Приготовление электролита для аккумуляторных батарей
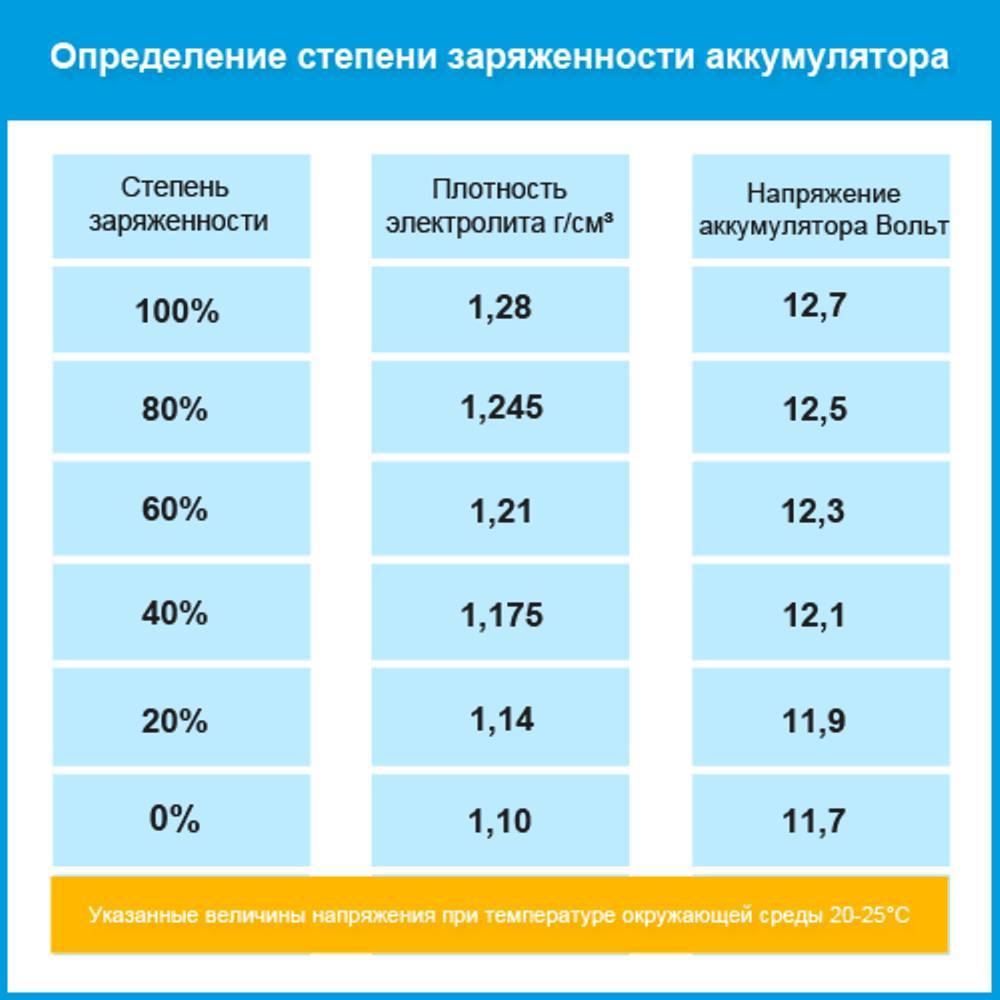
Какова зависимость плотности электролита от климатической зоны?
Электролит приготовляется путём разведения аккумуляторной серной кислотыплотностью 1,83-1,84 г/см3 (ГОСТ 667–73) в дистиллированной воде с допустимыми примесями.
Химическая чистота электролита оказывает существенное влияние наработоспособность и срок службы батарей. Загрязнение электролита такими вредными примесями, как железо, марганец, хлор и другие, приводит к повышенному саморазряду батарей, снижению отдаваемой ёмкости, разрушению электродов ипреждевременному выходу батареи из строя. Поэтому для приготовления электролита запрещается применять техническую серную кислоту и загрязненную (недистиллированную) воду. При приготовлении электролита, приведении батарей в рабочее состояние и техническом обслуживании батарей в процессе эксплуатациинеобходимо пользоваться только специальной посудой (стойкой к действию серной кислоты) и соблюдать чистоту.
В исключительных случаях при отсутствии дистиллированной воды для приготовления электролита допускается использование снеговой или дождевой воды, предварительно профильтрованной через чистое полотно для очистки от механических загрязнений. Нельзя собирать воду с железных крыш и в железные сосуды.
Электролит следует готовить в стойкой к действию серной кислоты посуде (эбонитовой, фаянсовой, керамической и т.п.), соблюдая при этом особую осторожность и правила техники безопасности. Применение железной, медной или цинковой посуды категорически запрещается!
Аккумуляторные батареи в зависимости от климатической зоны заливаются электролитом, имеющим плотность, указанную в графе 4 таблицы №1: «Плотность электролита при приведении аккумуляторных батарей в рабочее состояние с учётом климатических зон». Электролит требуемой плотности может быть приготовлен непосредственно из кислоты плотностью 1,83-1,84 г/см3 и дистиллированной воды. Однако при непрерывном вливании кислоты в воду происходит сильный разогрев раствора (80-90°C) и требуется длительное время для его остывания.
Раствор серной кислоты плотностью 1,40 г/см3, приведённой к 25°C, должен готовиться заранее и после охлаждения храниться в стеклянной или полиэтиленовой посуде.
Количество воды, кислоты или её раствора плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита, указано в таблице №2: «Количество дистиллированной воды, кислоты или её раствора плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита требуемой плотности при температуре 25°C».
Таблица №1:
Плотность электролита при приведении аккумуляторных батарей
в рабочее состояние с учётом климатических зон
| Климатические зоны и районы | Средняя месячная температура воздуха в январе, °C | Время года | Плотность электролита, приведённая к 25°C, г/см3 | |
| заливаемого | полностью заряженной батареи | |||
| 1 | 2 | 3 | 4 | 5 |
| очень холодная | от –50 до –30 | зима | 1,28 | 1,30 |
| лето | 1,24 | 1,26 | ||
| холодная | от –30 до –15 | круглый год | 1,26 | 1,28 |
| умеренная | от –15 до –4 | круглый год | 1,24 | 1,26 |
| тёплая и влажная | от +4 до + 6 | круглый год | 1,20 | 1,22 |
| жаркая | от –15 до +4 | круглый год | 1,22 | 1,24 |
Примечание: Допускаются отклонения плотности электролита на ±0,01 г/см3.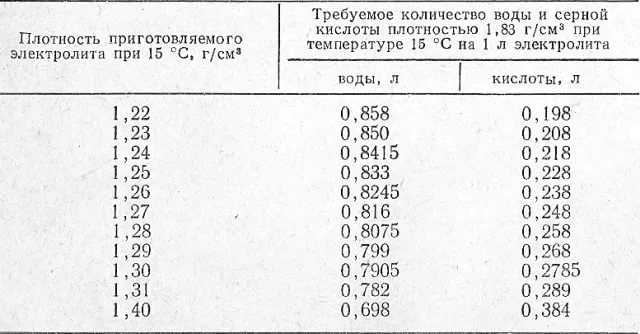
Расчёт проводится в такой последовательности: определяется общий объём электролита для заливки нужного числа батарей, затем подсчитывается количество дистиллированной воды и раствора кислоты плотностью 1,40 г/см3, нужное для приготовления электролита заданной плотности для заливки всех батарей.
Таблица №2:
Количество дистиллированной воды, кислоты или её раствора
плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита
требуемой плотности при температуре 25°C
| Требуемая плотность электролита, г/см3 | Количество воды, л | Количество серной кислоты плотностью 1,83 г/см3 | Количество воды, л | Количество раствора серной кислоты плотностью 1,40 г/см3, л |
|
| л | кг | ||||
| 1,20 | 0,859 | 0,200 | 0,365 | 0,547 | 0,476 |
| 1,21 | 0,849 | 0,211 | 0,385 | 0,519 | 0,500 |
| 1,22 |
0,839 | 0,221 | 0,405 | 0,491 | 0,524 |
| 1,23 | 0,829 | 0,231 | 0,424 | 0,465 | 0,549 |
| 1,24 | 0,819 | 0,242 | 0,444 | 0,438 | 0,572 |
| 1,25 | 0,809 | 0,253 | 0,464 | 0,410 | 0,601 |
| 1,26 | 0,800 | 0,263 | 0,484 | 0,382 | 0,624 |
| 1,27 | 0,791 | 0,274 | 0,503 | 0,357 | 0,652 |
| 1,28 | 0,781 | 0,285 | 0,523 | 0,329 | 0,679 |
| 1,29 | 0,772 | 0,295 | 0,541 | 0,302 | 0,705 |
| 1,31 | 0,749 | 0,319 | 0,585 | 0,246 | 0,760 |
Примечания:
1). Если требуется приготовить электролита больше или меньше одного литра, необходимо взять количество воды и кислоты или раствора, кратное или долевое к указанному в таблице. Например, для приготовления 5 л электролита количество воды и кислоты, приведённое в таблице, нужно умножить на 5, а для приготовления 0,5 л – умножить на 0,5.
Если требуется приготовить электролита больше или меньше одного литра, необходимо взять количество воды и кислоты или раствора, кратное или долевое к указанному в таблице. Например, для приготовления 5 л электролита количество воды и кислоты, приведённое в таблице, нужно умножить на 5, а для приготовления 0,5 л – умножить на 0,5.
2). Аккумуляторная серная кислота учитывается на складах и выдаётся потребителям не в литрах, а в килограммах, поэтому при составлении заявки и получении кислоты со склада надо знать потребное её количество в килограммах. Можно также определить нужное количество кислоты в килограммах, умножив рассчитанное её количество в литрах на 1,83.
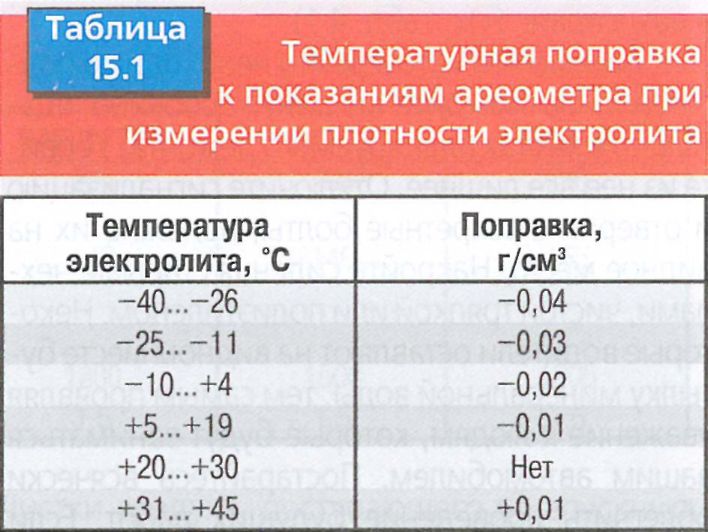
При возникновении сомнений относительно температуры замерзания электролита обратитесь к таблице №3
Таблица №3:
Температура замерзания электролита
| Плотность электролита при 25°C, г/см3 |
Температура замерзания, °C |
Плотность электролита при 25°C, г/см3 |
Температура замерзания, °C |
| 1,09 | 1,22 | –40 | |
| 1,10 | –8 | 1,23 | –42 |
| 1,11 | –9 | 1,24 | –50 |
| 1,12 | –10 | 1,25 | –54 |
| 1,13 | –12 | 1,26 | –58 |
| 1,14 | –14 | 1,27 | –68 |
| 1,15 | –16 | 1,28 | –74 |
| 1,16 | –18 | 1,29 | –68 |
| 1,17 | –20 | 1,30 | –66 |
| 1,18 | –22 | 1,31 | –64 |
| 1,19 | –25 | 1,32 | –57 |
| 1,20 | –28 | 1,33 | –54 |
| 1,21 | –34 | 1,40 | –37 |
Заливка батарей электролитом
Температура электролита, заливаемого в аккумуляторные батареи, должна быть не выше 30°C и не ниже 15°C.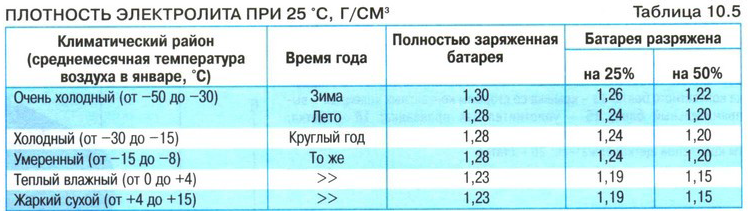 Непосредственно перед заливкой электролита вывёртывают вентиляционные пробки и удаляют детали или элементы пробки, герметизирующие вентиляционные отверстия. Если в горловине под пробкой имеется герметизирующий диск, его необходимо удалить. Затем постепенно, небольшой струёй заливают электролит до тех пор, пока поверхность электролита не коснётся нижнего торца тубуса горловины крышки.
Непосредственно перед заливкой электролита вывёртывают вентиляционные пробки и удаляют детали или элементы пробки, герметизирующие вентиляционные отверстия. Если в горловине под пробкой имеется герметизирующий диск, его необходимо удалить. Затем постепенно, небольшой струёй заливают электролит до тех пор, пока поверхность электролита не коснётся нижнего торца тубуса горловины крышки.
Завышенная плотность электролита приводит к снижению срока службы аккумулятора.
Заниженная плотность электролита приводит к снижению ЭДС и затруднению пуска двигателя, а также к повышению опасности замерзания электролита в зимний период эксплуатации.
Электролит щелочной
Описание: Электролитом для аккумуляторов служит водный раствор гидрата окиси калия технического высшего сорта плотностью (1200+) кг/куб.м (1,19-1,21 г/куб.см) с добавкой 20 г/л гидрата окиси лития.
При температуре окружающей среды от — 20 град.С до — 40 град.С плотность электролита должна быть 1,26-1,28 г/куб.см без добавки гидрата окиси лития.
Для уменьшения испарения воды из раствора электролита рекомендуется залить в каждый аккумулятор индустриальное масло И-20А ГОСТ 20799-88 слоем 4-5 мм, сдерживающее накопление карбонатов.
Предлагаем электролит гарантированно высокого качества, изготовленный по ТУ 2384-006-52124071-2008. Плотность 1,2. Готов к использованию в нормальных условиях эксплуатации (от + 35 до — 20 град С). Упакован в полиэтиленовые канистры емкостью 10 литров.
Состав электролита
№ п/п | Наименование показателя | Требования ГОСТ (ТУ) | Результаты анализа |
1. | Плотность при 20 С, г/см куб. | 1-19-1,20 | 1,2 |
2. | Содержание гидроокиси калия, % | 24 | 24 |
3. | Содержание гидроокиси лития, % | 1 | 1 |

Таблица расчета требуемого количества электролита (в литрах) для заливки АКБ различных типов
К-во, шт. |
5НК-125 |
5НК-80 |
5НК-55 |
5KPL70P |
1 | 6. | 4 | 2,4 | 3,5 |
2 | 13,30 | 8 | 4,8 | 7,0 |
3 | 19,95 | 12 | 6,6 | 10,5 |
4 | 26,60 | 16 | 9,6 | 14 |
5 | 33,25 | 20 | 12,0 | 17,5 |
6 | 39,90 | 24 | 14,4 | 21 |
7 | 46,55 | 28 | 16,8 | 24,5 |
8 | 53,20 | 32 | 19,2 | 28 |
9 | 59,85 | 36 | 21,6 | 31,5 |
10 | 66,50 | 40 | 24,0 | 35 |
11 | 73,15 | 44 | 26,4 | 38,5 |
12 | 79,80 | 48 | 28,8 | 42 |
13 | 86,45 | 52 | 31,2 | 45,5 |
14 | 93,10 | 56 | 33,6 | 49 |
15 | 99,75 | 60 | 36,0 | 52,5 |
 65
65
По вопросам приобретения продукции обращайтесь в отдел продаж нашей компании.
Наш адрес: 197374, г. Санкт-Петербург, ул. Мебельная, 1/2
Наши телефоны: 8 (812) 324-18-02
Факс: 8 (812) 324-18-01
E-Mail: [email protected]
Контактное лицо: Валькова Валентина Ивановна
Каталог продукции
Влияние плотности тока электролита на электрохимическую обработку материала S-03
Rajurkar KP, Zhu D, McGeough JA, Kokaz J, De Silva A (1999) Новые разработки в области электрохимической обработки. CIRP Ann Manuf Technol 48(2):567–579
Статья Google Scholar
Fan ZJ, Zhao GG, Zhang LJ (2012) Конструкция катода на основе анализа со сложной канавкой. J Китайские боеприпасы 8(1):31–34
Google Scholar
Клоке Ф., Цейс М., Клинк А. (2012) Технологические и экономические возможности производства сплавов на основе титана и никеля методом электрохимической обработки (ЭХО). Key Eng Mater 504:1237–1242
(2012) Технологические и экономические возможности производства сплавов на основе титана и никеля методом электрохимической обработки (ЭХО). Key Eng Mater 504:1237–1242
Артикул Google Scholar
Шокрани А., Дхокиа В., Ньюман С.Т. (2012) Экологически чистая обработка труднообрабатываемых материалов с использованием смазочно-охлаждающих жидкостей. Int J Mach Tools Manuf 57:83–101
Артикул Google Scholar
Лабиб А.В., Кеасберри В.Дж., Аткинсон Дж., Фрост Х.В. (2011) На пути к контроллерам электрохимической обработки нового поколения: подход управления с помощью нечеткой логики к ECM. Expert Syst Appl 38(6):7486–7493
Статья Google Scholar
Вальтер Б., Шильм Дж., Михаэлис А., Лоренгель М. (2007) Электрохимическое растворение твердых металлических сплавов. Электрохим Акта 52(27):7732–7737
Электрохим Акта 52(27):7732–7737
Артикул Google Scholar
Xu ZY, Xu Q, Zhu D, Gong T (2013) Высокоэффективный метод электрохимической обработки каналов блиска. CIRP Ann Manuf Technol 62:187–190
Статья Google Scholar
Liu CW, Chen YL, Wu WC (2012) Комплексная разработка модульной производственной системы ECM на основе концепции реконфигурируемой производственной системы. Key Eng Mater 516 (18): 102–107
Артикул Google Scholar
Hewidy MS, Ebeid SJ, El-Taweel TA, Youssef AH (2007) Моделирование работы ECM с помощью низкочастотных вибраций. J Mater Process Technol 189(1):466–472
Статья Google Scholar
Jian LJ (2012) Исследование наложенного магнитного поля ECM квадратного отверстия.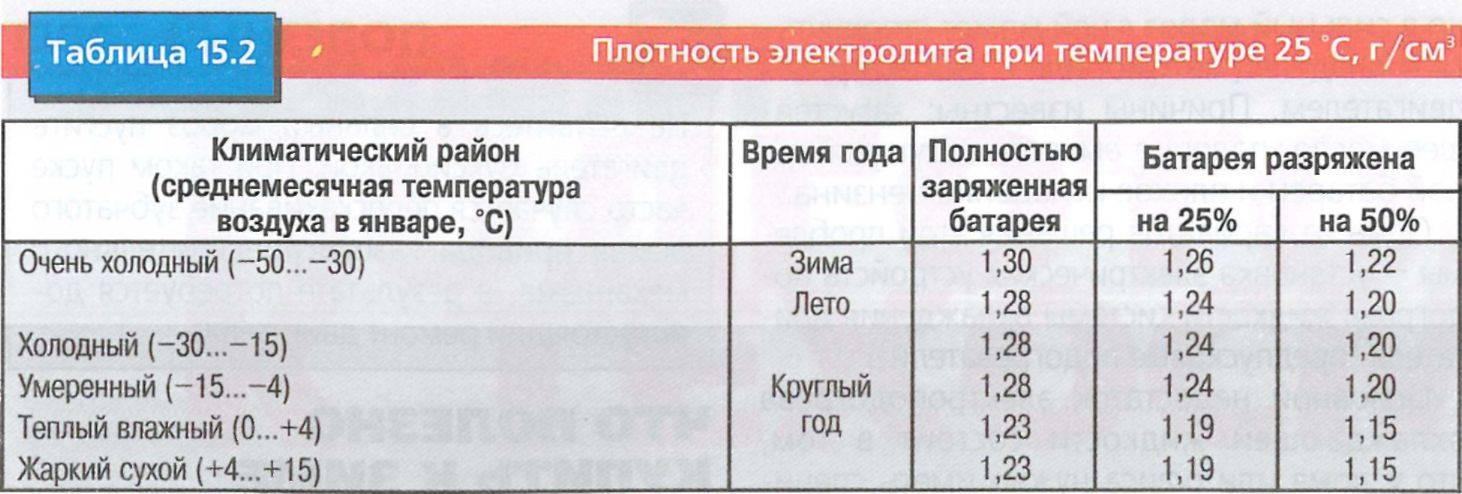 Adv Mater Res 443: 899–904
Adv Mater Res 443: 899–904
Google Scholar
Fan ZJ, Wang GG, Tang L (2010) Дизайн устройства и эксперимент по электрохимической обработке с помощью магнитного поля. Китайский язык J Mech Eng 46(1):194–198 (на китайском языке)
Статья Google Scholar
Котеата М., Шульце Х.П., Слатиняну Л. (2011) Сверление труднообрабатываемой стали методом электрохимической обработки. Mater Manuf Process 26(12):1466–1472
Артикул Google Scholar
Lee SJ, Chen YH, Liu CP, Fan TJ (2013) Электрохимическая механическая полировка гибкой подложки из нержавеющей стали для тонкопленочных солнечных элементов. Int J Electrochem Sci 8:6878–6888
Google Scholar
Tsui HP, Hung JC, You JC, Yan BH (2008) Повышение точности электрохимического микросверления с использованием спирального инструмента. Mater Manuf Process 23(5):499–505
Mater Manuf Process 23(5):499–505
Артикул Google Scholar
Wang W, Zhu D, Qu NS, Huang SF, Fang XL (2010) Электрохимическое бурение с вакуумной экстракцией электролита. J Mater Process Technol 210(2):238–244
Статья Google Scholar
Sun Q, Zhang QL, Sun Y (2012) Влияние перестройки частоты на характеристики радиолокационного обнаружения при ECM. Adv Mater Res 403: 549–552
Google Scholar
Суэйн А.К., Сундарам М.М., Раджуркар К.П. (2012) Использование микроинструментов с покрытием в передовом производстве: предварительное исследование в контексте электрохимической обработки (ЭХО). J Manuf Process 14(2):150–159
Артикул Google Scholar
Малапати М., Бхаттачарья Б.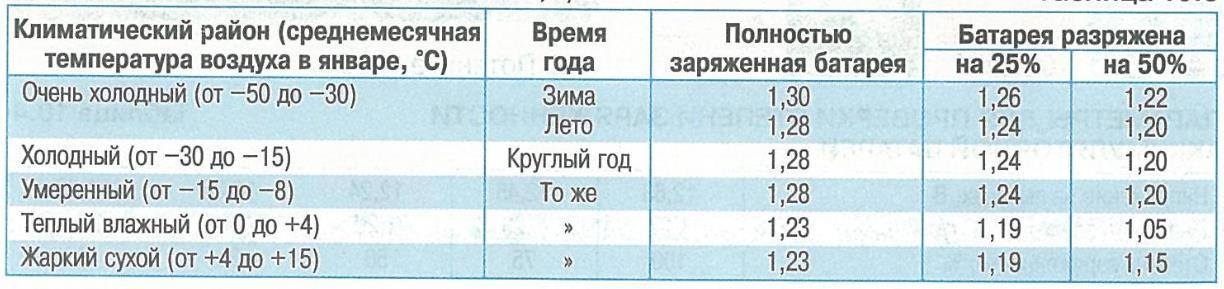 (2011) Исследование процесса электрохимической микрообработки во время генерации микроканалов. Mater Manuf Process 26(8):1019–1027
(2011) Исследование процесса электрохимической микрообработки во время генерации микроканалов. Mater Manuf Process 26(8):1019–1027
Артикул Google Scholar
Thanigaivelan R, Arunachalam RM (2010) Экспериментальное исследование влияния формы наконечника инструментального электрода на электрохимическую микрообработку нержавеющей стали 304. Mater Manuf Process 25(10):1181–1185
Артикул Google Scholar
Wu JM (2010) Численное моделирование трехмерного катодного поля течения ECM для уменьшения веса прямоугольной внутренней стенки глухой канавки. Adv Mater Res 102:321–325
Артикул Google Scholar
Yang Y, Kang M, Fu XQ (2011) Исследование процесса NC-ECM со сферическим катодом на основе FEM. Key Eng Mater 458:93–98
Артикул Google Scholar
 «>
«>Hewidy MS (2005) Контроль толщины съема металла в процессе ЭХО. J Mater Process Technol 160:348–353
Статья Google Scholar
Занджани М.Ю., Кашани Х.Г., Мирахмади А. (2013) Усовершенствование электрохимического точения для обработки сложных форм с использованием простого датчика размера зазора и трубчатого инструмента. Int J Adv Manuf Technol 1–7
Lu YH, Liu K, Zhao DB (2011) Экспериментальное исследование по мониторингу межэлектродного зазора ЭХО с шестиосным датчиком силы. Int J Adv Manuf Technol 55(5–8):565–572
Статья Google Scholar
Дхобе С.Д., Долои Б., Бхаттачарья Б. (2011) Анализ характеристик поверхности титана при ЭХО. Int J Mach Mach Mater 10 (4): 293–309
Google Scholar
Клоке Ф. , Цейс М., Клинк А. (2012) Технологические и экономические возможности производства сплавов на основе титана и никеля методом электрохимической обработки (ЭХО). Key Eng Mater 504:1237–1242
, Цейс М., Клинк А. (2012) Технологические и экономические возможности производства сплавов на основе титана и никеля методом электрохимической обработки (ЭХО). Key Eng Mater 504:1237–1242
Артикул Google Scholar
Бургер М., Колл Л., Вернер Э.А., Платц А. (2012) Характеристики электрохимической обработки и итоговое качество поверхности монокристаллического материала на основе никеля LEK94. J Manuf Process 14(1):62–70
Артикул Google Scholar
Shibuya N, Ito Y, Natsu W (2012) Электрохимическая обработка микроштифта из сплава карбида вольфрама с раствором NaNO 3 . Int J Precis Eng Manuf 13(11):2075–2078
Артикул Google Scholar
Холштейн Н., Краусс В., Конис Дж. (2011) Разработка новых технологий обработки вольфрама для электрохимической обработки (ЭХО) компонентов, обращенных к плазме. Fusion Eng Des 86(9–11):1611–1615
Fusion Eng Des 86(9–11):1611–1615
Статья Google Scholar
Wang MH, Peng W, Yao CY, Zhang QF (2010) Электрохимическая обработка спирального внутреннего турбулизатора. Int J Adv Manuf Technol 49:969–973
Артикул Google Scholar
Шнайдер М., Шрот С., Шуберт Н., Михаэлис А. (2012) Исследование топографии поверхности на месте во время анодного растворения меди в условиях, близких к ЭХО. Mater Corros 63(2):96–104
Статья Google Scholar
Zhu D, Zhu D, Xu ZY (2012) Оптимальная конструкция листового катода с использованием W-образного режима потока электролита в ECM. Int J Adv Manuf Technol 62 (1–4): 147–156
Артикул Google Scholar
De Silva AKM, Altena HSJ, McGeough JA (2003) Влияние концентрации электролита на точность копирования — ECM. CIRP Ann Manuf Technol 52(1):165–168
CIRP Ann Manuf Technol 52(1):165–168
Статья Google Scholar
Демянцева Н.Г., Кузьмин С.М., Балмасов А.В. (2012) Оценка точности формообразования при электрохимической обработке металлов. Surf Eng Appl Electrochem 48 (3): 230–233
Артикул Google Scholar
Lohrengel MM, Rosenkranz C (2005) Микроэлектрохимические исследования поверхности и продуктов во время электрохимической обработки (ECM) в NaNO 3 . Corros Sci 47(3):785–794
Статья Google Scholar
Лоренгель М.М. (2005) Импульсная электрохимическая обработка железа в NaNO 3 : основы и новые аспекты. Mater Manuf Process 20(1):1–8
Артикул Google Scholar
Neto JCS, Silva EM, Silva MB (2006) Промежуточные переменные в электрохимической обработке. J Mater Process Technol 179:92–96
J Mater Process Technol 179:92–96
Статья Google Scholar
Брусиловский З. (2008) Наладка и наладка электрохимических машин и контроль технологических параметров при обработке фасонных поверхностей. J Mater Process Technol 196(1–3):311–320
Статья Google Scholar
Гопал А.В., Чакрадхар Д. (2012) Параметрическая оптимизация электрохимической обработки стали EN-31 на основе подхода отношения Грея. Appl Mech Mater 110:1649–1656
Google Scholar
Qu NS, Xu ZY (2013) Повышение точности обработки лезвия для электрохимической обработки за счет оптимизации направлений подачи катода. Int J Adv Manuf Technol 1–8
Datta M, Landolt D (1980) О роли массопереноса в высокоскоростном растворении железа и никеля в электролитах ЭХМ — I. Растворы хлоридов. Электрохим Акта 25(10):1255–1262
Растворы хлоридов. Электрохим Акта 25(10):1255–1262
Артикул Google Scholar
Datta M, Landolt D (1980) О роли массопереноса в высокоскоростном растворении железа и никеля в электролитах ЭХМ-II. Растворы хлоратов и нитратов. Электрохим Акта 25(10):1263–1271
Артикул Google Scholar
Bannard J (1977) Влияние потока на эффективность растворения мягкой стали при ЭХО. J Appl Electrochem 7(3):267–270
Статья Google Scholar
Mao KW, Chin DT (1974) Анодное поведение мягкой стали в NaClO 3 при высоких плотностях тока. Int J Electrochem Sci 121(2):191–194
Статья Google Scholar
Бехар М.А., Гутьеррес Ф. (1993) Об определении выхода по току при электрохимической обработке с переменным зазором. J Mater Process Technol 37(1):691–699
J Mater Process Technol 37(1):691–699
Статья Google Scholar
Datta M, Landolt D (1981) Электрохимическая обработка в условиях импульсного тока. Электрохим Акта 26(7):899–907
Артикул Google Scholar
Datta M, Landolt D (1977) О влиянии концентрации электролита, pH и температуры на отбеливание поверхности никеля в условиях ECM. J Appl Electrochem 7(3):247–252
Статья Google Scholar
Майлхэм А.Р., Харви С.Дж., Стаут К.Дж. (1986) Характеристика электрохимически обработанных поверхностей. Wear 109(1):207–214
Артикул Google Scholar
Сотебин Р., Фройдево Х., Ландольт Д. (1980) Теоретическое и экспериментальное моделирование выравнивания поверхности при ЭХО в условиях первичного распределения тока. Int J Electrochem Sci 127(5):1096–1100
Int J Electrochem Sci 127(5):1096–1100
Статья Google Scholar
Hoare JP, LaBoda MA, McMillan ML, Wallace AJ (1969) Исследование различий между NaCl и NaClO 3 в качестве электролитов при электрохимической обработке. Int J Electrochem Sci 116 (2): 199–203
Артикул Google Scholar
Datta M, Landolt D (1975) Осветление поверхности при быстром растворении никеля в нитратных электролитах. Int J Electrochem Sci 122(11):1466–1472
Статья Google Scholar
Hoare JP (1970) Исследования оксидной пленки железа в электролитах для электрохимической обработки. Int J Electrochem Sci 117(1):142–145
Статья Google Scholar
Гошал Б., Бхаттачарья Б. (2013) Создание микроструктур на нержавеющей стали с помощью электрохимической микрообработки. Int J Adv Manuf Technol 1–12
Int J Adv Manuf Technol 1–12
Чин Д.Т., Уоллес А.Дж. (1973) Выход анодного тока и контроль размеров при электрохимической обработке. Int J Electrochem Sci 120(11):1487–1493
Статья Google Scholar
Hoare JP, Wiese CR (1975) Выход по току при электрохимической обработке железа и никеля. Corros Sci 15 (6): 435–440
Артикул Google Scholar
Chin DT, Mao KW (1974) Транспассивное растворение мягкой стали в электролитах NaNO 3 . J Appl Electrochem 4(2):155–161
Статья Google Scholar
Landolt D (1972) Измерение рассеивающей способности при быстром растворении никеля в активных и транспассивных условиях. Int J Electrochem Sci 119(6):708–712
Артикул Google Scholar
Богатый никелем катод и ионный жидкий электролит обеспечивают чрезвычайно высокую плотность энергии и хорошую стабильность — ScienceDaily
Science News
от исследовательских организаций
2
Катод с высоким содержанием никеля и ионно-жидкий электролит обеспечивают чрезвычайно высокую плотность энергии и хорошую стабильность
- Дата:
- 24 августа 2021 г.

- Источник:
- Технологический институт Карлсруэ (KIT)
- Резюме:
- Новый тип литий-металлической батареи достигает чрезвычайно высокой плотности энергии 560 ватт-часов на килограмм (в расчете на общий вес активных материалов) при замечательной стабильности. Исследователи использовали многообещающую комбинацию катода и электролита: богатый никелем катод позволяет накапливать высокую энергию на единицу массы, ионный жидкий электролит обеспечивает в значительной степени стабильную емкость в течение многих циклов.
- Поделиться:
Фейсбук Твиттер Пинтерест LinkedIN Электронная почта
ПОЛНАЯ ИНФОРМАЦИЯ
Новый тип литий-металлических батарей обеспечивает чрезвычайно высокую плотность энергии 560 ватт-часов на килограмм (в расчете на общий вес активных материалов) при замечательной стабильности. Исследователи использовали многообещающую комбинацию катода и электролита: богатый никелем катод позволяет накапливать высокую энергию на единицу массы, ионный жидкий электролит обеспечивает в значительной степени стабильную емкость в течение многих циклов.
объявление
В настоящее время литий-ионные аккумуляторы являются наиболее распространенным решением для мобильного питания. Однако в некоторых приложениях эта технология достигает своих пределов. Это особенно актуально для электромобилей, где желательны легкие и компактные автомобили с большим запасом хода. Альтернативой могут быть литий-металлические батареи. Они характеризуются высокой плотностью энергии, что означает, что они хранят много энергии на единицу массы или объема. Тем не менее, стабильность является проблемой, поскольку материалы электродов реагируют с обычными электролитными системами.
Исследователи из Технологического института Карлсруэ (KIT) и Института электрохимического хранения энергии имени Гельмгольца в Ульме (HIU) нашли решение. Как сообщили в Joule, в них используется новая многообещающая комбинация материалов. Бедный кобальтом, но богатый никелем слоистый катод (NCM88) достигает высокой плотности энергии. Однако при обычно применяемом коммерчески доступном органическом электролите (LP30) стабильность оставляет желать лучшего. Емкость памяти уменьшается с увеличением числа циклов. Профессор Стефано Пассерини, директор HIU и руководитель группы электрохимии аккумуляторов, объясняет причину: «В электролите LP30 частицы трескаются на катоде. Внутри этих трещин электролит вступает в реакцию и повреждает структуру. на аноде образуется литийсодержащий слой». По этой причине вместо этого ученые использовали нелетучий, плохо воспламеняющийся двуханионный ионный жидкий электролит (ИЛЭ). «С помощью ILE структурные модификации катода с высоким содержанием никеля могут быть значительно уменьшены», — говорит доктор Гук-Тае Ким из группы электрохимии для аккумуляторов HIU.
Емкость памяти уменьшается с увеличением числа циклов. Профессор Стефано Пассерини, директор HIU и руководитель группы электрохимии аккумуляторов, объясняет причину: «В электролите LP30 частицы трескаются на катоде. Внутри этих трещин электролит вступает в реакцию и повреждает структуру. на аноде образуется литийсодержащий слой». По этой причине вместо этого ученые использовали нелетучий, плохо воспламеняющийся двуханионный ионный жидкий электролит (ИЛЭ). «С помощью ILE структурные модификации катода с высоким содержанием никеля могут быть значительно уменьшены», — говорит доктор Гук-Тае Ким из группы электрохимии для аккумуляторов HIU.
Емкость сохраняется на уровне 88 процентов после 1000 циклов
Результаты: Литий-металлическая батарея с катодом NCM88 и электролитом ILE достигает плотности энергии 560 ватт-часов на килограмм (Втч/кг) — исходя из общий вес активных материалов. Его начальная емкость составляет 214 миллиампер-часов на грамм (мА·ч·г -1 ) катодного материала. После 1000 циклов сохраняется 88 процентов емкости. Средняя кулоновская эффективность, т. е. отношение между разрядной и зарядной емкостью, составляет 99,94 процента. Поскольку аккумулятор характеризуется высокой безопасностью, исследователи сделали важный шаг на пути к углеродно-нейтральной мобильности.
После 1000 циклов сохраняется 88 процентов емкости. Средняя кулоновская эффективность, т. е. отношение между разрядной и зарядной емкостью, составляет 99,94 процента. Поскольку аккумулятор характеризуется высокой безопасностью, исследователи сделали важный шаг на пути к углеродно-нейтральной мобильности.
реклама
История Источник:
Материалы предоставлены Karlsruher Institut für Technologie (KIT) . Примечание. Содержимое можно редактировать по стилю и длине.
Справочник журнала :
- Фанглин Ву, Шан Фан, Матиас Куэнцель, Анджело Муллалиу, Джэ-Кван Ким, Синпей Гао, Томас Димант, Гук-Тэ Ким, Стефано Пассерини. Двуханионный ионный жидкий электролит обеспечивает стабильные никелевые катоды в литий-металлических батареях . Дж , 2021; 5 (8): 2177 DOI: 10.1016/j.joule.2021.06.014
Цитировать эту страницу :
- MLA
- АПА
- Чикаго
Технологический институт Карлсруэ (KIT).