условия испытаний системы охлаждения с ЭВП приведены в разделе 2, взаимосвязь между исходной схемой и температурой турбокомпрессора рассмотрена в разделе 9.0008
Рисунок 1: Расположение четырех термопар.
Раздел 3. Во-вторых, влияние различных схем охлаждения EWP на температуру турбокомпрессора оценивается с помощью динамометра, описанного в Разделе 4. Наконец, выводы сделаны в Разделе 5.
2. Экспериментальная установка
2.1. Целевой двигатель. В этой статье использовался 4-цилиндровый 4-тактный двигатель с искровым зажиганием объемом 2,2 л с турбонаддувом, краткие характеристики которого приведены в таблице 1.
Вихретоковый динамометр мощностью 240 кВт использовался для изучения влияния различных схем охлаждения на температуру охлаждающей жидкости, масла и турбонагнетателя с настройками условий испытаний, указанными в Таблице 2.
2.2. Расположение термопары. Четыре термопары использовались для измерения температуры охлаждающей жидкости на входе/выходе и масла на входе/выходе (см. рис. 1) для анализа тепловых характеристик EWP.
2.3. Схема системы охлаждения. Чтобы изучить влияние различных схем охлаждения, в этой статье были изучены три существующих схемы охлаждения транспортных средств, которые состоят из Mini Cooper, VW FSI и VW TSI. ЭРМ Mini Cooper последовательно соединен с подводящим патрубком охлаждающей жидкости Т/С, и охлаждающая жидкость поступает в двигатель в том же направлении. Для VW FSI EWP последовательно подключается к выпускной трубе охлаждения Т/С и срабатывает через 15 минут после остановки. Направление потока его охлаждающей жидкости было изменено на моторное. ЭРМ VW TSI последовательно подключается к выходному патрубку охлаждения Т/С. Как только двигатель заглохнет, EWP начнет работать в течение 8 минут. Его охлаждающая жидкость движется в том же направлении, что и у двигателя. После проведения глубокого сравнения, упомянутого выше, каждый результат сравнения показан в таблице 3.
В данной статье предложены две компоновки системы охлаждения, состоящей из последовательного и параллельного типов. Для предлагаемого серийного типа, показанного на рис. 2, ЭРП последовательно соединен с впускным патрубком охлаждения Т/У. Преимущество заключается в том, что изменение архитектуры системы не является значительным. Однако скорость его охлаждения также не может быть изменена из-за размера входной трубы. Для предлагаемого параллельного типа на Рисунке 3, так как EWP подключен к входной трубе охлаждения Т/С в
Таблица 3: Схема последовательного типа EWP.
T/C местоположение
Направление потока
Layout
Секреально соединяющая впускная охлаждающая жидкость OFT/C
Направление вращения двигателя
Входной находной грунт
4EWP — пюре
СЕРИЧЕСКА обратное направление вращения двигателя
Выпускной патрубок радиатора
Последовательно присоединяющий патрубок подвода охлаждающей жидкости Т/С
Направление вращения двигателя
—o-| Дополнительный радиатор отопителя салона —
C/B (поток U)
Рис. 2: Предлагаемая последовательная компоновка EWP
—o-| Подрадиатор -4-°-Обогрев салона: -4-
——o> —
C/B (U поток)
Рис. 3: Предлагаемая параллельная компоновка EWP.
параллельный через три патрубка, его скорость охлаждения может лучше контролироваться эффективностью охлаждения, чем у последовательного типа. Однако затраты параллельного типа будут увеличены из-за большего количества составных частей.
2.4. Схема системы охлаждения. Предложенная система была оценена на динамометрическом стенде. Сначала двигатель работал на 5000 об/мин при полностью открытой дроссельной заслонке. После повышения температуры охлаждающей жидкости двигателя до 105°C испытуемый двигатель глох. Затем были использованы четыре термопары для измерения температуры охлаждающей жидкости турбокомпрессора (см. рис. 1). Для оценки теплового КПД предлагаемой системы использовалось различное время работы ЭВП.
3. Экспериментальные результаты оригинального макета
3. 1. Оригинальный двигатель. Результаты экспериментов с исходным двигателем показаны на рис. 4. Максимальная температура охлаждающей жидкости на выходе из Т/С приближается к 225°С, когда двигатель глохнет через 5 минут после работы. После остановки двигателя в течение 41 минуты температура охлаждающей жидкости на входе и выходе из Т/С снижается до 100°С и 125°С соответственно, так как измеренная температура исходного двигателя превышает 225°С, что также может повредить подшипники турбокомпрессора, а также как качества масла.
3.2. Оригинальный автомобиль. Чтобы упростить процесс разработки системы, исходное транспортное средство использовалось для оценки температурной разницы между исходной платформой для испытаний двигателя и транспортным средством. На рисунках 5 и 6 представлены экспериментально измеренные результаты температуры исходного транспортного средства с различными скоростями до того, как двигатель заглохнет. На рис. 5 показано, что транспортное средство движется со скоростью 40 км/ч перед остановкой; максимальная температура увеличивается до 214°C, когда автомобиль глохнет через 6 минут. После остановки на 69минут температура охлаждающей жидкости на входе и выходе из Т/С снижается до 100°С и 125°С соответственно.
Если транспортное средство движется со скоростью 120 км/ч до остановки, максимальная температура увеличивается до 222°C, когда транспортное средство глохнет через 6 минут, как показано на рис. 6. После
«r t V
0 5 10 15 20 25 30 35 40 45 50 55 Время (мин)
Температура двигателя на выходе Температура масла на входе Температура масла на выходе
—- Температура охлаждающей жидкости на входе
— Температура охлаждающей жидкости на выходе 9200 3
SP me 100
Vrww ‘m f / ! ‘: a
£ o _o
0 10 20 30 40 50 60 70 80 90 Время (мин)
-Скорость
. Температура масла в
—-Темп.
— Температура охлаждающей жидкости на выходе.
Рис. 5. Исходное транспортное средство движется со скоростью 40 км/ч перед остановкой.
\-1——1—1
к’/Нс. !
120 140 Время (мин)
— Скорость
• Темп.
—-Темп.
— Температура охлаждающей жидкости на выходе.
Рис. 6. Исходное транспортное средство движется со скоростью 120 км/ч перед остановкой.
120 110 100 90 80 70 60 50 40
Время (мин)
— Темп.
• Температура масла на входе. …… Температура масла на выходе.
—-Темп.
— Температура охлаждающей жидкости на выходе.
Рис. 7: Предлагаемый последовательный тип с продолжением работы.
глохнет в течение 73 минут, температура охлаждающей жидкости на входе и выходе из Т/С падает до 100°С и 125°С соответственно.
После сравнения экспериментальных результатов в случае оригинального автомобиля с результатами первого двигателя оба экспериментальных результата показывают, что они имеют схожие характеристики максимальной температуры и тренда. Таким образом, результаты, полученные на стенде для испытаний двигателей, можно использовать для представления автомобиля.
4. Экспериментальные результаты предлагаемой компоновки
4. 1. Предлагаемая схема последовательного типа. Так как расход серийного ЭВП ограничен из-за невозможности изменения диаметра входного патрубка охлаждающей жидкости турбонагнетателя, различное время работы
используется для оценки тепловых характеристик. Расход серийного типа регулируется с помощью оригинального двигателя до 840 л/ч (литр/час). На рис. 7 показаны экспериментальные результаты предложенной компоновки последовательного типа при сохранении работы EWP. Испытанный двигатель глохнет после повышения температуры охлаждающей жидкости на выходе из двигателя до 105°C; после этого запускается предложенный серийный EWP. Поскольку жидкие охлаждающие смеси турбонагнетателя могут продолжать работать с использованием EWP, температура системы повысится, а температура охлаждающей жидкости на входе в турбокомпрессор упадет ниже 100°C через 2 минуты. 91 с* » JM+’ii V /
10 15 20
Время (мин)
— Температура двигателя на выходе
• Температура масла на входе . ….. Температура масла на выходе
— — Температура охлаждающей жидкости на входе
— Температура охлаждающей жидкости на выходе
Рис.
м £ 80
6 8 10 Время (мин)
— Температура на выходе из двигателя
• Температура на входе …… Температура на выходе 9
— Температура двигателя на выходе.
• Температура масла на входе. …… Температура масла на выходе.
—-Темп.
— Температура охлаждающей жидкости на выходе.
130 120 110
«м 100
Ö 80 сп м
еТ 70 60 50 40
. ••• :/
■ 90 0 0 —…….. : v
0 2 4 6 8 10 12 14 16 Время (мин)
Рисунок 9: Предлагаемый последовательный тип со временем работы 10 минут.
Температура двигателя на выходе. Температура масла в Температура выхода масла
—-Темп.
— Температура охлаждающей жидкости на выходе.
до 10 минут, температура охлаждающей жидкости на выходе из турбонагнетателя снова повысится до 128°C в течение 3 минут, как показано на рисунке 9.
4.2. Предлагаемая компоновка параллельного типа. Для параллельной компоновки, поскольку смеси жидких хладагентов поступают непосредственно из радиатора, скорость потока EWP можно регулировать в соответствии со следующими системными требованиями. Для оценки тепловых характеристик использовались скорости потока 1080, 1200, 1380 и 1569 л/ч с разным временем работы. На рисунках 10 и 11 показаны экспериментальные результаты ЭВП с расходом 1080 л/ч и временем работы 5 и 10 минут соответственно. Если время работы EWP было установлено равным 5 минутам,
Рисунок 11: Предлагаемый параллельный тип с расходом 1080 л/ч и временем работы 10 минут.
Температура охлаждающей жидкости на выходе из турбонагнетателя снова повысится с 96°C до 134,8°C в течение 4 минут. Когда время работы увеличивается до 10 минут, максимальная температура охлаждающей жидкости на выходе из турбонагнетателя снижается до 117,5 °C. показаны на рисунках 12, 13 и 14 соответственно. Если время работы составляет 5 минут (см. рис. 12), максимальная температура охлаждающей жидкости составит 128,4 °C, что ниже результатов на рис. 10 при увеличении расхода. Кроме того, если время работы
70…….;……;……;- ■;……■……;—-
60. ……:……;……:…….: —…..:—
50 -1-1-1-1-1 -1-
0 2 4 6 8 10 12
Время (мин)
— Темп. —- Температура охлаждающей жидкости.
• Температура масла на входе. — Температура охлаждающей жидкости на выходе.
…… Темп.
Рисунок 12: Предлагаемый параллельный тип с расходом 1200 л/ч и временем работы 5 минут.
Время (мин)
— Температура двигателя на выходе. —- Температура охлаждающей жидкости.
• Температура масла на входе. — Температура охлаждающей жидкости на выходе.
…… Темп.
Рисунок 13: Предлагаемый параллельный тип с расходом 1200 л/ч и временем работы 7 минут.
увеличивается до 7 или 10 минут, максимальная температура может снизиться до 122,6°C и 111,9°C, как показано на рисунках 13 и 14 соответственно.
Если мы еще больше увеличим скорость потока до 1380 л/ч и 1560 л/ч и сохраним время работы 5 минут, на рисунках 15 и 16 максимальные температуры охлаждающей жидкости 127,7°C и 128,6°C будут одинаковыми.
Сравнение разного времени работы и расхода для параллельной и последовательной схем показано в таблице 4. Чем больше время работы, тем ниже максимальная температура охлаждающей жидкости. Однако максимальное количество охлаждающей жидкости
130 120
60……:…..:…..:…..:………..:. ….
50 -‘-‘-‘-‘-‘-‘-‘-Л.
0 2 4 6 8 10 12 14 16
Время (мин)
— Темп. —- Температура охлаждающей жидкости.
• Температура масла на входе. — Температура охлаждающей жидкости на выходе.
…… Темп.
Рис. 14: Предлагаемый параллельный тип с расходом 1200 л/ч и временем работы 10 минут.
Время (мин)
— Температура двигателя на выходе. —- Температура охлаждающей жидкости.
• Температура масла на входе. — Температура охлаждающей жидкости на выходе.
…… Темп.
Рисунок 15: Предлагаемый параллельный тип с расходом 1380 л/ч и временем работы 5 минут.
температура не уменьшится при увеличении расхода. Единственная эффективная скорость потока будет в период охлаждения, когда работает EWP. Кроме того, более высокая скорость потока увеличит потребление электроэнергии. Таким образом, оптимальным расходом будет 1200 л/ч, поскольку он имеет более низкую максимальную температуру теплоносителя без повышенного потребления электроэнергии. Более того, если сравнивать последовательное исполнение с параллельным при одинаковом времени работы, то максимальная температура последовательного исполнения составляет 128°С; он значительно выше, чем у параллельного, даже при самом низком расходе. 990 Ü
£ 70 60 50 40
,’ _____ / —
Время (мин)
— Темп.
• Температура масла на входе. …… Температура масла на выходе.
—-Темп.
— Температура охлаждающей жидкости на выходе.
Рис. 16: Предлагаемый параллельный тип с расходом 1560 л/ч и временем работы 5 минут.
характеристики параллельного типа. Из-за ограничения диаметра входного патрубка охлаждающей жидкости турбонагнетателя расход серийного ЭВП не регулируется. Экспериментальные результаты показывают, что время работы последовательной компоновки такое же, как у параллельной, ее максимальная температура составляет 128°С, и она будет значительно выше, чем у параллельной, даже при самом низком расходе. Таким образом, предлагаемая схема параллельного типа показывает улучшение тепловых характеристик КПД. Кроме того, результаты экспериментов параллельного типа показывают, что чем больше время работы, тем ниже максимальная температура охлаждающей жидкости. Однако максимальная температура охлаждающей жидкости не будет зависеть от расхода. Единственная эффективная скорость потока будет иметь место во время охлаждения, когда работает EWP. Кроме того, увеличение скорости потока приведет к увеличению потребления электроэнергии. Таким образом, оптимальным расходом будет 1200 л/ч, поскольку он имеет более низкую максимальную температуру теплоносителя без повышенного потребления электроэнергии.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в связи с публикацией данной статьи.
Таблица 4: Сравнение разного времени работы и расхода.
Скорость потока EWP Время выполнения (минута) выходы T/C температура
5 134,8
1080 л/ч 7 —
10 117,5
5 128,5
1200 л/ч 7 122,6
1011.9
5 127,7
1380 л/ч 7 —
10 —
5 128.6
1560 л/ч 7 —
10 —
5. Заключение
Целью данной работы является оценка тепловых характеристик турбокомпрессора при остановке двигателя. Результаты экспериментов показывают, что максимальная температура охлаждающей жидкости турбокомпрессора повышается до 225°C, что может привести к ухудшению качества подшипников двигателя и качества масла. Затем реализуются различные типы схемы охлаждения EWP, которые состоят из последовательных и параллельных типов, чтобы снизить максимальную температуру. Во-первых, была создана платформа для испытаний двигателей для оценки тепловых характеристик, и результаты экспериментов показывают, что ее можно использовать для представления тепловых характеристик турбокомпрессора в реальном автомобиле. Различные скорости потока 1080, 1200, 1380 и 1569L/H, с разным временем работы, были использованы для оценки тепловых
Ссылки
[1] P. Sunil, «Технологии турбонаддува и масла в легковых автомобилях», Research Journal of Recent Sciences, vol. 1, нет. 1, стр. 60-65, 2012.
[2] Дж. Б. Хейвуд, Основы двигателя внутреннего сгорания, McGraw-Hill, New York, NY, USA, 1988.
[3] H. Petitjean, «Усовершенствованный турбонаддув бензинового двигателя технология улучшения топливной экономичности», SAE Paper 2004-01-0988, 2004.
[4] B. Lecointe и G. Monnier, «Уменьшение размера бензинового двигателя с использованием турбонаддува с непосредственным впрыском», SAE Paper, 200301-0542, 2003.
[5] EG Ribeiro, WB Melo, and APA Fiho, » Применение электрического масляного насоса в автомобильных системах», SAE Paper 2005-014086, 2005.
[6] «Расширенные исследования и разработки в области турбонаддува», Tech. Отчет DE-FC26-06NT42873, Министерство энергетики США, 2008 г.
[7] Руководство пользователя Garrett Turbo, Honeywell International Inc.
[8] Р. Скварчини, М. Гасперини, Г. Перони, Г. Саймон и М. Оливетти, «Управление температурным режимом EWP», ATA-Ingegneria Delluto-veicolo, vol. 64, нет. 5/6, 2011.
[9] C. J. Brace, H. Burnham-Slipper, R. S. Wijetunge, N. D. Vaughan, K. Wright и D. Blight, «Интегрированные системы охлаждения для легковых автомобилей», SAE Technical Paper 2001-01 -1248,2001.
[10] Э. Г. Риберио, А. П. Д. А. Фихо и Дж. Л. Д. К. Мейра, «Электрический водяной насос для охлаждения двигателя», SAE Paper, 2007-01-2785, 2007.
[11] Н. Кавамото, К. Наики, Т. Каваи, Т. Шикида и М. Томацури, «Разработка нового 1,8-литрового двигателя для гибрида», SAE Paper 2009-01-1061, 2009 г.
[12] Крук Р.Ф., 14 правил улучшения возможностей систем охлаждения двигателя в высокопроизводительных автомобилях, Национальная ассоциация автомобильных радиаторов США, Transpro, 2007.
. Новый Южный Уэльс в Академии сил обороны Австралии, 2008 г.
[14] Ф. Вестин, Дж. Розенквист и Х.-Э. Ангстром, «Тепловые потери от турбины силового двигателя с турбонаддувом — измерения и моделирование», документ SAE 2004-01-0996, 2004 г.
Авторские права на книгу «Математические проблемы в технике» быть скопированы или отправлены по электронной почте на несколько сайтов или размещены в рассылке без письменного разрешения владельца авторских прав. Однако пользователи могут распечатывать, загружать или отправлять статьи по электронной почте для личного использования.
нефтепереработка | Определение, история, процессы и факты
нефтеперерабатывающий завод
Все СМИ
- Похожие темы:
- растрескивание алкилирование реформирование подслащивание десульфурация
См. все связанные материалы →
нефтепереработка , переработка сырой нефти в полезные продукты.
История
Перегонка керосина и нафты
Переработка сырой нефти обязана своим происхождением успешному бурению первых нефтяных скважин в Онтарио, Канада, в 1858 году и в Титусвилле, штат Пенсильвания, США, в 1859 году. До этого времени нефть была доступна только в очень небольших количествах из естественное просачивание подземной нефти в различных районах мира. Однако такая ограниченная доступность ограничивала использование нефти в медицинских и специальных целях. С открытием «горной нефти» на северо-западе Пенсильвании сырая нефть стала доступной в достаточном количестве, чтобы вдохновить на разработку крупномасштабных систем переработки. Самые ранние нефтеперерабатывающие заводы использовали простые перегонные установки, или «перегонные кубы», для разделения различных компонентов нефти путем нагревания смеси сырой нефти в сосуде и конденсации образующихся паров в жидкие фракции. Первоначально основным продуктом был керосин, который оказался более распространенным, более чистым горящим маслом для ламп более стабильного качества, чем китовый жир или животный жир.
Самым низкокипящим сырьем из перегонного куба была прямогонная нафта, предшественница некондиционного бензина (бензина). Его первоначальное коммерческое применение было в основном в качестве растворителя. Было обнаружено, что более высококипящие материалы эффективны в качестве смазочных материалов и топливных масел, но поначалу они были в основном новинкой.
Совершенство техники бурения нефтяных скважин быстро распространилось в России, и уже к 1890 году нефтеперерабатывающие заводы производили в больших количествах керосин и мазуты. Развитие двигателя внутреннего сгорания в последние годы XIX в.ХХ века создал небольшой рынок сырой нафты. Но развитие автомобилей на рубеже веков резко увеличило потребность в качественном бензине, и это, наконец, обеспечило пристанище для нефтяных фракций, которые были слишком летучими, чтобы их можно было включать в керосин. По мере роста спроса на автомобильное топливо были разработаны методы непрерывной перегонки сырой нефти.
Переход на легкие виды топлива
После 1910 года спрос на автомобильное топливо стал превышать потребности рынка в керосине, и нефтепереработчикам пришлось разрабатывать новые технологии для увеличения выхода бензина. Самый ранний процесс, называемый термическим крекингом, состоял из нагревания более тяжелых масел (потребность в которых была низкой на рынке) в реакторах под давлением и, таким образом, крекинга или расщепления их больших молекул на более мелкие, которые образуют более легкие и более ценные фракции, такие как бензин, керосин и легкие промышленные топлива. Бензин, произведенный крекинг-процессом, работал лучше в автомобильных двигателях, чем бензин, полученный путем прямой перегонки сырой нефти. Разработка более мощных авиационных двигателей в конце 1930-е годы вызвали потребность в повышении характеристик сгорания бензина и стимулировали разработку присадок к топливу на основе свинца для улучшения характеристик двигателя.
В течение 1930-х годов и во время Второй мировой войны сложные процессы очистки с использованием катализаторов привели к дальнейшему улучшению качества транспортного топлива и дальнейшему увеличению его поставок. Эти усовершенствованные процессы, в том числе каталитический крекинг тяжелых масел, алкилирование, полимеризация и изомеризация, позволили нефтяной промышленности удовлетворить потребности высокопроизводительных боевых самолетов и, после войны, поставлять все большее количество транспортного топлива.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
В 1950-е и 60-е годы возник большой спрос на топливо для реактивных двигателей и высококачественные смазочные масла. Продолжающийся рост спроса на нефтепродукты также усилил потребность в переработке более широкого спектра сырой нефти в высококачественные продукты. Каталитический риформинг нафты заменил более ранний процесс термического риформинга и стал ведущим процессом улучшения качества топлива для удовлетворения потребностей двигателей с более высокой степенью сжатия. Гидрокрекинг, процесс каталитического крекинга, проводимый в присутствии водорода, был разработан как универсальный производственный процесс для увеличения выхода бензина или топлива для реактивных двигателей.
К 1970 году нефтеперерабатывающая промышленность прочно утвердилась во всем мире. Поставки сырой нефти для переработки в нефтепродукты достигли почти 2,3 миллиарда тонн в год (40 миллионов баррелей в день), при этом основная концентрация нефтеперерабатывающих заводов находится в большинстве развитых стран. Однако, когда мир узнал о воздействии промышленного загрязнения на окружающую среду, нефтеперерабатывающая промышленность стала основным направлением изменений. Нефтепереработчики добавили установки гидроочистки для извлечения соединений серы из своих продуктов и начали производить большое количество элементарной серы. Сточные воды и выбросы в атмосферу углеводородов и продуктов сгорания также стали предметом повышенного технического внимания. Кроме того, многие рафинированные продукты попали под пристальное внимание. Начало в середине 19В 70-х годах нефтеперерабатывающие заводы в Соединенных Штатах, а затем и во всем мире должны были разработать технологии производства высококачественного бензина без использования свинцовых присадок, а начиная с 1990-х годов они должны были вкладывать значительные средства в полную переработку транспортного топлива в чтобы минимизировать выбросы в окружающую среду. Из отрасли, которая когда-то производила единственный продукт (керосин) и избавлялась от нежелательных побочных материалов любым возможным способом, нефтепереработка превратилась в одну из наиболее строго регулируемых производственных отраслей в мире, расходуя большую часть своих ресурсов на сокращение его воздействие на окружающую среду, поскольку он перерабатывает около 4,6 миллиардов тонн сырой нефти в год (примерно 80 миллионов баррелей в день).
Сырье
Сырая нефть представляет собой сложные смеси углеводородов, химические соединения, состоящие только из углерода (С) и водорода (Н).
ИсследованиеToyota: лучшие антиоксиданты и более качественные базовые масла могут иметь важное значение для предотвращения закоксовывания турбокомпрессора
- 3 мая 2016 г.
от Hank Hogan
Это как съесть свой торт и съесть его. По словам Сатоши Хирано, руководителя проекта в отделе разработки и проектирования двигателей Toyota Motor Corp., популярные модификаторы трения, которые снижают вязкость, не способствуют проблемам коксования, потенциально наблюдаемым в двигателях с турбонаддувом и уменьшенными размерами. Это хорошая новость, потому что как турбонаддув, так и смазочные материалы с более низкой вязкостью используются для повышения экономии топлива автомобиля при сохранении производительности.
Хирано сообщил о результатах исследования Toyota, которое показало это на недавней конференции F+L Week в Сингапуре, мероприятии, организованном F&L Asia. Однако не все новости были хорошими. Исследование показало опасности закоксовывания, такие как деградация масла и образование отложений, снижающих производительность, в турбокомпрессоре.
«Контроль температуры очень важен с точки зрения конструкции двигателя. В то же время, с точки зрения конструкции моторного масла, улучшение антиоксиданта представляется эффективным способом предотвращения образования отложений», — сказал Хирано.
Для бензиновых двигателей образование отложений начинается при температурах выше 180 o C. Всплески до этой температуры и выше могут происходить при следующей последовательности: работа двигателя с высокой нагрузкой с последующей остановкой двигателя после кратковременной работы на холостом ходу. Когда это происходит, тепло от выхлопной системы возвращается к турбине, валу и подшипнику турбокомпрессора, что может привести к закоксовыванию.
Фото предоставлено Toyota. Понятно, что тест на закоксовывание турбокомпрессора потребует сотни часов работы, чтобы вызвать образование закоксовывания. Взяв предварительно состаренное моторное масло, команда Toyota успешно оценила каждое данное тестовое состояние за 40 часов и воспроизвела образование коксового налета для определенных тестовых условий.
Команда Toyota также провела лабораторные испытания, чтобы выяснить, когда происходит закоксовывание и при каких условиях, оценивая как отработанное, так и свежее масло. Они обнаружили, что ключевым моментом было присутствие нерастворимых материалов, которые в маслах для бензиновых двигателей оказались полимеризованными углеводородами с карбонильными и сложноэфирными функциональными группами. Смазочные материалы даже с небольшим количеством нерастворимых веществ относительно быстро образовывали отложения при температуре выше 180 o C. Смазочные материалы, не содержащие этих внешних материалов, не закоксовывались даже при значительно более высоких температурах. Например, свежее масло, не содержащее нерастворимых примесей, начало закоксовываться при 280°С.0833 o C, что на полные 100 o C выше, чем у отработанных масел с нерастворимыми в них примесями.
«Чрезмерное накопление нерастворимых веществ вызывает различные проблемы с отложениями в двигателе», — сказал Хирано.
Источником нерастворимых веществ являются разложившиеся молекулы топлива, сказал он. Продукт сгорания, разложившиеся молекулы топлива в конечном итоге накапливаются в моторном масле. Там они полимеризуются, образуя длинные молекулярные цепочки. Его термическая стабильность хуже, чем у моторного масла. При достаточном нагревании нерастворимые вещества слипаются в отложения. Испытание в горячей трубке использовалось для исследования начальной температуры явления закоксовывания путем воздействия горячего воздуха на небольшое количество масла в нагретой стеклянной трубке. В эксперименте использовали отработанное масло, собранное с месторождения, масло, окисленное в лаборатории, а также свежее масло. Только отработанное масло с месторождения показало уровень образования отложений, которые могут привести к закоксовыванию в диапазоне температур, относящихся к опорной поверхности турбокомпрессора. Свежее масло не показало. Масла, которые были окислены в лаборатории, прошли через оборудование под названием ISOT, которое позволяет разлагать масло без нерастворимого образования. Поскольку существовала большая разница между температурами начала коксования отработанного масла и масла, окисленного в лабораторных условиях (температура коксования значительно выше 200°C), Toyota смогла определить, что нерастворимые вещества являются основным фактором более низкого начала коксования. температура. Поскольку отправной точкой является деградированное топливо, подвергшееся сгоранию, свежее масло не проявляет ничего похожего на температурную чувствительность и проблемы, которые проявляет отработанное масло.
Следует отметить, что Toyota провела испытания как бензиновых, так и дизельных масел для изучения температуры начала закоксовывания. Как уже упоминалось, нерастворимые вещества, образующиеся при сгорании бензинового двигателя, имеют плохую термическую стабильность и состоят из
. В исследовании также изучалось влияние MoDTC, модификатора трения, который популярен среди японских автопроизводителей.
Исследователи Toyota также рассмотрели скрининговые тесты для обнаружения закоксовывания турбокомпрессора, такие как ASTM D6335, также известный как тест TEOST 33C, который использовался в некоторых спецификациях моторного масла ILSAC. Как уже упоминалось, исследователи Toyota обнаружили, что присутствие нерастворимых веществ, полученных из разложившихся молекул топлива, было ключевым фактором для воспроизведения явления закоксовывания турбокомпрессора. В тесте TEOST 33C он не используется. Поэтому они не считают, что это хорошая проверка моторного масла на предмет закоксовывания турбокомпрессора.
Интересно, что они использовали бензин с октановым числом 98, который является высокооктановым топливом и в Японии содержит повышенный уровень ароматических соединений.
Satoshi Hirano «Они склонны образовывать больше нерастворимых веществ, чем другие углеводороды. На самом деле, беря премиальное топливо на японском рынке, мы увеличиваем нагрузку на коксование. Поэтому с этой точки зрения качество топлива очень важно, когда мы проводим техническую оценку этого явления», — сказал Хирано.
Исследователи Toyota также рассмотрели, что можно сделать, чтобы предотвратить эту проблему. Например, они изучили два разных метода охлаждения турбокомпрессора, замерив температуру в разных местах. Они показали, что снижение температуры подшипника примерно с 215°С до0833 o C турбокомпрессора с воздушным охлаждением до менее 160 o C того же двигателя, оснащенного охлаждающим контуром, значительно снижает коксование. Действительно, при температуре около 140 90 833 o 90 834 C отложения почти исчезли. Напротив, неохлаждаемые подшипники горячего двигателя были покрыты черным нагаром.
Помимо контроля температуры двигателя, еще одной контрмерой является предотвращение полимеризации разложившегося топлива, которое накапливается в моторном масле.