


Гильзовка блока цилиндров. Особенности и цена | Железный Конь
Гильзовка блока цилиндров — это установка внутрь цилиндра полой детали, так называемой гильзы.
Гильзование производится в случае, если:
— тело цилиндра имеет слишком глубокие повреждения, которые не устранить расточкой;
— цилиндры уже расточены до возможно допустимого размера;
— БЦ не предусмотрен для расточки изначально.
Бывают двигатели, которые гильзуются (обычно «мокрой» гильзой) сразу же, заводом изготовителем. Гильзовка такого блока не представляет сложности, достаточно приобрести ремонтные гильзы и втулки и заменить старые детали на новые. Для этого не потребуется даже особое спецоборудование.
Виды гильз и их особенности
Гильзы бывают 2-х типов — сухие и мокрые.
Сухими называют те, которые не взаимодействуют с охлаждающей жидкостью.
Мокрые внешней стороной контактируют с ОЖ. Для гильз такого типа предусмотрены уплотнители, которые защищают цилиндр от попадания внутрь ОЖ, а так же не позволяют газам из цилиндров вырываться наружу и попадать в систему охлаждения.
Блок цилиндров. Гильзовка и ее особенности
Сложнее дело обстоит с гильзованием «по необходимости», то есть в тех случаях, когда блок цилиндров изначально к этому не приспособлен.
Во-первых, необходимо правильно подобрать гильзу исходя из материала изготовления БЦ.
Для чугунных блоков используются детали из легированного чугуна.
Для алюминиевых — и алюминия.
Вторым шагом становится расточка блока под гильзу. Здесь очень важно правильно выдержать размеры и геометрию, иначе любое отклонение отразится на теле гильзы. А это, в свою очередь, приведет к некорректной работе двигателя.
Существует 2 основных способа гильзования
Способ свободной посадки.
1. БЦ разогревается до 150 градусов.
2. Гильза опускается в жидкий азот для охлаждения.
3. Проводится обработка гильзы спецсоставом, который делает невозможным образование конденсата из-за перепада температур.
4. Гильза устанавливается на посадочное место.
Если все сделано правильно, гильза легко, но плотно занимает свое место. Если же для ее посадки необходимо прилагать сильное усилие, то что-то пошло не так. Обычно это случается при неправильной расточке или неверно подобранной гильзе.
Способ запрессовки.
1. На посадочное место наносят герметик.
2. Устанавливают гильзу.
3. Запресовывают.
Такой метод практикуется в том случае, если БЦ не подлежит расточке.
Прочитайте обязательно: Когда и как чистить дроссельную заслонку.
Гильзовка блока цилиндров. Цена
Стоимость зависит от многих факторов, начиная престижности мастерской и заканчивая ее месторасположением.
В среднем, за 1 цилиндр выходит 3 000р и более. Изготовление гильзы будет стоить от 2000р.
Обратите внимание
Гильзовка алюминиевого блока стоит дороже, чем чугунного.
Гильзовка двигателя отечественных автомобилей обычно дешевле, чем иномарки.
Гильзовка рядного двигателя дешевле, чем V-образного.
Например, работа с мотором ВАЗ стоит от 4 000р, ЗАЗ — около 10 000р, а гильзовка четырехцилиндрового чугунного двигателя иномарки от 12 000р, алюминиевого — от 15 000р.
Если цена гильзовки чугунного рядного мотора на 4 цилиндра от 12 000р, то такого же V-образного — от 24 000 (алюминиевого от 27 000).
Восьмицилиндровый мотор обойдется в 30 — 40 тысяч.
Для грузового автомобиля с двигателем на 6 цилиндров цена гильзовки составит от 25 тыс.
Конечно, цены приведены исходя из прайсов СТО Москвы и других крупных городов. Если у вас на примете хорошая недорогая мастерская, то гильзовка двигателя может оказаться раза в 2 дешевле.
Стоит знать: Как раскоксовать поршневые кольца.
Диагностика и ремонт авто и спецтехники
Блок цилиндров – это основа любого двигателя внутреннего сгорания, так как в нем размещаются все важнейшие узлы и агрегаты двигателя. Именно на него приходится большая часть нагрузок и поэтому к рабочим поверхностям блоков предъявляются высокие требования по точности при изготовлении и ремонте.
Предлагаются услуги по ремонту и восстановлению блока цилиндров на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя. Все технологии восстановления блоков цилиндров отвечают установленным требованиям производителей двигателей.
Все технологии восстановления блоков цилиндров отвечают установленным требованиям производителей двигателей.
В комплекс работ по ремонту блоков цилиндров входят:
На все виды работ 100 % гарантия.
Квалифицированные специалисты, высококлассное оборудование, индивидуальный подход к клиенту обеспечивают высокое качество ремонта и минимальные сроки выполнения.
РАСТОЧКА, ГИЛЬЗОВКА, ХОНИНГОВАНИЕ ЦИЛИНДРОВ
Расточка блока цилиндров двигателя является операцией, которая осуществляется в рамках выполнения капитального ремонта двигателя.
Расточка цилиндра предназначена для устранения дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами.
Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер или когда конструкцией блока не предусмотрены ремонтные размеры под ремонтные поршни.
Хонингование – финишная операция, при которой обеспечивают необходимый размер цилиндра, достигаются минимальные отклонения от круглости и цилиндричности, формируется специальный микрорельеф и обеспечивается определенная структура металла на поверхности цилиндра.
Необходимая структура шероховатости образуется за счет правильной насечке, что позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ВОССТАНОВЛЕНИЕ ПОСТЕЛЕЙ КОРЕННЫХ ОПОР БЛОКОВ
Предлагается технология восстановления постелей коренных опор блоков цилиндров отечественных и зарубежных двигателей с обеспечением всех устанавливаемых требований заводов изготовителей (овальность, конусность, соосность постелей коренных опор блоков с отклонением не более 0,01 мм). Технология позволяет восстанавливать постели коренных опор в номинальный размер со смещением оси опор не более 0,01-0,03 мм.
Технологический процесс восстановления коренных опор
мойка блоков (если масса блока до 350 кг)
дефектация постелей коренных опор
Составление индивидуального маршрута восстановления в зависимости от состояния постелей коренных опор
при износах до 0,1 мм постели коренных опор восстанавливаются электроискровой наплавкой
при износах от 0,1 мм до 0,5 мм постели коренных опор восстанавливаются электроискровой наплавкой с последующим холодным газодинамическим напылением
при износах от 0,5 мм постели коренных опор восстанавливаются электродуговой сваркой, проволокой ПАНЧ-11
осаживание крышек подшипников на величину 0,2-0,8 мм
устранение износов на поверхностях крышек подшипников под блок цилиндров
расточка постелей коренных подшипников до размера меньше номинального на 0,03-0,04 мм на горизонтально-расточном станке ВАС2000
хонингование коренных опор в номинальный размер
контроль восстановленный постелей коренных опор
ВОССТАНОВЛЕНИЕ ОТВЕРСТИЙ ПОД РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ
Восстановление опор под распределительный вал производится с использованием горизонтально-расточного станка ВАС 2000. Технология применима как для блоков цилиндров отечественного так и для зарубежного производства не зависимо алюминиевый блок цилиндров или чугунный, легковой или от тяжелого дизеля.
Технология применима как для блоков цилиндров отечественного так и для зарубежного производства не зависимо алюминиевый блок цилиндров или чугунный, легковой или от тяжелого дизеля.
Технология позволяет восстанавливать отверстия под распределительный вал:
- заменой втулок в блоке цилиндров;
- установкой втулок в блок цилиндров (например, в блок двигателя Д-260).
Технология установки втулок в блок цилиндров двигателя Д-260
расточка изношенных отверстий
под новую втулку.
расточка втулок в размер на 0,03-0,05 мм меньше номинального
изготовление новой втулки и её установка в блок цилиндров
хонингование втулок в размер с обеспечением зазора 0,07…0,12 мм
восстановленные отверстия под опорные шейки распределительного вала
геометрические погрешности отверстий не более 0,01 мкм. Шероховатость 0,6…1,25 Ra.
Применяемое оборудование и оснастка позволяет отверстия под распределительный вал с гарантированным качеством.
РЕМОНТ ПОСАДОЧНЫХ МЕСТ ПОД ГИЛЬЗЫ ЦИЛИНДРОВ ОБРАБОТКА ПЛОСКОСТИ БЛОКА ЦИЛИНДРОВ
В процессе эксплуатации двигателя гильза цилиндра подвергается различным нагрузкам – тепловым, динамическим. Под действием этих нагрузок даже в режимах нормальной эксплуатации гильза может просесть, что является результатом кавитационного износа посадочного места гильзы в блоке цилиндров. Самым простым последствием такой просадки является прорыв газов в рубашку охлаждения, а более серьезным – трещина в гильзе или её обрыв по бурту.
Обработка плоскости блока
Обработка посадочного бурта под гильзу цилиндров
Установка медных колец на высокотемпературный герметик
Гильзы цилиндров после установки выступают с разностью 0,02…0,03 мм.
КАПИЛЛЯРНЫЙ КОНТРОЛЬ ТРЕЩИН В КОРПУСНЫХ ДЕТАЛЯХ
Капиллярная дефектоскопия — метод дефектоскопии, основанный на проникновении определенных жидких веществ в поверхностные дефекты изделия под действием капиллярного давления, в результате чего повышается свето- и цветоконтрастность дефектного участка относительно неповрежденного.
Обнаруживать трещины со 100 % гарантией (при их наличии)
Расточка и гильзовка блоков — автосервис Воронеж
Большая нагрузка и пробег способствуют сильному износу рабочей поверхности цилиндров. С одной стороны, происходит износ верхней части цилиндра, а с другой — поверхности цилиндра в плоскости вращения кривошипа, которая контактирует с юбкой поршня. В результате этого цилиндр становится овальным. Кроме того, часто на цилиндрах появляются продольные царапины. Это связано с попаданием с воздухом и топливом (сверху) или с маслом (снизу) различных частиц загрязнений и продуктов изнашивания деталей. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло». Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Производится расточка блока, как правило, при капитальном ремонте двигателя, а также для тюнинга в целях увеличения мощности.
При расточке блока цилиндров двигателя в целях ремонта, овальную форму или задиры внутри цилиндра убирают (если есть возможность) путем расточки, ставят поршни ремонтного размера (большего диаметра) и мотор живет еще долгие тысячи километров.
Если целью является тюнинг (увеличение мощности двигателя), то расточка блока цилиндров производится банально для увеличения объема двигателя. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать, то поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности.
Блок цилиндров может быть чугунным или алюминиевым.
Чугунный блок – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Алюминиевый блок – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс — это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
Поэтому алюминиевые моторы – зачастую не растачиваются. Многие мастера называют их одноразовыми, потому что нельзя снимать прочный верхний слой в цилиндрах. Однако в некоторых случаях выход есть – это гильзовка блока.
Гильзовка блока — установка специальных цилиндрических (как правило чугунных) полых гильз, похожих на большой кусок трубы. Гильзы могут применяться как в чугунных, так и в алюминиевых блоках. Они запрессовываются в блок мотора и прочно сидят на своем месте. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного.
Гильзовка чугунных блоков чаще всего производится, когда повреждения или износ цилиндров блока насколько велики, что расточка в целях их устранения может привести к критическому недопустимому утончению стенок между цилиндрами блока или их разрушению. Другая причина — когда расточка блока возможна, но отсутствуют в производстве или продаже требуемые ремонтные размеры поршней. Тогда блок гильзуется под стандартные размеры поршней.
Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца, и мотор опять работает в штатном режиме.
В случае с алюминиевыми блоками, основное назначение гильзовки сделать мотор ремонтопригодным, увеличить ресурс, придать конструкции прочность.
Однако есть двигатели, которые не «гильзуются», как чугунные, так и в особенности алюминиевые. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни большего размера (или такие е же как были) и кататься дальше — потому как нет разницы теплового расширения металла, то вот алюминиевый блок из-за своей сложной технологии изготовления такому зачастую не подвластен.
Ответить на вопрос возможно ли прогильзовать блок в этом случае могут только квалифицированные специалисты.
Автосервис «Благовест» имеет таких квалифицированных специалистов, оснащен необходимым станочным оборудованием и производит расточку и гильзовку блоков цилиндров рядных двигателей в Воронеже.
Звоните, записывайтесь, приезжайте.
Тел.: (473) 247-67-95
Мы всегда готовы и рады помочь в решении проблем с Вашим автомобилем.
<< Вернуться к услугам
РЕМОНТ БЛОКА ЦИЛИНДРОВ — Механика Тула
1-5 дня
Срок выполнения работ
≈ 2 %
от стоимости
нового
Полная технологическая цепочка ремонта блока цилиндров двигателя включает следующие виды работ:
- диагностика блока цилиндров
- мойка блока цилиндров
- опрессовка блока цилиндров
- расточка и хонингование блока цилиндров
- гильзовка блока цилиндров двигателя
а также шлифовку привалочных плоскостей блока цилиндров
В случае износа цилиндров или их повреждения требуется провести работы по восстановлению — расточку, хонингование и гильзовку.
РАСТОЧКА И ХОНИНГОВАНИЕ БЛОКОВ ЦИЛИНДРОВ
В техническом центре «Механика Тула» растачиваются и хонингуются все виды блоков цилиндров: рядные и V-образные, как чугунные, так и алюминиевые.
Техцентр применяет безалмазное хонингование. Этот способ позволяет получить рабочую поверхность цилиндров, оптимальную по противоизносным и антифрикционным свойствам. К тому же такая технология исключает появление прижогов, наволакиваний, внедрение абразивных частиц в металл и появление иных дефектов поверхностного слоя, а также существенно влияет на увеличение ресурса двигателя.
ГИЛЬЗОВКА
Специалисты компании «Механика Тула» имеют богатый опыт в гильзовке сильно изношенных цилиндров.
При износе цилиндров или в случае значительных повреждений их рабочих поверхностей блок растачивается под ремонтную гильзу. В отверстие запрессовывается гильза, которая подрезается, а затем растачивается и хонингуется под заданный размер поршня.
В техцентре «Механика Тула» ремонтные гильзы устанавливаются в чугунные и алюминиевые блоки цилиндров двигателей иномарок и отечественных автомобилей.
Опыт наших сотрудников, а также наличие специального оборудования, позволяют выполнять не только стандартные работы по расточке, хонингованию и гильзовке блоков цилиндров двигателей, но и финишную обработку поверхности цилиндров.
ФИНИШНАЯ ОБРАБОТКА ЦИЛИНДРОВ МОЖЕТ ВКЛЮЧАТЬ
- Платохонингование, «выравнивающее» микропрофиль поверхности обработанного цилиндра, благодаря чему сокращается период обкатки мотора.
- Нанесение антифрикционного меднографитового покрытия, которое повышает стойкость поршней и колец к прихватам и задирам при кратковременных перегревах или работе двигателя с повышенными нагрузками.
Помимо стандартных работ по расточке, хонингованию и гильзовке специалисты технического центра компании «Механика Тула» при необходимости могут провести дохонинговку блока цилиндров (восстановление сетки хона), а также оказать дополнительные услуги по ремонту блоков цилиндров двигателей.
ДОПОЛНИТЕЛЬНЫЕ УСЛУГИ ПО РЕМОНТУ БЛОКОВ ЦИЛИНДРОВ
- Замена вкладышей ВПМН (для двигателей ВАЗ 2101–2107 / ГАЗ 406 и двигателей иномарок)
- Перепрессовка поршней (для двигателей автомобилей ВАЗ, «Ока» и иномарок)
- Шлифовка ВПМН в ремонтный размер (для двигателей автомобилей ВАЗ 2101–2107 / ГАЗ 406)
Что такое гильза цилиндра? | Материал для гильзы цилиндра | Функция гильзы цилиндра
Что такое гильза цилиндра?
В двигателе стенка цилиндра подвергается воздействию высокой температуры и высокого давления, при этом поршни и скользящие кольца поршней работают с высокой скоростью. В частности, поскольку для двигателей грузовых автомобилей и автобусов требуется длительный срок службы, чугунные цилиндры, обладающие прекрасными износостойкими свойствами, применяют только для деталей цилиндров. Кроме того, в связи с недавней тенденцией к более легким двигателям материалы для блоков цилиндров переходят от чугуна к алюминиевым сплавам.
В частности, поскольку для двигателей грузовых автомобилей и автобусов требуется длительный срок службы, чугунные цилиндры, обладающие прекрасными износостойкими свойствами, применяют только для деталей цилиндров. Кроме того, в связи с недавней тенденцией к более легким двигателям материалы для блоков цилиндров переходят от чугуна к алюминиевым сплавам.
Однако, как поверхности скольжения для внутреннего цилиндра, прямолинейное скольжение алюминиевых сплавов имеет недостатки деформации во время эксплуатации и износостойкости. По этой причине в большинстве случаев используются чугунные гильзы цилиндров.
Гильзы цилиндров представляют собой гильзы, в которых взаимодействуют поршни двигателя. Срок службы цилиндра между повторными отверстиями зависит от двух основных факторов: абразивного износа и коррозии. Трение зависит от атмосферных условий и эффективности воздушного фильтра и масляного фильтра.Запыленный атмосферный воздух более вреден, так как увеличивает трение в цилиндре.
Коррозия цилиндров вызывается коррозионно-активными продуктами сгорания, которые образуются после сжигания топлива с воздухом. Коррозия усиливается при низких температурах цилиндров из-за кислотосодержащей влаги на стенках цилиндров. Использование отдельных цилиндров или гильз, известных как гильзы цилиндров, увеличивает срок службы цилиндра. Эти гильзы цилиндров изготовлены из высококачественных материалов и подходят к блоку цилиндров.
Вкладыши являются съемными и могут быть заменены в случае износа или износа.Гильза цилиндра должна обладать хорошей износостойкостью и способностью удерживать масло для смазывания поверхности между стенками и поршневыми кольцами.
Читайте также: Что такое обработка коленчатого вала? | Обработка коленчатого вала | Способ обработки коленчатого вала | Детали обработки коленчатого вала
Материал для гильзы цилиндра:
Для гильз цилиндров широко используется никель-хромовое железо. Используемое никель-хромовое железо включает;
- Углерод 3.
 5%;
5%; - Марганец 0,6%;
- Фосфор 1,5%;
- Сера 0,05%;
- Силикон 2%;
- Никель 2%; и
- Хром 0,7%.
Для повышения износостойкости гильзы закаляются путем нагревания до 855°C-865°C в течение 30-40 минут с последующей закалкой в масле. Этот вид термической обработки увеличивает срок службы гильзы в три раза по сравнению с цилиндрами из серого чугуна или чугуна.
Читайте также: Что такое турбокомпрессор? | Типы турбокомпрессора | Работа турбокомпрессора
Назначение гильзы цилиндра:
Гильзы цилиндров — это центральная рабочая часть поршневого двигателя или насоса, пространство, в котором движется поршень. Проблема износа цилиндров является существенной и решается за счет использования гильз цилиндров. Гильза цилиндра выполнена в виде ствола из специального железосодержащего сплава кремния, марганца, никеля и хрома. Они центробежнолитые. Гильзы цилиндров сейчас устанавливаются на двигатели легковых и грузовых автомобилей. Эти вкладыши относятся к типу закалки масла и обеспечивают гораздо более длительный срок службы двигателя.
Они центробежнолитые. Гильзы цилиндров сейчас устанавливаются на двигатели легковых и грузовых автомобилей. Эти вкладыши относятся к типу закалки масла и обеспечивают гораздо более длительный срок службы двигателя.
№1. Формирование поверхности скольжения
Гильза цилиндра, действуя как внутренняя стенка цилиндра, образует поверхность скольжения для поршневых колец, удерживая внутри смазку. Наиболее важными функциями гильз цилиндров являются превосходные характеристики поверхности скольжения и эти важные моменты.
- Высокие антизадирные свойства
- Меньший износ самой гильзы цилиндра
- Меньший износ партнерского поршневого кольца
- Низкий расход смазочных материалов
№2. Теплопередача
Гильза цилиндра получает теплоту сгорания через поршень и поршневые кольца и передает тепло охлаждающей жидкости.
№3. Уплотнение сжатого газа
Гильза цилиндра предотвращает утечку сжатого газа и продуктов сгорания.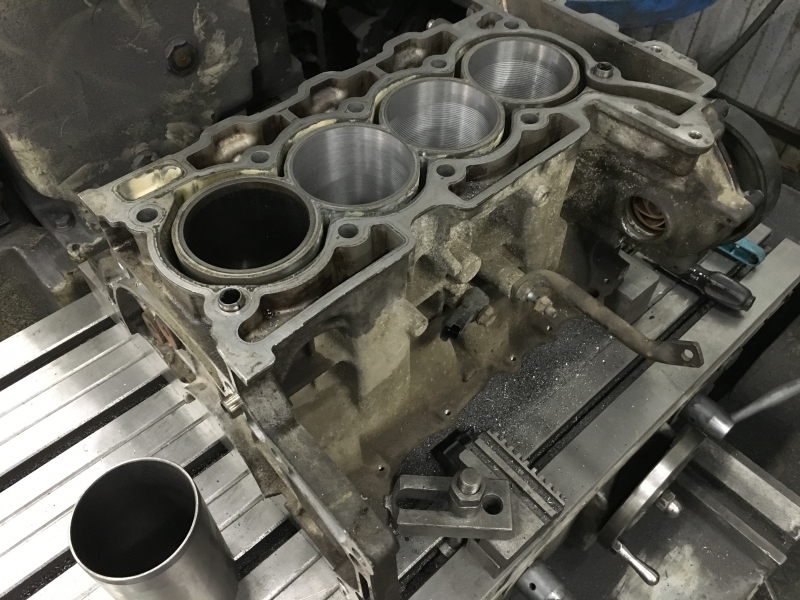 Все, что нужно, это гильза цилиндра, которую трудно заменить из-за высокого давления и высокой температуры в цилиндре. В двигателе стенка цилиндра подвергается воздействию высокой температуры и высокого давления, при этом поршни и поршневые кольца скользят с высокой скоростью.
Все, что нужно, это гильза цилиндра, которую трудно заменить из-за высокого давления и высокой температуры в цилиндре. В двигателе стенка цилиндра подвергается воздействию высокой температуры и высокого давления, при этом поршни и поршневые кольца скользят с высокой скоростью.
В частности, поскольку для двигателей грузовых автомобилей и автобусов требуется длительный срок службы, чугунные цилиндры, обладающие отличными износостойкими свойствами, применяют только для деталей цилиндров. Кроме того, в связи с недавней тенденцией к более легким двигателям материалы для блоков цилиндров переходят от чугуна к алюминиевым сплавам.
Однако, как и поверхности скольжения для внутренних цилиндров, прямолинейное скольжение алюминиевых сплавов имеет недостатки, связанные с деформацией при эксплуатации и износостойкостью. По этой причине в большинстве случаев используются чугунные гильзы цилиндров.
Читайте также: Что такое центробежный нагнетатель? | Центробежные нагнетатели | Работа центробежного нагнетателя | Основные части центробежного нагнетателя
Типы гильзы цилиндра:
№1.
Сухие вкладыши выполнены в виде бочонка с фланцем сверху. Фланец удерживает гильзу в блоке цилиндров. Гильза плотно прилегает к цилиндру. Правильный контакт гильзы с блоком цилиндров необходим для эффективного охлаждения гильзы.
Кроме того, давление газа, тяга поршня и ударная нагрузка при сгорании противодействуют общей толщине гильзы и цилиндра. Поэтому сухие вкладыши тоньше, их толщина стенок варьируется от 1.от 5 мм до 3 мм и в основном используются для ремонта изношенных вкладышей. Сухие вкладыши не имеют прямого контакта с холодной водой.
№2. Мокрый вкладыш
Мокрые вкладыши называются так потому, что холодная вода соприкасается с вкладышем. Эта гильза имеет в верхней части фланец, который входит в канавку, выполненную в блоке цилиндров. Для предотвращения просачивания холодной воды в картер нижний торец мокрой гильзы герметизируется с помощью уплотнительного кольца или кольца набивки. Поскольку мокрый лейнер должен выдерживать давление, осевую нагрузку и ударную нагрузку газа, толщина стенки футеровки увеличена и сделана больше, чем у сухого лайнера.
Как правило, толщина стенки влажной футеровки составляет от 3 до 6 мм. Снаружи лайнер покрыт алюминием для защиты от коррозии. Мокрые вкладыши охлаждаются лучше, чем сухие вкладыши. Когда он изнашивается или изнашивается, его можно легко снять.
Также прочтите: Молоток и его применение | Части молота | 51 тип молотков
Сравнение сухих и мокрых футеровок:
Мокрая гильза легко заменяется, а сухая гильза требует специального оборудования, так как плотно прилегает к блоку цилиндров.Мокрая подкладка охлаждается именно потому, что она вступает в непосредственный контакт с холодной водой, тогда как сухая подкладка не вступает в прямой контакт с холодной водой. Следовательно, рабочая температура сухой подводки выше, чем у мокрой подводки.
Для мокрой гильзы требуются герметичные соединения, чтобы холодная вода не просачивалась в картер, тогда как для сухой гильзы такого требования нет. Мокрая подкладка не требует точной отделки снаружи, тогда как сухая подкладка требует точной отделки. Финишная обработка мокрого вкладыша может быть выполнена перед сборкой, в то время как для сухого вкладыша требуется отделка после сборки.
Финишная обработка мокрого вкладыша может быть выполнена перед сборкой, в то время как для сухого вкладыша требуется отделка после сборки.
Нравится этот пост? Поделитесь этим с вашими друзьями!
Предлагаемое чтение –
Концепции зажима гильзы цилиндра — High Power Media
Двигатели, в которых используются так называемые мокрые гильзы/втулки, имеют преимущества по сравнению с двигателями, в которых используются сухие гильзы (запрессованные гильзы в материале блока машинной обработки) или основное отверстие (отверстие цилиндра непосредственно в основном материале блока).Для двигателей с мокрыми гильзами возможны различные типы установки, каждый из которых имеет свои преимущества, такие как более высокая рубашка охлаждения, меньшая длина двигателя и меньшее количество прокладок (количество возможных путей утечки).
При рассмотрении высоты рубашки охлаждающей жидкости средняя или нижняя стопорная втулка, установочная поверхность которой расположена низко на втулке, дает свободу проектирования для достижения конструкции с открытой палубой и, следовательно, для подачи охлаждающей жидкости максимально вверх и как можно ближе. на пламенную палубу.Основная цель состоит в том, чтобы верхнее кольцо находилось в верхней мертвой точке как можно ближе к охлаждающей жидкости. В современных поршнях с очень небольшой компрессионной высотой верхнее кольцо расположено очень близко к верхней деке, и поэтому большое значение имеет конструкция кожуха вокруг гильзы.
на пламенную палубу.Основная цель состоит в том, чтобы верхнее кольцо находилось в верхней мертвой точке как можно ближе к охлаждающей жидкости. В современных поршнях с очень небольшой компрессионной высотой верхнее кольцо расположено очень близко к верхней деке, и поэтому большое значение имеет конструкция кожуха вокруг гильзы.
Поэтому решение с открытой палубой, такое как нижний или средний упор, было бы предпочтительнее. Однако с точки зрения общей длины эта конструкция не очень предпочтительна.
Но что, если ваш двигатель имеет верхний стопорный вкладыш? Во-первых, вы можете попросить специализированную компанию переоборудовать ваш блок цилиндров двигателя на промежуточные или нижние стопорные вкладыши.Убедитесь, что вы нашли компанию с отличными рекомендациями, потому что это очень тонкая работа, и если она не будет выполнена должным образом, это будет стоить вам вашего двигателя.
Другим вариантом может быть детальная проверка положения вашего вкладыша. У большинства двигателей гильзы расположены прямо под фланцем гильзы и обычно имеют небольшой радиальный зазор между гильзой и блоком. В этой конструкции охлаждающая жидкость не может полностью достичь нижней стороны фланца, что приводит к снижению охлаждения верхнего кольца.
У большинства двигателей гильзы расположены прямо под фланцем гильзы и обычно имеют небольшой радиальный зазор между гильзой и блоком. В этой конструкции охлаждающая жидкость не может полностью достичь нижней стороны фланца, что приводит к снижению охлаждения верхнего кольца.
Одним из решений может быть размещение фланца на верхнем диаметре (внешний диаметр фланца). Таким образом, диаметр гильзы может быть уменьшен непосредственно под фланцем, что обеспечивает поступление охлаждающей жидкости в эту область. Убедитесь, что усилие зажима между головкой и блоком, которое передается через фланец, все еще может выдержать балкон блока цилиндров под фланцем.
При создании этого дополнительного кольца охлаждающей жидкости под фланцем балкон, очевидно, уменьшается, поэтому нам необходимо убедиться, что прочность остается достаточной.Одной из возможностей добиться требуемой герметизации охлаждающей жидкости между гильзой и блоком может быть выполнение канавки для уплотнительного кольца на внешнем диаметре фланца и установка здесь небольшого уплотнительного кольца. Это необходимо для обеспечения надлежащей герметизации охлаждающей жидкости и предотвращения утечек под прокладкой головки блока цилиндров.
Это необходимо для обеспечения надлежащей герметизации охлаждающей жидкости и предотвращения утечек под прокладкой головки блока цилиндров.
Как должно выглядеть это кольцо охлаждающей жидкости? Для охлаждения требуется поток, поэтому кольцо должно быть достаточно большим, чтобы обеспечивать поток. Цель должна состоять в том, чтобы получить кольцо диаметром не менее 2 мм, в зависимости, конечно, от перепада давления на кольце.Поэтому было бы целесообразно соединить кольцо с одной стороны с максимально возможным давлением (непосредственно после насоса охлаждающей жидкости), а с другой стороны — со стороной всасывания насоса охлаждающей жидкости. Таким образом будет достигнут самый высокий перепад давления, а кольцо может быть как можно меньше, что ограничивает общую длину двигателя.
Возвращаясь к уплотнению, можно также использовать линейный контакт между нижней стороной фланца гильзы и блоком.Преимущество здесь в том, что не требуется уплотнительное кольцо; Недостатком, однако, является то, что эта функция может врезаться в структуру блока под тепловыми нагрузками и нагрузками от горения (что приводит к микродвижениям между вкладышем и блоком).
Если после этих преобразований по-прежнему возникают трудности с охлаждением, другим вариантом является просверливание отверстий через фланец лейнера, чтобы обеспечить поток через фланец лайнера (и, следовательно, также чуть ниже). Это может потребовать дополнительных модификаций прокладки головки блока цилиндров и головки блока цилиндров, но это не всегда возможно в существующих двигателях.
В конце концов, если проблемы с охлаждением останутся в верхней части диапазона, возможно, было бы не лучшим выбором выбрать именно этот двигатель для повышения производительности, которую вы имели в виду.
Рис. 1. Концепция гильзы цилиндра и выравнивающие/сопрягаемые поверхности. Вы можете увидеть разницу в высоте охлаждающей жидкости по отношению к верхнему концевому кольцу поршня
.Автор Дитер ван дер Пут
ВИДОВ ГИЛЬЗ ЦИЛИНДРОВ.Гильза цилиндра представляет собой цилиндрическую деталь… | by Jaidarshan Indocraft
Гильза цилиндра представляет собой цилиндрическую деталь, которая вставляется в блок двигателя для образования цилиндра. Это одна из наиболее важных функциональных частей, составляющих внутреннюю часть двигателя.
Это одна из наиболее важных функциональных частей, составляющих внутреннюю часть двигателя.
В Японии это называется гильзой цилиндра, но в некоторых странах (или компаниях) это называется гильзой цилиндра. Это основные функции гильзы цилиндра.
Гильзы цилиндров представляют собой внутренние металлические компоненты внутри поршня, которые защищают его от износа при работе двигателя.Используются три основных типа лайнеров: горячие, сухие и оребренные. Целью каждого типа является защита поршня от тепла и загрязнений с использованием немного разных методов. Гильзы цилиндров являются дорогими, точно изготовленными продуктами и в основном приобретаются в специализированных магазинах.
Стенка цилиндра двигателя находится под воздействием высокой температуры и высокого давления, при этом поршень и поршневые кольца скользят с высокой скоростью. В частности, поскольку от двигателей грузовых автомобилей и автобусов требуется более длительный срок службы, чугунные цилиндры, обладающие отличными износостойкими свойствами, используются только для деталей цилиндров.
Кроме того, в связи с недавней тенденцией к созданию более легких двигателей, материалы для блоков цилиндров стали переходить с чугуна на алюминиевые сплавы. Однако, как поверхность скольжения для внутреннего цилиндра, прямое скользящее движение алюминиевых сплавов имеет недостатки в деформации в процессе эксплуатации и износостойкости. По этой причине в большинстве случаев используются чугунные гильзы цилиндров.
Сухие гильзы цилиндров относятся к основным средствам защиты поршней. Они должны выдерживать чрезвычайно высокие температуры и защищать от загрязнений, поэтому они изготовлены из высококачественных материалов, таких как чугун и керамическое никелированное покрытие.Сухие вкладыши намного тоньше, чем их аналоги, влажные вкладыши. Они не взаимодействуют с охлаждающей жидкостью двигателя, а вместо этого обеспечивают очень плотное прилегание к рубашке блока цилиндров для защиты поршня от тепла и загрязнений.
Мокрые гильзы цилиндров защищают поршни иначе, чем сухие, но сделаны из того же прочного материала. Они вступают в непосредственный контакт с охлаждающей жидкостью двигателя. Иногда мокрые гильзы цилиндров снабжены крошечными отверстиями, помогающими рассеивать тепло и загрязнения.Эти типы гильз называются гильзами с водяной рубашкой, но это просто еще один тип мокрых гильз цилиндров. Если гильза не имеет рубашки охлаждения, она создается гильзой за счет взаимодействия с рубашкой, имеющейся в блоке цилиндров.
Они вступают в непосредственный контакт с охлаждающей жидкостью двигателя. Иногда мокрые гильзы цилиндров снабжены крошечными отверстиями, помогающими рассеивать тепло и загрязнения.Эти типы гильз называются гильзами с водяной рубашкой, но это просто еще один тип мокрых гильз цилиндров. Если гильза не имеет рубашки охлаждения, она создается гильзой за счет взаимодействия с рубашкой, имеющейся в блоке цилиндров.
Ребристые гильзы цилиндров изготавливаются из однотипного жаропрочного и грязестойкого металла. Этот тип гильзы разработан для двигателей с воздушным охлаждением и в эксплуатации работает так же, как и гильза сухого цилиндра, поскольку охлаждающей средой для двигателя является воздух.Однако эти гильзы оснащены крошечными ребрами, которые позволяют входящему воздуху с большой силой обтекать цилиндр, обеспечивая охлаждение.
Гильзы цилиндров – Наноповерхности
Отверстия блока цилиндров в двигателях внутреннего сгорания, особенно в двигателях с алюминиевыми блоками, обычно не выдерживают длительного скользящего контакта с движущимся поршнем, поэтому должны быть усилены вставкой в виде гильзы цилиндра из более прочного материала. Большинство гильз цилиндров сегодня изготавливаются из чугуна.Внутренняя поверхность гильзы имеет специальный рисунок хонингования, помогающий свести к минимуму трение и износ, предотвратить заклинивание поршня, снизить расход масла и утечку газа. Наиболее сильный износ колец происходит вблизи верхней мертвой точки гильзы, когда внутренние напряжения максимальны, а скорость движения поршня близка к нулю, что создает условия для разрушения масляной пленки.
Большинство гильз цилиндров сегодня изготавливаются из чугуна.Внутренняя поверхность гильзы имеет специальный рисунок хонингования, помогающий свести к минимуму трение и износ, предотвратить заклинивание поршня, снизить расход масла и утечку газа. Наиболее сильный износ колец происходит вблизи верхней мертвой точки гильзы, когда внутренние напряжения максимальны, а скорость движения поршня близка к нулю, что создает условия для разрушения масляной пленки.
Трибокондиционирование гильз цилиндров позволяет значительно уменьшить трение вблизи точек поворота в системе поршень/отверстие, и в то же время улучшает уплотнение и снижает риск заклинивания поршня.Гильзы цилиндров с трибокондиционированием имеют более плоские площадки, что приводит к оптимальному распределению контактного давления между отверстием и поршневыми кольцами, а также лучше удерживают масло по сравнению с обычными гильзами.
Трибокондиционирование гильз цилиндров выполняется на стандартных хонинговальных станках с набором инструментов для трибокондиционирования, устанавливаемых на хонинговальную головку вместо хонинговальных брусков, и технологической жидкости, специально разработанной для содержания соответствующих химических прекурсоров. В настоящее время ANS работает в тесном сотрудничестве с ведущими мировыми производителями хонинговального оборудования, чтобы внедрить трибокондиционирование в массовое производство.
В настоящее время ANS работает в тесном сотрудничестве с ведущими мировыми производителями хонинговального оборудования, чтобы внедрить трибокондиционирование в массовое производство.
Влияние трибообработки на профиль шероховатости поверхности и кривую площади опоры гильз цилиндров
(по Б. Жмуд, Трибология и технология смазки, 2011, стр. 42-49).
Влияние трибокондиционирования на трение кольца-вкладыша (по Б. Жмуду, Э. Томанику, Ф.-А. Ксавьеру, 3-й международный симпозиум по трибологии, Лулео, Швеция, 19-21 марта 2013 г.).
Снижение износа поршневых колец за счет трибокондиционирования стенки цилиндра (после Б.Жмуд, Компонент автомобиля 5, 2012, стр. 18-21).
Установка гильзы цилиндра Land Cruiser
Подшипник №
Рис. 3-109
Рис. 3-109
ОСМОТР И РЕМОНТ
Блок цилиндров 8c Гильза
1. Очистите и проверьте блок цилиндров на наличие трещин и задиров.
2. Используя прецизионную линейку и толщиномер, осмотрите верхнюю поверхность блока цилиндров на предмет коробления.
Предельное коробление поверхности верхнего борта
Рис.3-111
Рис. 3-111
3. Осмотрите линии, указанные слева, на предмет коробления.
4. Осмотрите цилиндры на наличие вертикальных царапин.
При наличии глубоких царапин необходимо расточить гильзу цилиндра.
При растачивании цилиндра расточите все цилиндры до одинакового размера.
Рис. 3-113
Рис. 3-113
- Рис. 3-114
Рис. 3-115
5. Измерьте отверстия цилиндров сверху, посередине и снизу, как показано на рисунке.Если диаметр отверстия превышает предел, его необходимо расточить.
рк | Размер | |
Б Двигатель | Двигатель 2B | |
3 | 95,02–95,03 мм (3,7409–3,7413 дюйма) | 98,02–98,03 мм (3,8590–3,8594 дюйма) |
Отметки отверстий выбиты на верхней поверхности блока цилиндров, как показано на рисунке.
Метки отверстий выбиты на верхней поверхности блока цилиндров, как показано на рисунке.
Рис. 3-115
Рис. 3-116
6. Если износ составляет менее 0,3 мм (0,012 дюйма), обработайте гребень поршневого кольца в верхней части отверстия с помощью развертки для гребня.
Если этот шаг не выполнить перед снятием поршней, то посадочные площадки поршневых колец будут повреждены.
Рис. 3-116
Поршень O/S
O/S Поршень
7. При растачивании гильз цилиндров используйте поршни увеличенного размера.
Увеличенный диаметр поршня, двигатель O/S 1.00 B 95,88–95,91 мм
Рис. 3-117
Рис. 3-118
Рис. 3-117
Рис. 3-118
8. Используйте следующее уравнение для определения диаметра растачивания после растачивания.
Где B: Диаметр после растачивания P: Диаметр поршня O/S C: Зазор поршня 0,11–0,13 мм (0,0043–0,0051 дюйма) H: Припуск на хонингование Менее 0,02 мм
9. Замените гильзу цилиндра, если повреждение отверстия слишком велико или если отверстие изношено настолько, что 0/S 1. 00 поршень использовать нельзя.
00 поршень использовать нельзя.
(1) Выпрессуйте гильзу цилиндра с помощью SST [09218-56010].
Рис. 3-119
Рис. 3-119
(2) Выберите гильзу с той же маркировкой, что и на блоке цилиндров, «A» или «B».
Рис. 3-120
(3) Перед установкой смажьте наружную поверхность гильзы моторным маслом.
Рис. 3-121
Рис. 3-121
(4) Запрессуйте вкладыш с помощью SST [09218 -56010].
Сила прессования
После запрессовки гильзы расточите и отхоните отверстие гильзы, чтобы оно соответствовало стандартному поршню.
Рис. 3-122
Рис. 3-122
10. Измерьте выступ гильзы цилиндра над верхней поверхностью блока цилиндров в четырех точках.
Выступ 0,01–0,10 мм
Рис. 3-123
Рис. 3-123
1. Отрегулируйте выступ гильзы цилиндра с помощью прокладок гильзы цилиндра.
Толщина прокладки гильзы цилиндра
1. Отрегулировать выступ гильзы цилиндра с помощью прокладок гильзы цилиндра.
Толщина прокладки гильзы цилиндра
Поршневой палец и шатун
1.Проверьте посадку пальца, покачивая поршень под прямым углом к пальцу.
Если чувствуется какое-либо движение, замените поршень и палец.
3. Снимите поршневой палец с помощью SST [09221 -46010].
Рис. 3-127
Рис. 3-127
Рис. 3-128
Рис. 3-128
4. Проверьте пригодность поршневого пальца.
Нагрейте поршень примерно до 60°C (140°F) и смажьте палец моторным маслом. После этого должна быть возможность вдавить штифт в отверстие поршня нажатием большого пальца.
5. Измерьте масляный зазор между втулкой и поршневым пальцем.
Масляный зазор
Рис. 3-129
Рис. 3-129
6. Замените втулку на SST [09222-66010]. — Примечание —
Совместите смазочное отверстие втулки с смазочным отверстием шатуна.
Рис. 3-130
Рис. 3-130
7. После установки втулки обработайте отверстие втулки с помощью шлифовального станка.
Рис. 3-131
Рис. 3-131
8. Соединение между втулкой и штифтом должно быть таким, чтобы штифт, покрытый моторным маслом, можно было вставить большим пальцем при нормальной температуре.
Рис. 3-132
Подшипник шатуна
1. Проверьте подшипники на наличие отслоений или задиров. Если поврежден, замените.
Рис. 3-133
Рис. 3-133
2. Измерьте диаметр шатунной шейки.
Если износ чрезмерный, коленчатый вал необходимо отшлифовать или заменить.
Диаметр шатунной шейки (стандартный)
Рис. 3-134
Рис. 3-134
3. Измерьте масляный зазор шатунной шейки.
(1) Очистите шейку коленчатого вала, шатун, крышку и подшипники.
Рис. 3-135
- Рис. 3-136
(2) Наложите полоску пластиджа на штифт.
(3) Затяните колпачковые гайки с указанным моментом.
Не проворачивайте шатун или коленчатый вал.
Рис. 3-137
Рис. 3-137
3-137
Рис. 3-138
(4) Измерьте пластидж в самом широком месте.
Если зазор не соответствует спецификации, замените подшипники.
Масляный зазор
(0,0012 — 0.0028 дюймов) Тип подшипника U/S 0,25,0,50,1,00
Рис. 3-138
Поршень
1. Проверьте поршень на предмет износа и повреждений, особенно в канавках поршневых колец и посадочных площадках колец.
Рис. 3-140
Метка размера поршня
Маркировка спереди
арк | Размер поршня | |
Б Двигатель | Двигатель 2B | |
2 3 | 94.90–94,91 мм (3,7362–3,7366 дюйма) | 97,90–97,91 мм (3,8543–3,8547 дюйма) |
Метка размера поршня
Маркировка спереди
На верхней поверхности поршня имеется маркировка, обозначающая переднюю сторону, и выбитые коды, указывающие диаметр поршня и отверстие под поршневой палец.
2. Проверьте зазор поршня.
(1) Измерьте диаметр поршня в направлении тяги примерно на 15 мм (0,59 дюйма) вверх от нижнего края юбки. Измерение должно производиться при нормальной температуре 20°C (68°F).
Рис. 3-139
Рис. 3-140
Рис. 3-141
Рис. 3-142
(2) Измерьте диаметр цилиндра и вычтите размер поршня.
Рис. 3-142
- Рис. 3-143
рк | Размер цилиндра | |
Б Двигатель | Двигатель 2B | |
2 3 | 95.02 — 95,03 мм (3,7409 -3,7413 дюйма) | 98,02–98,03 мм (3,8590–3,8594 дюйма) |
Зазор поршня
3 Соберите поршень и шатун следующим образом.
(1) Нагрейте поршень примерно до 60°C (140°F) перед установкой поршневого пальца.
Совместите переднюю метку поршня и метку шатуна, как показано на рисунке.
Марка
Маркировка спереди
Марка
Маркировка спереди
Рис. 3-144
Рис.3-144
(3) Установите поршневой палец с помощью SST [09221 -46010],
Рис. 3-145
Рис. 3-145
- Рис. 3-146
(4) Установите стопорное кольцо с обеих сторон. — Внимание —
Убедитесь, что стопорное кольцо полностью на месте.
Поршневое кольцо
1. Снимите поршневое кольцо с помощью расширителя поршневых колец.
Рис. 3-147
Рис. 3-147
2. Измерьте торцевой зазор поршневого кольца с кольцом в нижней части отверстия цилиндра, где износ наименьший.
Используйте кольца правильного размера, соответствующие размеру поршня.
Рис. 3-148
Рис. 3-148
2. Измерьте торцевой зазор поршневого кольца с кольцом в нижней части отверстия цилиндра, где износ наименьший.
Используйте кольца правильного размера, соответствующие размеру поршня.
Кольцо | Б Двигатель | Двигатель 2B |
№1 Масляное кольцо № 2 | 0,30–0,50 мм (0,0118–0,0197 дюйма) | 0,40–0,60 мм (0,0157–0,0236 дюйма) |
Рис. 3-149
Рис. 3-150
4. Очистите кольцевые канавки инструментом для очистки канавок или сломанным кольцом.
Рис. 3-150
Рис. 3-151
5. Установите поршневое кольцо с помощью расширителя поршневых колец.
1. Всегда устанавливайте кольца кодовыми метками вверх.
Рис. 3-151
.Соединение катушки
Наконечники колец
.Соединение катушки
Наконечники колец
2. Чтобы собрать смазочное кольцо и змеевик расширителя, убедитесь, что соединение змеевика расширителя находится на противоположной стороне концов кольца.
Рис. 3-152
Рис. 3-152
6. С зазором по толщине между канавкой и поверхностью кольца.
Калибр, измерьте кольцо № 1, и кольцо находится заподлицо с поршнем
Зазор между кольцом и канавкой № 1 0,03–0,07 мм (0,0012–0,0028 дюйма)
Рис.3-153
Рис. 3-153
Рис. 3-154
7. Измерьте № 2 и зазор канавки маслосъемного кольца. Если оно превышает спецификации, замените кольцо и/или поршень.
Зазор между кольцом и канавкой № 2 0,04–0,08 мм
Рис. 3-154
Рис. 3-155
Коленчатый вал и подшипник
1. Проверьте коленчатый вал на биение и, если оно превышает допустимое, замените.
Рис. 3-155
2. Измерьте коренную шейку коленчатого вала.
Если износ чрезмерный, коленчатый вал необходимо отшлифовать или заменить.
Диаметр коренной шейки (STD)
Рис. 3-156
Рис. 3-156
3. Измерьте зазор между коренной шейкой. (1) Очистите шейку, крышку и подшипник.
Рис. 3-157
Рис. 3-157
(2) Положите полоску пластиджа поперек шейки.
Рис. 3-158
Рис. 3-158
Не проворачивать коленчатый вал.
Рис. 3-159
Рис. 3-159
Рис. 3-160
(3) Затяните болты крышки до указанного момента затяжки.
Крутящий момент
Не проворачивать коленчатый вал.
(4) Измерьте пластидж в самом широком месте. Если зазор не соответствует спецификации, замените подшипники.
Масляный зазор
(0,0012–0,0028 дюйма) Тип подшипника U/S 0,25, 0,50, 1,00
Подшипник распределительного вала
1. Снимите заднюю расширительную заглушку распределительного вала.
Рис. 3-161
Рис. 3-161
2. Снимите подшипники распредвала с помощью SST [09210-56010].
Рис. 3-162
Рис.4. Установите новые подшипники с помощью SST[09210 __-56010],
.5. Проверьте масляный зазор подшипника.
Масляный зазор
Рис. 3165
3165
Жидкий серлер
Рис. 3165
Жидкий серлер
Рис. 3-166
Рис. 3-166
Рис. 3-167
6. Установите новую расширительную заглушку с жидким герметиком.
Задний сальник коленчатого вала
1. Снимите сальник.
2. Установите новый сальник с помощью SST [09223 -56010],
.СБОРКА
Соберите в порядке номеров.Рис. 3-168_
Тщательно очистите все собираемые детали.
Перед сборкой нанесите чистое моторное масло на все скользящие и вращающиеся поверхности деталей.
1. | Коленчатый вал | 8. | Масляный фильтр и трубка |
2. | Поршень и шатун | 9. | Нагнетательный насос |
3. | Масляный фильтр | 10. | Задний сальник |
4. | Масляный радиатор | 11. | Задняя торцевая пластина |
5. | Генератор | 12. | Маховик |
6. | Водяной насос | 13. | Подшипник входного вала |
7. | Корпус ГРМ |

- Рис. 3-170
Направьте стрелку вперед.
Рис. 3-171
Понемногу затягивайте болты крышек подшипников в два или три приема в указанной последовательности.
Рис. 3-171
Рис. 3-172
Затяните крышки подшипников с указанным моментом.
Рис. 3-172
Проверяйте плотность вращения коленчатого вала после каждой затяжки подшипника.
Рис. 3-173
Рис. 3-173
Измерить осевой зазор коленчатого вала.
Осевой зазор
СТД 0,07-0,18 мм
Рис. 3-174
3-174
Рис. 3-174
Рис. 3-175
A Накройте шатунные болты шлангом, чтобы защитить шатунные шейки от повреждений.
Рис. 3-175
Рис. 3-176
Расположите кольцевой зазор в указанном направлении.
Рис. 3-176
Концы маслосъемных колец должны находиться на противоположной стороне соединения расширительного змеевика.
Рис. 3-177
Передняя маркировка-
Маркировка спереди
Цилиндр №
Цилиндр №
Рис. 3-178
Рис. 3-179
Соберите правильно пронумерованный узел поршень/шатун так, чтобы насечка на поршне и метка «©» на шатуне были обращены вперед.
Рис. 3-178
Вставьте поршень в цилиндр, сжимая кольца с помощью компрессора поршневых колец.
Соблюдайте осторожность, чтобы не сломать поршневое кольцо.
Рис. 3-179
Вставьте поршень в цилиндр, сжимая кольца с помощью компрессора для поршневых колец.
Соблюдайте осторожность, чтобы не сломать поршневое кольцо.
Рис. 3-180
Рис. 3-180
Проверьте осевой зазор шатуна.
Осевой зазор
Затяните крышку шатуна до указанного момента.
Проверяйте плотность вращения коленчатого вала после каждой затяжки подшипника.
Проверить осевой зазор шатуна.
Осевой зазор
Рис. 3-181
Рис. 3-181
A Верните линию периода впрыска в прежнее положение.
- Рис. 3-183
Рис. 3-184
Затяните болты до указанного крутящего момента
Нанесите тонкий слой моторного масла на резьбу болтов и под головку перед установкой.
Проверить маховик на биение.
Предел биения
Рис.3-184
Рис. 3-185
Рис. 3-185
- Вставьте подшипник первичного вала с помощью SST [09304 -30012].
Продолжить чтение здесь: Система смазки
Была ли эта статья полезной?
Исправление гильзы цилиндра на Ferguson FE35
Хотите посмотреть наши видеоролики об обслуживании трактора? Нажмите здесь, чтобы увидеть, что у нас есть!
Пожалуйста, не могли бы вы помочь мне с установленной высотой гильзы цилиндра для моего двигателя Ferguson FE35 23C.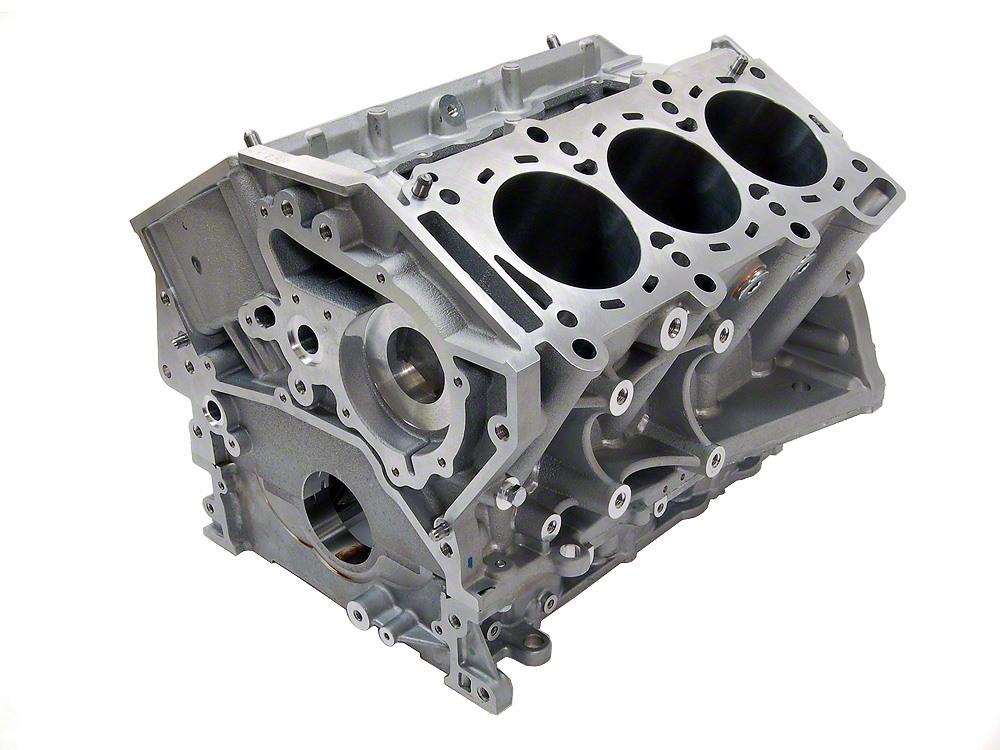 У меня 3 вкладыша 0.002? выше и 1 вкладыш 0,004? ниже. Гильзы новые, и мой блок цилиндров был очищен без признаков износа углублений гильз. Не могли бы вы также посоветовать установить гильзы с постоянным герметиком, таким как гильза Loctite? Всего наилучшего,
У меня 3 вкладыша 0.002? выше и 1 вкладыш 0,004? ниже. Гильзы новые, и мой блок цилиндров был очищен без признаков износа углублений гильз. Не могли бы вы также посоветовать установить гильзы с постоянным герметиком, таким как гильза Loctite? Всего наилучшего,
ГБ
Кент
Привет ГБ,
Допустимый допуск для выступа вкладыша над блоком составляет 0,001–0,004 дюйма. Поэтому вам необходимо поднять один вкладыш примерно на 0,006 дюйма. 3 потенциальных средства правовой защиты / вещи, которые нужно искать…..
1. Поменяйте вкладыши в разные отверстия и повторно измерьте. Это скажет вам, все ли вкладыши одинаковые, или это неправильная полка вкладыша на блоке.2. Самый простой способ — добавить прокладки к вкладышу, который в настоящее время находится под блоком. Конечно, вам нужно найти подходящую прокладку. Наши местные инженеры не смогли найти нужный размер, но вы можете найти того, кто может.
3. Третий вариант — стачивать верх блока вниз (в вашем случае около 0.
006in), а затем углубить полку вкладыша в трех других отверстиях на такую же величину. Технически вам нужно будет уменьшить верхнюю часть поршней на ту же величину (это может облегчить запуск вашего двигателя, так как будет небольшое увеличение компрессии). Ваша местная мастерская по ремонту двигателей должна быть в состоянии это сделать. Это решение, которое мы использовали с блоком от трактора на DVD-диске Engine Rebuild. С помощью этого метода вы, конечно, также получаете идеально ровную поверхность блока, что неплохо.
На этой фотографии показан 4-цилиндровый блок от MF35, который был отшлифован, чтобы решить проблему с выступающими гильзами. Обратите внимание на штриховку на новых вкладышах.
Нет необходимости вклеивать вкладыши или герметизировать их. Прокладка головки блока цилиндров (при установке на правильный выступ гильзы) обеспечит достаточно хорошее уплотнение. Не забудьте правильно поднять прокладку головки блока цилиндров — она будет помечена как ВЕРХ.
Надеюсь, эта информация вам поможет.

Спасибо за очень полезный и информативный ответ на мое письмо. Поскольку мой блок цилиндров все еще полностью разобран, я думаю, что последую вашему совету и обработаю блок.
И какая высота выступа поршня в собранном виде? Мне нужно проверить, какая у меня высота после механической обработки блока цилиндров, чтобы я мог установить, нужно ли менять днища поршней.
ГБ
Perkins дает цифру от нуля до -0,005 дюйма ниже блока цилиндров для 3-цилиндрового двигателя, но я не могу найти опубликованную цифру для 4-цилиндрового стандартного двигателя.
Я полагаю, что вам придется узнать, сколько было сошлифовано с вашего блока, и уменьшить поршни на столько же. Помните, что когда двигатель достигает рабочей температуры, алюминиевые поршни будут расширяться больше, чем железо блока, поэтому может иметь смысл не иметь высоту выступа точно нулевую.
Приятно видеть, что кто-то думает и работает с такой точностью.
Именно двигатели, собранные с такой точностью, становятся хорошими пусковыми устройствами.
Извините, я не могу найти точную цифру, которую вы ищете.
ВТЭ
Получите доступ к нашей серии работ по обслуживанию тракторов… БЕСПЛАТНО!
Станьте МАСТЕРОМ по обслуживанию тракторов. Получите лучшие учебные пособия, советы и новости, предназначенные для повышения ваших навыков. Идеально подходит для обеспечения бесперебойной работы вашего трактора. Мы публикуем примерно одну статью в неделю.
Ваша информация *никогда* не будет передана или продана третьим лицам. Отписаться в любое время.
Гильзы и гильзы цилиндров, Производитель блоков с воздушным охлаждением
Производственная мощность
50000 штук в месяц
Ассортимент продукции
- Чугунная гильза цилиндра
- Мокрая гильза цилиндра
- Сухая гильза цилиндра
- Фотостатированная гильза цилиндра
- Гильза цилиндра Cromard
- Гильза цилиндра с воздушным охлаждением
- Гильза цилиндра с водяным охлаждением
- Ребристая гильза цилиндра
Отделка
Полуфабрикаты и полностью готовые изделия
Технические характеристики изделия
| Размер | Диапазон (в мм) |
|---|---|
| Диаметр отверстия | от 55 до 200 |
| Внешний диаметр | от 60 до 230 |
| Общая длина | от 110 до 300 |
Технические характеристики
| Стандарты спецификации материалов | |
|---|---|
| Индия | ИС-ФГ 220 |
| Европа | ГГ20, ГГ25, ГГ30 |
| Американский | АСТМ, А48 |
Микроструктура
Графитовый тип: «A» и «B» («D» и «E» в случайном порядке)
Размер чешуек: 4-6 микрон
Свободный феррит: Менее 5%
Матрица: Пластинчатый жемчуг
| Химический состав | Минимум | Максимум |
|---|---|---|
| Углерод | 2.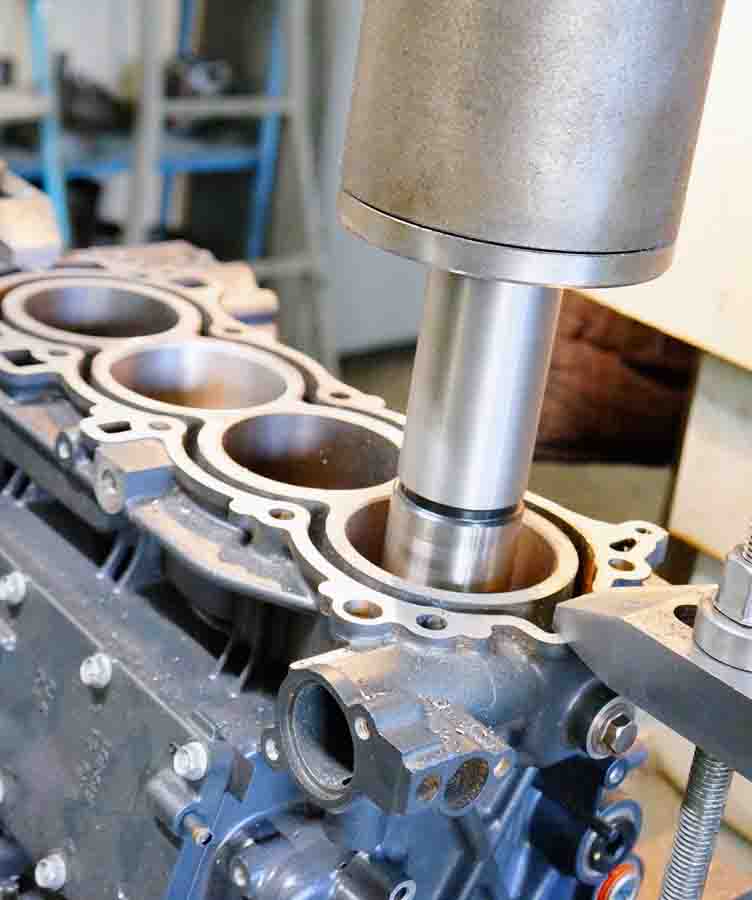 |