


Для чего хонингуют цилиндры
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.

Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
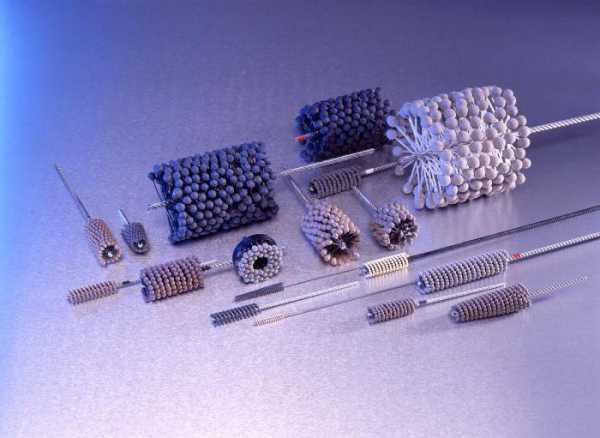
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.

Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
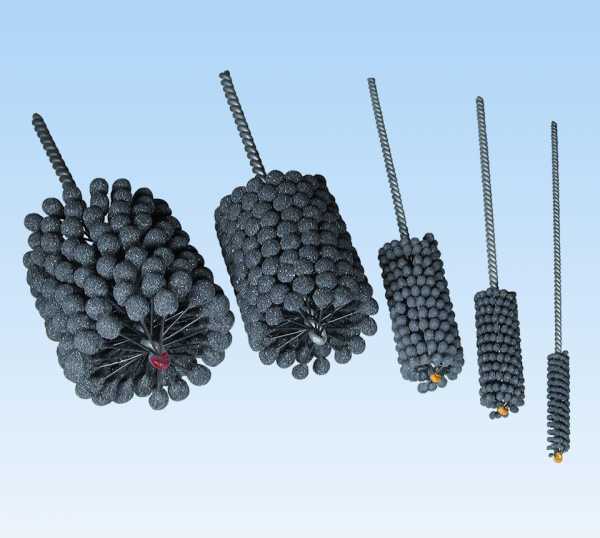
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Те, кто работает станочником или учится по данной специальности, не раз сталкивались с таким понятием, как абразивная обработка. К данному виду работ относятся наиболее популярные операции, такие как шлифование, полирование, суперфиниширование (суперфиниш) и хонингование.
Хонингование – это специфическая форма тонкой обработки. Ее редко применяют в машиностроении, так как есть иные механические операции, с помощью которых можно достичь лучших результатов. Поэтому мало кто знает о том, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях используется.
Хонингование: понятие и определения

Хонингование – это механическая операция по обработке материала резанием, где в качестве резального инструмента используются алмазные зерна. Данная операция считается очень производительной и эффективной по отношению к отверстиям. Снимать припуск при данной обработке можно до 2 млн мм 3 в час. Это соответствует чистовому точению резцом при токарной обработке или черновому шлифованию абразивным кругом. Поэтому можно сказать, что хонингование – это еще и финишная обработка, так как во время операции получают окончательную поверхность, то есть готовую деталь.
Хонинговальный инструмент
Инструмент, который используется при хонинговании, называется хоном, или хонинговальной головкой. Хон представляет собой металлорежущий инструмент, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Во многих хонах камни являются съемными. То есть при изнашивании или поломке их можно с легкостью заменить.
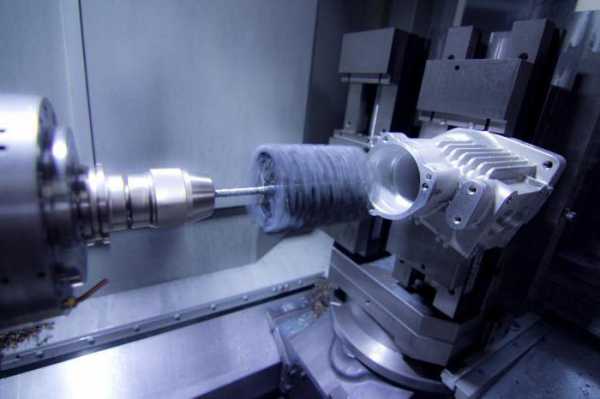
Хонинговальные станки

В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Когда применяется хонингование?

Как и говорилось ранее, зачастую такая механическая операция, как хонингование, применяется для финишной обработки отверстий и других круглых труднодоступных поверхностей в тех случаях, когда остальные методы абразивной обработки применить нельзя или их применение будет нецелесообразно. Кроме того, хонингование отверстий применяется в тех случаях, когда необходимо достигнуть минимальной шероховатости и цилиндричности поверхности, вплоть до микронов. Именно поэтому наибольшую популярность данный вид обработки получил при изготовлении цилиндров. Последние широко используются в технике, строительстве и автомобилестроении.
Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
- Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
- Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
- Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
- Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
- Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию. Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
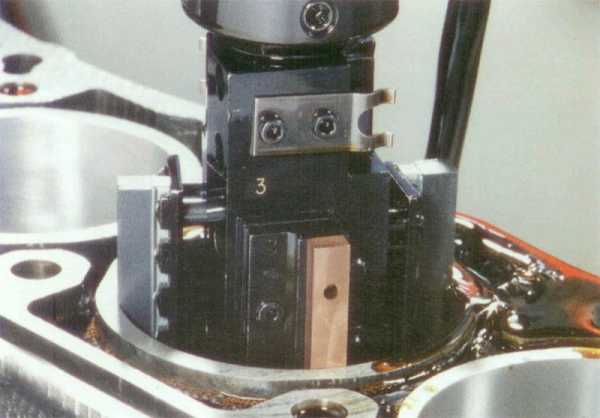
Хонингование блока цилиндров
Как и говорилось ранее, чтобы выполнить хонингование нескольких цилиндров за одну операцию, на многих предприятиях используется специальное приспособление для хонингования. Зачастую это зажимные приспособления, которые помогают закрепить цилиндровый блок на станине станка для последующей обработки.
Таким образом, после закрепления узла в приспособление на станке хонингование блока цилиндров выполняется в два этапа:
- Черновое хонингование. На этом этапе обработки применяется хон с крупнозернистыми брусками. С помощью такого инструмента можно обеспечить первоначальную, круглую форму отверстия цилиндра, которая еще не будет отвечать техническим требованиям.
- Чистовое хонингование. Вместо хона с крупнозернистыми брусками теперь используется мелкозернистый абразив. Это могут быть алмазные либо керамические бруски. Суть второго этапа заключается в устранении окончательных припусков и создании готовой формы отверстия, которая будет отвечать техническим требованиям, предъявляемым к детали.
Хонингование в домашних условиях
Немногие знают о том, что хонингование цилиндров можно проводить не только в заводских условиях, но и дома. Зачастую такая операция может понадобиться в тех случаях, когда старый цилиндровый блок утратил свое свойство устойчивости к износу или его необходимо очистить от накопившейся накипи.
В домашних условиях хонингование – это все та же тонкая обработка, но не с использованием СОЖ и хона, а керосина (или хонинговального масла) и специальной хонинговальной головки, которая с легкостью крепится на обычную электродрель. Подобные головки можно приобрести в любом автомобильном или строительном магазине (по виду они смахивают на ершики для мытья посуды). Как и в случае с хонами для станков, хонинговальные головки для дрели продаются также для черновой и чистовой обработки. Отличаются они между собой допустимыми диаметрами и материалом.
Для проведения подобной операции и для более комфортной обработки цилиндровый блок можно закрепить в любом зажимном устройстве или, на крайний случай, на такой поверхности, которую можно удерживать ногами. После того как деталь надежно закреплена, можно проводить само хонингование. Рекомендуется два раза обработать отверстие при черновой обработке и один раз при чистовой.
Очистка поверхности цилиндров

После выполнения операции хонингования, как правило, следует очистить деталь от стружки металла и абразива. Эффективно выполнить очищение позволит теплая мыльная вода и мягкая щетка. Таким образом, можно избавить деталь не только от стружки, но и отполировать ее.
После всех вышеперечисленных действий цилиндры обычно дополнительно обрабатывают специальной абразивной пастой. Она позволяет очистить поверхность от оставшейся мелкой стружки, которую сложно заметить невооруженным глазом.
Использование мыльной воды, щетки и пасты для очистки позволяет восстановить прежний вид блока цилиндров, избавиться от всяких заусенцев, накипи и т. д.
В заключение
Узнав, как выполняется повторное хонингование цилиндров, что это такое, когда его необходимо использовать, многие могут подумать о том, что это довольно простая процедура и, может быть, даже не совсем необходимая. Но, несмотря на простоту, эффект от проведения повторной обработки цилиндров хонингованием не заставит себя долго ждать.
Такая обработка поможет продлить срок эксплуатации как самого узла, так и автомобиля. Кроме того, повторное хонингование в домашних условиях поможет повысить ремонтопригодность без необходимости обращения к соответствующим специалистам.
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.

При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Понравилась статья? Поделитесь в соц. сетях:
mytooling.ru
Инструмент для хонингования в виде оправки и типы брусков + видео
Если вы собираетесь заняться расточкой цилиндрических деталей или доводкой элементов подшипников, тогда вам нужно овладеть инструментом для хонингования в виде оправки. Попробуем разобраться со всеми вопросами в этой статье.
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.

Процесс абразивной обработки материалов
Рекомендуем ознакомиться
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на «пальцах» брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
2 Хонинговальные бруски для оправки
Хонингование производят специальными абразивными брусками, которые делятся на квадратные (БКв) и плоские (БП). Еще отличается материал, из которого они сделаны, и их геометрические параметры. Длина обычно варьируется в пределах от 1,5 до 20 см, высота и ширина составляют 2–80 мм. Среди абразивных материалов прекрасно себя зарекомендовали эльбор, белый электрокорунд, марки 63С и 64С зеленого карбида кремния и алмаз. Последний имеет превосходную режущую способность и износостойкость. Если сравнивать алмазные бруски и элементы из карбида кремния, то линейный износ первых меньше в целых 150 раз, стойкость больше минимум в 50 раз, а иногда и в 200. Благодаря таким свойствам значительно сокращается время на смену и наладку режущего инструмента и появляется возможность полностью автоматизировать процесс.
Качество и свойства брусков для оправки во многом зависят от вида связки. В основном используется керамическая. Ей свойственны пористость и хрупкость, благодаря которым обеспечивается самозатачивание инструмента. Однако она имеет и отрицательные стороны. Так, из-за повышенной хрупкости на кромках брусков появляются сколы. А образовавшиеся осколки попадают между соприкасающимися поверхностями и царапают обрабатываемую деталь. Плюс ко всему негативное влияние имеет и неравномерная твердость, способствующая налипанию металла и, как следствие, царапинам. А вот пористость делает отвод отработанного материала более эффективным.

Бруски для оправки
Еще существуют и алмазные бруски на органических связках, отличающихся эластичностью. Такой инструмент используется для окончательной обработки. Высокая упругость органических связок способствует уменьшению глубины проникновения абразивных частиц в металл, и хонингование происходит в режиме трение-выглаживание. Такой рабочий инструмент нашел широкое применение для плосковершинного хонингования, когда обработка происходит в два этапа. Сначала идет черновая с применение брусков на металлической связке, а в завершение – чистовая эластичными изделиями.
Относительно недавно появились крупнозернистые бруски для оправки с бакелитовой связкой. К их достоинствам нужно отнести отличную эластичность и прочность на изгиб. Благодаря этим характеристикам количество сколов сводится к минимуму. Толщина снимаемого слоя напрямую зависит от зернистости. При увеличении размера абразива вдвое этот слой увеличивается на 25%. Шероховатость, напротив, становится ниже с уменьшением зерна.
3 Характеристики инструмента и их влияние на работу
Главными параметрами брусков для хонингования считаются их твердость и зернистость. Выпускаются изделия зернистостью от М6 и М7. Но по особому заказу могут быть изготовлены и более грубые М20–25 либо, наоборот, мелкозернистые М1–5. Чем больше размер абразива, тем меньше времени потребуется для снятия слоя металла, но и шероховатость обработанной поверхности возрастет.
Твердость инструмента влияет на его износостойкость и склонность к самозатачиванию. А увеличение этого параметра способствует снижению пористости. В результате ухудшаются условия для вывода стружки, что способствует нежелательному налипанию металла. Эта характеристика подбирается в зависимости от качества и свойств обрабатываемого материала. Чем больше твердость рабочего инструмента, тем большее давление можно прикладывать во время обработки. Для финишной стадии хонингования обычно берутся более эластичные инструменты.
Характеристики инструмента
Играет роль и шероховатость обрабатываемой поверхности: чем она меньше, тем ниже должна быть твердость рабочего материала.
Еще выбор твердости бруска зависит от геометрических размеров отверстий. Рабочий инструмент должен быть тем тверже, чем меньше будет отношение длины отверстия к его диаметру. Играет роль и ширина режущего инструмента. С более узкими брусками намного проще работать, но они должны отличаться и повышенной твердостью.
4 Производство брусков для хонингования
Изготавливают эти элементы методом прессования. С помощью дополнительных операций можно регулировать хрупкость изделия. Так, пропитав брусок на керамической основе бакелитом, можно снизить его хрупкость и увеличить твердость. Делается пропитка следующим образом. В емкости готовится смесь из бакелитового лака и водного растворителя. В нее погружаются изделия на полчаса. После чего идет сушка в два этапа, первые 7–14 часов на открытом воздухе, а затем бруски помещают в специальный сушильный шкаф. В нем они высушиваются при температуре около 80 °C не менее 6 часов.
Далее идет стадия ступенчатого нагрева. Для этого понадобится специальный термостат для бакелизации. В него погружают обрабатываемые элементы, а температура поднимается каждый час. Сначала она находится в пределах 100–130 °C, затем 130–160 °C, последняя стадия длится 90 минут при температуре 180 °C. Финальная операция – естественное охлаждение на воздухе.

Производство брусков для хонингования
В некоторых случаях необходимо снизить твердость брусков для оправки. Чтобы достигнуть такого эффекта готовят раствор едкого натра, доводят его до кипения и помещают в него бруски. Время выдержки находится в пределах от 30 до 120 минут. Затем изделия достают и помещают на 1 час в кипящую очищенную воду. А чтобы полностью нейтрализовать щелочь, рабочий инструмент промывают под проточной водой, опускают на полчаса в емкость с раствором соляной кислоты (5% концентрации). Напоследок изделие еще раз помещают под струю чистой воды и сушат.
Если речь идет о брусках с бакелитовой связкой, то в этом случае снизить твердость можно прокипятив режущий инструмент в 3% растворе кальцинированной соды. Не забудьте после этого промыть изделие в течение часа сначала в горячей, а затем холодной воде.
5 А если отверстие некруглой формы?
Теперь поговорим об особенных хонах, инструментах для обработки некруглых отверстий. Состоят они из корпуса, в котором предусмотрен канал для подвода пневмосреды, колодок, абразивных брусков, пневматической камеры, двух муфт (подвижной и неподвижной). Как только инструмент приводится в рабочее положение, через специальный канал в корпусе подается сжатый воздух прямо в пневмокамеру. Это способствует прижиму всех рабочих элементов к обрабатываемой поверхности. Причем они прижимаются равномерно абсолютно по всей плоскости, независимо от геометрии поверхности.

Обработка некруглых отверстий
Во время обработки колодки двигаются и поворачиваются на необходимый угол благодаря пазам в муфте. А регулируя давление сжатого воздуха, можно контролировать силу прижатия брусков оправки. Этот инструмент фиксируется к полому шпинделю станка, а последний обеспечивает возвратно-поступательные движения. Следует обратить внимание и на самоцентрирующиеся гибкие хонинговальные щетки. В этом случае валики крепятся к специальным гибким нитям, таким образом, инструмент полностью повторяет контур поверхности. Благодаря этому появляется возможность обрабатывать даже ломаные края.
6 Подбираем правильные бруски для работы
Размер и качество рабочего инструмента зависят от параметров обрабатываемого отверстия. Суммарная ширина комплекта брусков для оправки зависит от длины окружности и колеблется в пределах от 0,15–0,35 этой величины. Если используются широкие элементы, то в них специально прорезают продольные пазы. С их помощью обеспечивается хороший подвод смазочной жидкости и лучше вымываются все отходы.

Подбор качественного инструмента
Если обрабатывается чугунная поверхность, то необходимо приобретать брусок для оправки с 50 или 75% концентрацией. Для стали эта характеристика возрастает и достигает 100%. А работая со стальными закаленными элементами, иногда приходится использовать и бруски с алмазной концентрацией 150%. Различается и материал брусков в зависимости от обрабатываемого металла. Для цветных металлов и чугуна отлично подойдет карбид кремния, а вот сталь поддается обработке электрокорундом.
В некоторых случаях совмещают несколько типов, например, для чистовой обработки берут изделие из белого электрокорунда, а для черновой из зеленого карбида. Мягкие металлы, вроде меди и алюминия, обрабатываются и более эластичными инструментами, так как применение твердых брусков может вызвать налипание металла основы, что приведет к царапинам, рискам и иным нежелательным дефектам.
tutmet.ru
Как правильно делается хонингование цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.

Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно – хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное – правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.

Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).

Целесообразность ремонта своими руками
Стоит ли проводить хонингование цилиндров своими руками? Лучше не рисковать и, если у вас есть возможность, прибегнуть к помощи специалистов, которые знают своё дело. Вам будет сложно создать нужное давление для получения нужной шероховатости поверхностей двигателей внутреннего сгорания. У человека, проводящего работу, не выйдут идеальные по форме детали.
Но, если вариантов не остаётся, то выбирайте устройства с тремя лапами.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.

Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
drivertip.ru