


Хонингование цилиндров в Перми: заказать механическую обработку металлов недорого
Наша компания осуществляет услугу хонингования цилиндров, гидроцилиндров, труб и цилиндров ДВС. Цены на услугу хонингованигования вы можете узнать унаших менеджеров.
Такое название имеет окончательная обработка поверхности мотора, служит завершающей операцией также при его капитальном ремонте. Выполняют её с целью уменьшения шероховатости поверхностей стенок цилиндров, чтобы повысить качество приработки поршневых колец, приработки самим поршней. Метод хонингования может значительно увеличить период службы подвергшегося ремонту двигателя. В процессе пользования двигатель изнашивается и теряет созданную первоначально форму. Относится это в основном к цилиндрам двигателя. Бывшие круглыми изначально, они со временем обретают овальную форму — так называемый эффект конусности. Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Чтобы сохранить ранее созданную нормативную форму цилиндров двигателя, вернуть оптимальную шероховатость, производят хонингование, которое обладает большей точностью и эффективностью в сравнении с ранее применявшимися операциями по доводке: полировка, притирка. После проведения хонингования за счёт быстрой приработки элементов двигателя повышается компрессия в цилиндрах, увеличивается срок эксплуатации до следующего капитального его ремонта, понижается расход моторного масла, прорыв газов в картер также уменьшается.
При такой обработке происходит образование на цилиндрах особой сетчатой структуры, заметной лишь при самом ближайшем рассмотрении. В неё попадает и удерживается больше масла, требуется это для увеличения смазки трущихся деталей.
Технология процесса
На первом этапе ведут черновую обработку всех цилиндров, здесь применяют только крупный абразив. Финишную обработку ведут на следующем этапе работ — применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски. В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
По завершении процесса требуется тщательно вымыть двигатель. Таким образом будут удалены металлические стружки, смыты остатки полировочных паст.
Преимущества
Преимущества применения:
- Не остаётся рваных, острых кромок на деталях конструкции двигателя после обработки;
- Отсутствуют деформированные участки;
- Восстанавливается глубина и ширина, которые должны быть однородными;
- Обеспечивает поршневым кольцам должное хорошее прилегание;
- Уменьшается износ двигателя;
- Предотвращается сухое трение пар;
- Упорядоченная шероховатость позволяет снизить износ деталей.
К самостоятельному ведению обработки цилиндров стоит прибегать лишь тогда, когда нет возможности провести станочную обработку. Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
ДО процесса
После процесса хонингования
Что такое хонингование цилиндров двигателя?
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти Регистрация- Главная
- Блоги
- Все по ремонту автомобилей
- Что такое хонингование цилиндров двигателя?
Даже если водитель никогда не занимается ремонтом автомобиля своими руками, он просто обязан знать хотя бы теорию. Зачем?
Для того чтобы не попасться на «развод» в автосервисе, ведь честность не всегда присуща СТО.
 Стоит смотреть правде в глаза, неопытных водителей обманывают довольно часто и записывают в квитанции к оплате те действия, которые не проводились, да и не нужны были. Ну а водителю говорят, что без них никак не обойтись. Чтобы от отсутствия знаний не страдал кошелек, советуем изучать сущность ремонтных процедур.
Стоит смотреть правде в глаза, неопытных водителей обманывают довольно часто и записывают в квитанции к оплате те действия, которые не проводились, да и не нужны были. Ну а водителю говорят, что без них никак не обойтись. Чтобы от отсутствия знаний не страдал кошелек, советуем изучать сущность ремонтных процедур. Когда автомобилю нужен капитальный ремонт?Сделаем уточнение, что речь идет о двигателе автомобиля. Итак, капитальный ремонт нужен двигателю по прошествии длительного времени эксплуатации. Детали изнашиваются, приходят в негодность, менять их по одной нет смысла. К тому же если поставить новый элемент к старым, то они не притрутся, а могут заклинить двигатель. До такой ситуации, как заклинивание, лучше не доводить, а вовремя отогнать автомобиль в автосервис. Симптомы, которые сигнализируют о необходимости хонингования:
Другими словами, практически все элементы имеют ремонтный допуск, который позволит им еще много лет быть как новеньким. У блока цилиндров такой допуска также имеется, он указан в таблицах от производителя. Сам процесс расточки, который является первым этапом хонингования, производится с помощью абразива. На сегодняшний день все еще не окончен спор о том, какой из абразивов стоит использовать — керамический или алмазный. После расточки поверхность отмывают от металлической стружки и пасты, а затем шлифуют абразивной щеткой. Без завершающего хонингования обойтись нельзя, потому что металлическая стружка, не снятая при ремонте, приведет к быстрому износу поршневых. Дальше только полная замена кривошипно-шатунного механизма. Немного о допусках28–35 RA — шероховатость, рекомендуемая производителем для поршневых колец из хрома или чугуна. Для достижения такого результата производитель рекомендует использовать абразивный хонинговальный круг с зернистостью в 220. Этот показатель применим, если используется абразив керамический.
• резко растет расход масла и топлива;
• двигателю либо сложно, либо невозможно развить полную мощность;
• снижается компрессия. Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения.
Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения. 

 Но каждый производитель скажет, что лучше всего работают «родные» детали, поэтому нужно стараться сохранить их как можно дольше. В связи с этим автомастерские стараются сделать процедуру хонингования дешевле, по себестоимости, чтобы, соответственно, выставить конкурентоспособную цену. Основной вопрос, какой абразив использовать — керамический или алмазный?Керамический стоит дешевле (14$), алмазный дороже (300$). Однако в долгосрочной перспективе именно алмазный удешевит себестоимость работы, потому что один керамический круг позволяет обработать всего лишь 24 отверстия, а алмазный — 2400.Видео покажет как хонингуют цилиндры:
Но каждый производитель скажет, что лучше всего работают «родные» детали, поэтому нужно стараться сохранить их как можно дольше. В связи с этим автомастерские стараются сделать процедуру хонингования дешевле, по себестоимости, чтобы, соответственно, выставить конкурентоспособную цену. Основной вопрос, какой абразив использовать — керамический или алмазный?Керамический стоит дешевле (14$), алмазный дороже (300$). Однако в долгосрочной перспективе именно алмазный удешевит себестоимость работы, потому что один керамический круг позволяет обработать всего лишь 24 отверстия, а алмазный — 2400.Видео покажет как хонингуют цилиндры:
Автор
Super UserКомментируют
Топ блоги
Электомобиль от Great Wall уже в 2016 году.
Kia создает небольшой кроссовер на платформе Rio
Замена старого в/у на новое 2016
Новый хэтчбек Ibiza от Seat испытывают перед всемирной премьерой
Две новые версии Grand Cherokee 2016
Мотоцикл Дэна «Оттачивание цилиндра»
 Если цилиндр соответствует спецификации, и вы собираетесь установить только новый комплект колец, вы должны заточить цилиндр, чтобы сломать глазурь. На стенках цилиндра получится красивая штриховка. Заштрихованный рисунок удерживает масло и помогает смазывать поршень и кольца по мере их износа в цилиндре. Это мягко. Цилиндрический хонинг также можно использовать для расточки цилиндра до большего размера, и это дико. Ну… да, ваше право. Мне нужно получить жизнь, если я думаю, что это дико! Цилиндровые хонинговальные машины также можно использовать для хонингования тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров. Цилиндрические хоны могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Хони Ammco и Sunnen могут стоить сотни долларов. Дешевые хорошо подходят для очистки пятна ржавчины или разрушения глазури. Дорогие могут точно расточить цилиндр, чтобы принять следующий поршень увеличенного размера или больше.
Если цилиндр соответствует спецификации, и вы собираетесь установить только новый комплект колец, вы должны заточить цилиндр, чтобы сломать глазурь. На стенках цилиндра получится красивая штриховка. Заштрихованный рисунок удерживает масло и помогает смазывать поршень и кольца по мере их износа в цилиндре. Это мягко. Цилиндрический хонинг также можно использовать для расточки цилиндра до большего размера, и это дико. Ну… да, ваше право. Мне нужно получить жизнь, если я думаю, что это дико! Цилиндровые хонинговальные машины также можно использовать для хонингования тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров. Цилиндрические хоны могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Хони Ammco и Sunnen могут стоить сотни долларов. Дешевые хорошо подходят для очистки пятна ржавчины или разрушения глазури. Дорогие могут точно расточить цилиндр, чтобы принять следующий поршень увеличенного размера или больше. Заточить цилиндр легко. Просто воткните хон в цилиндр, сбрызните немного маслом и приступайте. Перемещайте хонингователь вперед и назад в цилиндре, чтобы получить перекрестную штриховку под углом 45 градусов, и примерно через минуту все будет готово. Это при условии, что вам не нужно расточать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его больше размера. В сильно изношенном цилиндре поршень, установленный в верхней мертвой точке, будет раскачиваться вперед и назад в отверстии. Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр слишком большого размера, а во-вторых, вам, к сожалению, не хватает обслуживания. Если поршень достаточно тугой, вам может сойти с рук только хонингование и набор новых колец. Если вы не уверены, вам необходимо измерить зазор поршня. Для точного измерения вам понадобятся внутренние и внешние микрометры.
Просто воткните хон в цилиндр, сбрызните немного маслом и приступайте. Перемещайте хонингователь вперед и назад в цилиндре, чтобы получить перекрестную штриховку под углом 45 градусов, и примерно через минуту все будет готово. Это при условии, что вам не нужно расточать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его больше размера. В сильно изношенном цилиндре поршень, установленный в верхней мертвой точке, будет раскачиваться вперед и назад в отверстии. Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр слишком большого размера, а во-вторых, вам, к сожалению, не хватает обслуживания. Если поршень достаточно тугой, вам может сойти с рук только хонингование и набор новых колец. Если вы не уверены, вам необходимо измерить зазор поршня. Для точного измерения вам понадобятся внутренние и внешние микрометры.
Процедура проста, но вы должны быть очень точны в ее выполнении.
- Измерьте диаметр поршня примерно на полдюйма вверх по юбке.

- Измерьте диаметр цилиндра в:
- Как спереди назад, так и сбоку.
- Измеряется в верхней, средней и нижней части цилиндра.
Измерительный поршень | Мерный цилиндр |
Измерение количества цилиндров Четырехтактный | Измерение места в цилиндре Двухтактный. |
Возьмите размер поршня и вычтите его из размера самого большого цилиндра. Сравните результат с зазором поршня, указанным производителем поршня. Другими словами, если диаметр цилиндра составляет 2,6114 дюйма, а диаметр поршня вычесть из 2,609 дюйма, вы получите 0,0024 дюйма. Сравните это с минимальным/максимальным зазором, предложенным производителями поршней. В этом случае это будет 0,0016–0,003 дюйма с ограничением 0,004 дюйма.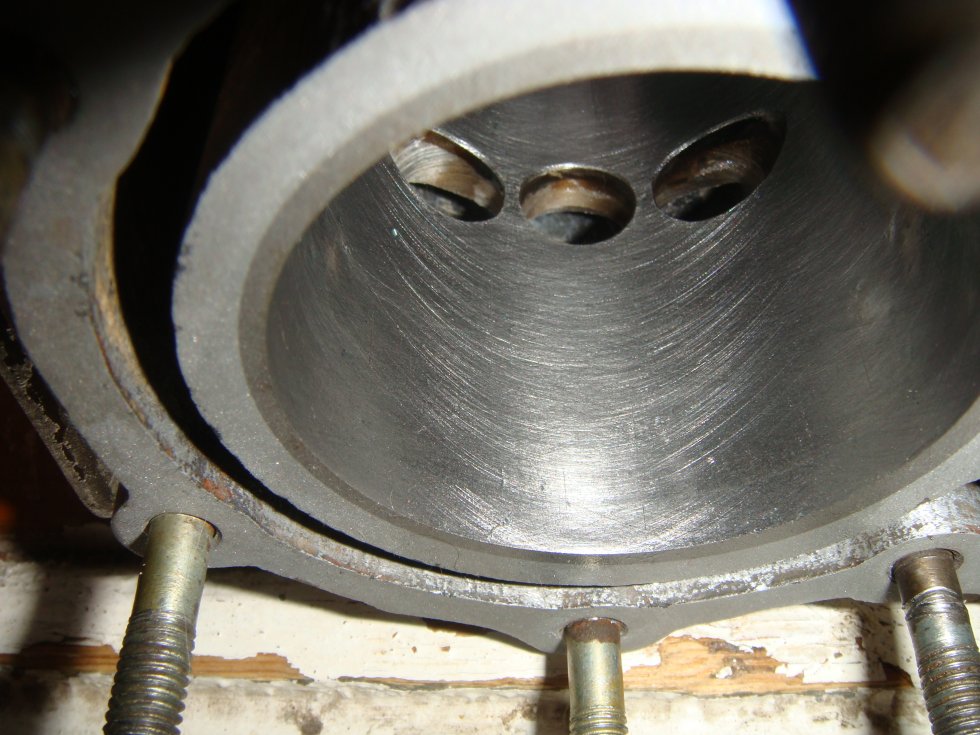
Причина, по которой вы проводите так много измерений, заключается в том, что цилиндры могут изнашиваться с разной скоростью в разных местах цилиндра. Наибольший износ происходит в верхней части цилиндра, а также в передней и задней частях цилиндра. Наименьший износ в нижней части цилиндра. Иногда вы даже можете увидеть небольшие следы заточки на дне цилиндра, даже после многих миль. Цилиндр изнашивается конусообразно и некругло сверху вниз.
Иногда износ настолько заметен, что в цилиндр втыкается кольцо чуть ниже верхней части цилиндра в том месте, где кольца останавливаются. На двигателях, у которых поршни установлены снизу цилиндра, гребень не имеет большого значения для разборки. В двигателях, в которых поршни должны устанавливаться сверху цилиндра, возникает проблема. Кольца имеют тенденцию зацепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Кольца имеют тенденцию зацепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Дешёвые заточки разрушат глазурь, но не более того. По крайней мере, если вы попытаетесь сделать больше, вас ждет настоящее веселье. Проблема в том, что вы не можете удерживать конусность и овальность с какой-либо точностью. Это не значит, что это невозможно сделать, просто это очень трудно сделать. Однажды я читал о человеке в Индии. Он увидел, как мальчик лет двенадцати медленно высверливал цилиндр напильником с крысиным хвостом. Он сказал, что каждый день, проходя мимо этой маленькой мастерской, он видел мальчика, работающего над цилиндром этим напильником. Прежде чем он это сделал, потребовалось около пяти полных дней работы. Этот парень был лучшим механиком, чем я когда-либо буду! По крайней мере, у него было больше терпения, чем у меня. Я полностью верю в эту историю. Это можно было бы сделать… только не в США.
Это не значит, что я не просверлил несколько диких и безумных дыр. В своенравной юности я однажды для друга расточил цилиндр Briggs and Stratton, до очередного негабарита, шариковым точилом. На самом деле это тоже сработало! К сожалению, мотоциклетный цилиндр требует большей точности. Сверление точилкой занимает много времени. Вроде несколько часов. Однажды я заточил цилиндр увеличенного размера 0,040 дюйма. Я держал его до нужного конуса и некруглости, но это заняло много-много времени. Нужна качественная хонинговка, я использовал хонинговку Ammco. Затем вы немного затачиваете, а затем измеряете. специальное масло для хонингования. Оно работает намного лучше, чем обычное масло. Масло для хонингования охлаждает цилиндр и заточку. Оно также усиливает режущий эффект камней. Используйте много масла для хонингования!
Лучший способ расточить цилиндр — использовать расточный станок, а не точильный станок. Если вы используете точильный камень, вы должны использовать высококачественный точильный камень, такой как Sunnen или Ammco. Хоны бывают нескольких размеров, чтобы соответствовать разным диаметрам цилиндров. Некоторые из точилок Ammco имеют несколько размеров камней, поэтому вы можете использовать точильный камень стандартного размера с большим отверстием цилиндра. Хоны Ammco также бывают нескольких размеров зернистости. Грубая (60), тонкая (220) и супертонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных хонинговальных станках используются камни с алмазной пропиткой, но их цена немного выходит за рамки моего ценового диапазона.
Хоны бывают нескольких размеров, чтобы соответствовать разным диаметрам цилиндров. Некоторые из точилок Ammco имеют несколько размеров камней, поэтому вы можете использовать точильный камень стандартного размера с большим отверстием цилиндра. Хоны Ammco также бывают нескольких размеров зернистости. Грубая (60), тонкая (220) и супертонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных хонинговальных станках используются камни с алмазной пропиткой, но их цена немного выходит за рамки моего ценового диапазона.
Я полагаю, что вы можете попытаться расточить цилиндр практически любым тоном, но вы должны помнить об этом. Вы ДОЛЖНЫ выдержать круглость до .001-.002″ дюйма ИЛИ меньше. Конусность ДОЛЖНА быть меньше .001-.002″ сверху вниз. Стреляйте до 0,001″ на обоих! Настоящая проблема возникает, когда цилиндр уже изношен, имеет овальную и коническую форму. Обычный дешевый хонинговальный станок будет продолжать изнашивать конусность и некруглость. Хороший хонинговальный станок имеет жесткую конструкцию, и если вы будете осторожны, он вернет цилиндр обратно в круглую форму. Начните с нижней части цилиндра, где почти нет износа, а отверстие идеально круглое. Вы должны быть терпеливы. Вам просто нужно немного отточить и измерить, затем немного отточить и измерить. Продолжайте, пока не получите желаемый размер. Большая проблема — это время, которое требуется. Удаление 0,010″ не так уж плохо, но 0,020″ или 0,040″ занимает много времени.
Хороший хонинговальный станок имеет жесткую конструкцию, и если вы будете осторожны, он вернет цилиндр обратно в круглую форму. Начните с нижней части цилиндра, где почти нет износа, а отверстие идеально круглое. Вы должны быть терпеливы. Вам просто нужно немного отточить и измерить, затем немного отточить и измерить. Продолжайте, пока не получите желаемый размер. Большая проблема — это время, которое требуется. Удаление 0,010″ не так уж плохо, но 0,020″ или 0,040″ занимает много времени.
Не поддавайтесь желанию засунуть заточку в сверлильный станок, пнуть ее повыше и хвататься за дело. Был там, сделал это. Не работал так хорошо. Медленно, устойчиво, и много-много измерений. Это путь.
Лучше использовать сверлильный станок. Сверление будет более точным.
Если цилиндр, который вы расточите, является двухтактным, срежьте фаску или сломайте края портов напильником, чтобы кольца не зацепились за края. Шариковый точильный станок отлично подходит для этого. Также не забудьте проверить силовой клапан.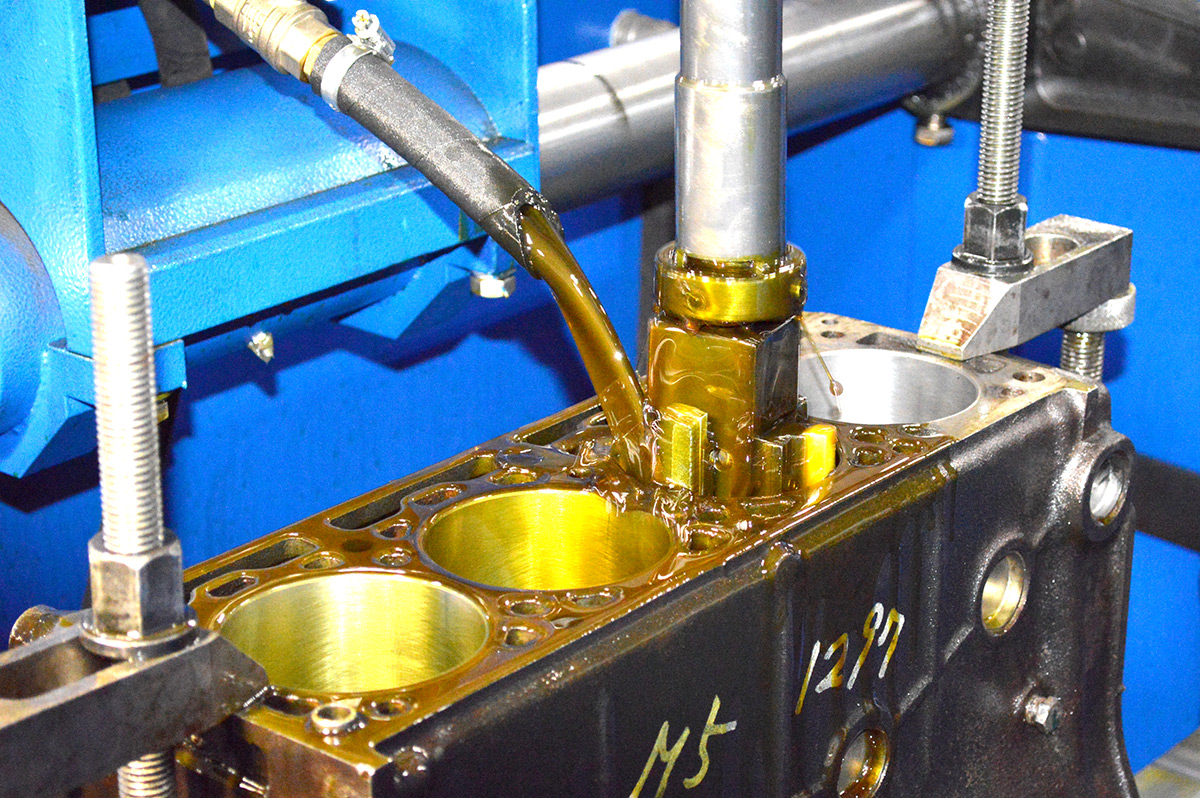 Если он входит в цилиндр после растачивания, его необходимо отшлифовать, чтобы ни одна его часть не касалась поршня.
Если он входит в цилиндр после растачивания, его необходимо отшлифовать, чтобы ни одна его часть не касалась поршня.
Гальванические цилиндры можно заточить, но совсем немного. Все, что вам нужно, это сделать узор в виде крестообразной штриховки, чтобы помочь кольцам сесть. Возможно, вам придется купить специальные камни в зависимости от типа покрытия цилиндра. Обратитесь к производителю, чтобы быть уверенным.
Когда вы закончите, очистите цилиндр чистым растворителем, а затем промойте его в теплой мыльной воде. Затем возьмите чистую тряпку и смажьте ее свежим маслом. Теперь протрите ею только что отточенный цилиндр. Если вы видите грязь на тряпке, промойте цилиндр и снова протрите его. Делайте это до тех пор, пока тряпка не станет чистой.
Когда все сказано и сделано, лучше всего будет так. Измерьте цилиндр и поршень. Если зазор в норме, немного хонингуйте цилиндр, вставьте новые кольца и езжайте дальше. Если вам необходимо расточить поршень увеличенного размера, возьмите поршень, установите правильный зазор, отнесите и то, и другое вместе с цилиндром в механический цех, где расточат цилиндры, и пусть они расточат его. Это самый лучший и дешевый способ сделать работу правильно.
Это самый лучший и дешевый способ сделать работу правильно.
НАЗАД К УКАЗАТЕЛЬМОТОЦИКЛ ДОМАШНЯЯ СТРАНИЦА |
Copyright © 1999-2010 dansmc.com. Все права защищены.
Хонингование LS — Журнал изготовителей двигателей
В течение многих лет хонингование цилиндров часто представлялось рутинной и простой процедурой, но это верно только в руках профессионального изготовителя двигателей.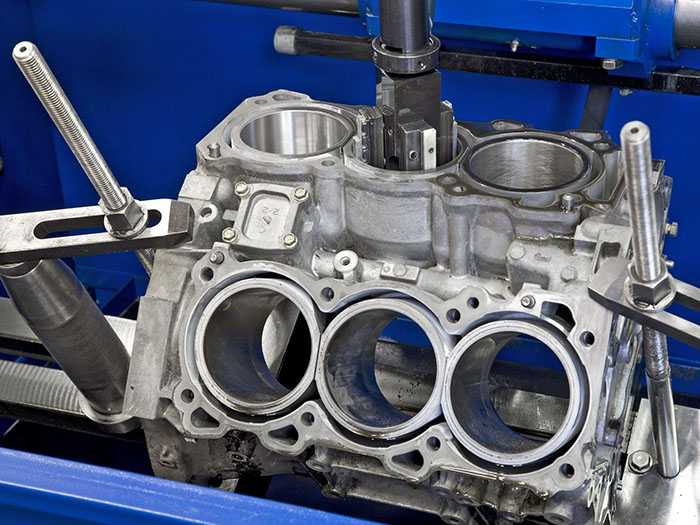 Современные научные знания по этому вопросу намного опережают методы старой школы, и сегодняшний перегруженный информацией Интернет заставляет многих начинающих строителей становиться жертвами неправильных представлений по этому вопросу. Истинная сложность хонингования и его важность не всегда отражаются должным образом.
Современные научные знания по этому вопросу намного опережают методы старой школы, и сегодняшний перегруженный информацией Интернет заставляет многих начинающих строителей становиться жертвами неправильных представлений по этому вопросу. Истинная сложность хонингования и его важность не всегда отражаются должным образом.
Профессиональные строители обладают опытом и знаниями, чтобы понять, когда и где использовать различные методы цилиндрического хонингования. При использовании методов старой школы, таких как традиционная шлифовка на конце сверла, пара десятков своевременных ударов эксперта может дать исключительные результаты — определенно достаточные для «средней» конструкции двигателя для типичного классического автомобиля с водительским стилем. Но на этом старая школа заканчивается.
Когда дело доходит до современных высокопроизводительных двигателей большой мощности, старое и новое, и популярный двигатель LS не является исключением. Современные методы хонингования являются не только частью конструкции двигателя, но и проблемой производительности, и это благодаря гораздо более жестким допускам и спецификациям, которые необходимы двигателям в наши дни.
Нет никаких сомнений в том, что за последние несколько десятилетий эффективность двигателя резко возросла в результате необходимости снижения выбросов и повышения экономии топлива, но технология, лежащая в основе этого, выходит за рамки ежедневного вождения и напрямую связана с созданием высокопроизводительного двигателя.
Хотя хонингование цилиндра не следует считать более важным аспектом, чем любой другой, он сам по себе является фактором, который может оказать существенное влияние на конечные характеристики. Хонингование — это искусство подготовки поверхности, позволяющее получить надлежащий рисунок штриховки и шероховатость для любого конкретного применения. В прошлом использовались многие методы, но современная обработка следует более строгому пути.
«Помните, спецификации были не такими, какими они являются сегодня, и именно поэтому сегодня оттачивание оттачивается, а скука скучна», — говорит Боб Долдер из Sunnen. «Вы больше не хотите переходить к следующему увеличенному размеру с хонингованием, вы, по крайней мере, хотите оставить минимум 0,005» для хонингования из цилиндра. При хонинговании вам нужно удалить следы инструмента и сделать цилиндр настолько совершенным, насколько это возможно. Именно здесь вы получаете геометрию, чистоту поверхности и угол поперечной штриховки, все это имеет решающее значение, и вы получаете эту спецификацию не от хонинговальной компании, а от производителя колец».
При хонинговании вам нужно удалить следы инструмента и сделать цилиндр настолько совершенным, насколько это возможно. Именно здесь вы получаете геометрию, чистоту поверхности и угол поперечной штриховки, все это имеет решающее значение, и вы получаете эту спецификацию не от хонинговальной компании, а от производителя колец».
Создание любого двигателя начинается с рассмотрения общей картины — конечного применения двигателя — и последствия этого становятся еще более важными, когда вы взвешиваете важность хонингования цилиндров. Как только решение о поршнях и кольцах принято, оно начинает становиться реальным, и вместе с кольцами приходит критический набор спецификаций от производителя. Они предоставят уточненные спецификации, основанные на использовании движка, и им потребуются ответы на несколько вопросов, которые их касаются. Это уличное или гоночное приложение? Какой вид топлива вы будете использовать? Какой тип масла? Ответы на эти и другие вопросы определят технические характеристики заточки.
«В течение многих лет все стремились получить максимально гладкую поверхность, — говорит Эд Киблер из Rottler Manufacturing. «Проблема в том, что вы уменьшаете трение, но жертвуете уплотнением. Когда вы переходите на двигатели с турбонаддувом, воздуходувкой и закисью азота, ваше давление сгорания повышается, и вы кормите эти двигатели невероятным количеством топлива, и что происходит, с этими действительно прекрасными покрытиями, вы смываете масло со стенок цилиндра. Кольцам нужно масло для уплотнения.
Если вам интересно, почему производитель колец должен предоставлять эти характеристики, мы кратко рассмотрим, что они делают. Они являются экспертами в области трибологии, изучающей трение, износ и смазку. Почти половина всего трения в двигателе происходит из-за контакта между поршневыми кольцами и стенками цилиндра, что делает этот аспект науки основным предметом изучения производителей колец. Одной из многих сложностей является взаимосвязь между материалом и конструкцией кольца и смазкой на стенках цилиндра, которая идет рука об руку с хонингованием, поэтому, если вы собираетесь сделать хорошее поршневое кольцо, вы должны быть экспертом в этих двух вопросах.
Почти половина всего трения в двигателе происходит из-за контакта между поршневыми кольцами и стенками цилиндра, что делает этот аспект науки основным предметом изучения производителей колец. Одной из многих сложностей является взаимосвязь между материалом и конструкцией кольца и смазкой на стенках цилиндра, которая идет рука об руку с хонингованием, поэтому, если вы собираетесь сделать хорошее поршневое кольцо, вы должны быть экспертом в этих двух вопросах.
В течение многих лет одношаговое хонингование (также известное как старая школа) было способом, которым это делалось. Видимый результат и то, как мы измеряли его успех, заключались в угле штриховки. Это очень важный угол, так как он позволяет масляному покрытию распространяться по всей стенке цилиндра.
«Это также улучшает вращение кольца», — говорит Киблер. «Если вы сделаете слишком крутой угол штриховки, кольца будут вращаться слишком быстро, и это приведет к их износу. Если угол штриховки слишком плоский, то они начнут скользить, потому что масло втягивает более плоскую штриховку».
Угол штриховки — это то, что вы можете увидеть, но проблема в том, что мы не смогли увидеть: полученная поверхность состоит из пиков и впадин одинаковой высоты и глубины. Параметры текстуры поверхности в этом типе хона измеряли в средней шероховатости (Ra). Во время обкатки более высокие пики изнашиваются, оставляя в основном гладкие поверхности с впадинами для удержания моторного масла.
Процесс хонингования может показаться простым на первый взгляд, но с сегодняшними жесткими допусками правильное хонингование цилиндра требует некоторого понимания. Машины упрощают работу, когда вы знаете, каких результатов хотите достичь. Недостаток одноэтапного хонингования заключается в том, что процесс приработки является относительно неконтролируемым и может привести к проблемам с уплотнением, влияющим на производительность, а также к образованию мусора. Еще в 60-х годах стандарты производительности и выбросов стали затягивать петлю на шее автопроизводителей, и был разработан новый процесс, называемый платохонингованием, целью которого было уменьшение обкатки и улучшение герметизации двигателя.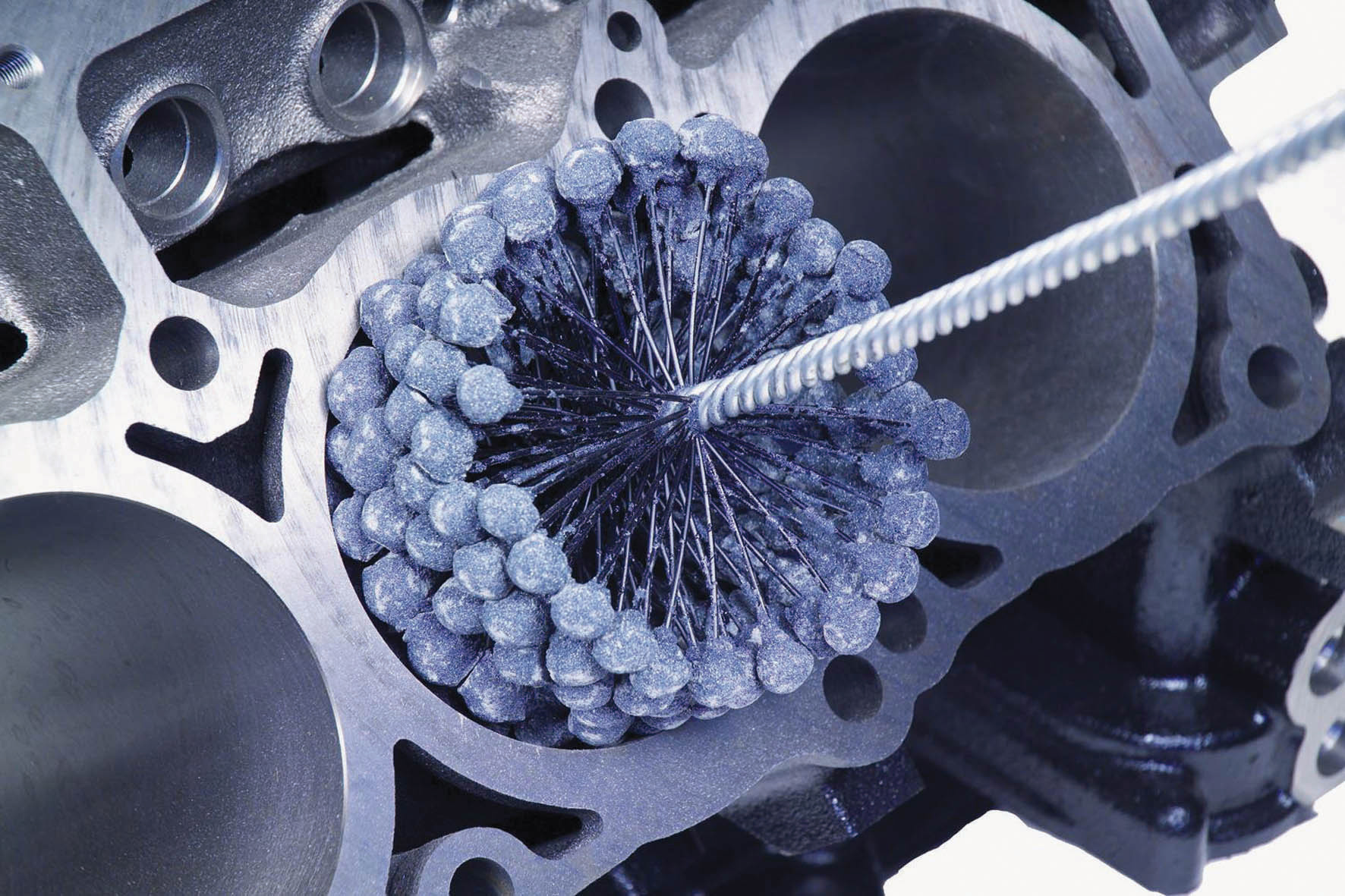
«Там, где раньше мы пытались получить действительно чистую поверхность для уменьшения трения, используя параметры Rk, теперь мы пытаемся получить действительно чистую поверхность на плато, что мы называем измерением Rpk, поскольку это то, что видит кольцо», — говорит Киблер. «Затем мы пытаемся создать глубокие долины по обе стороны плато, чтобы удерживать масло, которое запечатает кольца».
Платохонингование состоит из грубого хонингования для создания впадин и плавного хонингования для создания пиков. В течение следующих нескольких десятилетий наука о нем превратила его в одну из наиболее актуальных технологий проектирования двигателей. В связи с этой новой технологией были разработаны новые параметры для точного измерения чистоты поверхности, поскольку среднее значение уже не соответствовало требованиям.
Часто называемые просто спецификациями Rk, новыми спецификациями были глубина шероховатости сердцевины (Rk), которая представляет собой шероховатость базовой поверхности стенки цилиндра, пиковая приведенная средняя шероховатость (Rpk), которая указывает среднюю высоту пика, и приведенная средняя глубина впадины (Rvk).
Производители колец знают, что моторное масло играет ключевую роль в фактическом уплотнении между кольцом и стенкой цилиндра, и в рамках своих исследований в области трибологии они знают, что для надлежащего уплотнения требуется не только масло надлежащего типа и вязкости, но и его надлежащее количество в надлежащих местах в надлежащее время.
«Машинист должен смотреть на рекомендуемые значения Rk, а затем на комбинацию того, какие абразивы вы используете, и как вы настраиваете машину, чтобы иметь возможность перейти от черновой обработки к финишной».— Боб Долдер, Sunnen
Все эти факторы приводят к тому, что различные комбинации чисел Rk оказывают существенное влияние на производительность каждого типа двигателя, от двигателей массового производства до двигателей всех видов гонок, что является доказательством того, что для различных применений двигателей требуются разные параметры хонингования.
После получения спецификаций хонингования следующим шагом для оператора является определение того, как выполнять хонингование для их достижения. Измерения Rk требуют использования профилометра, который представляет собой измерительный прибор, обеспечивающий отслеживание характеристик поверхности с точностью до миллионной доли дюйма.
Измерения Rk требуют использования профилометра, который представляет собой измерительный прибор, обеспечивающий отслеживание характеристик поверхности с точностью до миллионной доли дюйма.
Но процесс — это нечто большее, чем просто оттачивание и измерение. «Чтобы сделать это правильно, вам нужно вести журнал для каждого типа блоков», — говорит Долдер из Sunnen. «Проведите тест на твердость и создайте рецепт для этого блока и твердости».
Блоки не только могут иметь различную твердость в зависимости от производственных допусков, но и чем старше становится блок и чем жестче его загоняют, тем тверже становится металл. «Проверка твердости и определение того, как выполнить хонингование в соответствии со спецификацией, зависит от оператора», — говорит он. «Может быть несколько разных способов отточить LS, в зависимости от того, где и когда он был произведен».
Различная твердость потребует разной зернистости заточки, и хотя определение «рецепта» для каждого отдельного бруска может занять много времени, ведение журнала со временем позволит определить тип бруска, твердость и желаемые параметры заточки, и процесс станет гораздо более эффективным.
Профилометр и твердомер — это два основных инструмента, которые вам понадобятся, наряду с качественным нутромером со шкалой и динамометрическими пластинами. «Во время хонингования обязательно следует использовать динамометрические пластины, — говорит Долдер. «Производители используют упорные пластины на новых блоках из-за их важности».
Новые хонинговальные станки программируются для нескольких разных хонингов и могут хранить несколько разных программ, еще один способ, которым моторные мастерские могут извлечь выгоду из журнала формул, но в конечном итоге ответственность по-прежнему ложится на механика.
«Машинист должен смотреть на рекомендуемые значения Rk, а затем на комбинацию того, какие абразивы вы собираетесь использовать, и как вы собираетесь настроить машину, чтобы иметь возможность перейти от черновой обработки к чистовой», — говорит Долдер. «В некоторых случаях это двухэтапный процесс. В других случаях это трехэтапный процесс. Это просто зависит от того, каковы эти измерения и как вы их получите.